Tiêu chuẩn quốc gia TCVN 7683-2:2007 (ISO 1701-2:2004) về Điều kiện kiểm máy phay có chiều cao bàn máy thay đổi - Kiểm độ chính xác - Phần 2: Máy có trục chính thẳng đứng
Tiêu chuẩn quốc gia TCVN 7683-2:2007 (ISO 1701-2:2004) về Điều kiện kiểm máy phay có chiều cao bàn máy thay đổi - Kiểm độ chính xác - Phần 2: Máy có trục chính thẳng đứng
| Số hiệu: | TCVN7683-2:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN7683-2:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Số tham chiếu |
Tên gọi |
|
|
Tiếng Việt |
Tiếng Anh |
|
|
1 |
Bệ máy |
Base-plate with tray |
|
2 |
Trụ máy |
Column |
|
3 |
Giá đỡ bàn |
Knee |
|
4 |
Đường hướng của giá đỡ bàn |
Knee slideways |
|
5 |
Bàn trượt |
Saddle |
|
6 |
Đường hướng của bàn trượt |
Saddle slideways |
|
7 |
Bàn máy |
Table |
|
8 |
Đường hướng của bàn máy |
Table slideways |
|
9 |
Bề mặt của bàn máy |
Table surface |
|
10 |
Vít chuyển động thẳng đứng |
Vertical feed-screw |
|
11 |
Đầu mút trục chính |
Spindle nose |
|
12 |
Giá đỡ trục chính |
Spindle head |
|
13 |
Đường hướng của ụ trục chính |
Spindle head slideways |
CHÚ THÍCH:
Ngoài các thuật ngữ được sử dụng trong ba ngôn ngữ chính thức của ISO (Anh, Pháp, Nga). Các thuật ngữ tương đương theo tiếng Đức, Italia, Hà Lan, Tây Ban Nha, Thụy Điển tương ứng với Hình 1 xem Phụ lục A.
Hình 2 – Máy phay có chiều cao bàn máy thay đổi, có đầu máy di chuyển được, có trục chính nằm ngang hoặc thẳng đứng
Bảng 2 – Thuật ngữ
Số tham chiếu
Tên gọi
Tiếng Việt
Tiếng Anh
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bệ máy
Base-plate with tray
2
Trụ máy
Column
3
Giá đỡ bàn
Knee
4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Knee slideways
5
Bàn trượt
Saddle
6
Đường hướng của bàn trượt
Saddle slideways
7
Bàn máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8
Đường hướng của bàn máy
Table slideways
9
Bề mặt của bàn máy
Table surface
10
Vít chuyển động thẳng đứng
Vertical feed-screw
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đầu trục chính thẳng đứng
Vertical spindle nose
12
Đầu trục chính nằm ngang
Horizontal spindle nose
13
Đồ gá phay nằm ngang
Horizontal milling attachment
14
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Movable head
CHÚ THÍCH:
Ngoài các thuật ngữ được sử dụng trong ba ngôn ngữ chính thức của ISO (Anh, Pháp, Nga). Các thuật ngữ tương đương theo tiếng Đức, Italia, Hà Lan, Tây Ban Nha, Thụy Điển tương ứng với Hình 2 xem Phụ lục B.
3.2. Nguyên công phay
Phay là một quá trình gia công trong đó gồm vật liệu được cắt bỏ bằng một dụng cụ cắt quay được gọi là “dao phay”, dao này có nhiều dạng khác nhau.
Nguyên công thông thường của phay được chia làm ba loại:
- Nguyên công phay mặt phẳng (Hình 3);
- Nguyên công phay mặt đầu (Hình 4);
- Nguyên công phay rãnh (Hình 5).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
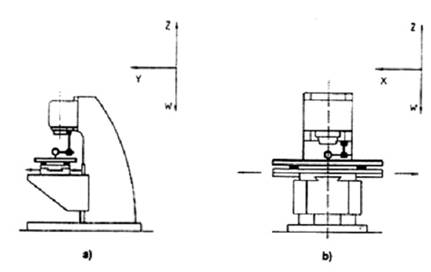
3.3. Mô tả máy
Trong các máy phay có chiều cao bàn máy thay đổi, trục chính thẳng đứng, đế máy được cố định cứng với trụ máy (Hình 1 và Hình 2).
Trong kiểu máy này, chuyển động của dao phay được thực hiện bởi trục chính, trục chính thẳng đứng. Chuyển động tiến như sau:
a) Máy phay có trục chính thẳng đứng (xem Hình 1)
- Chuyển động theo trục X tạo thành chuyển động dọc của bàn máy;
- Chuyển động theo trục Y tạo thành chuyển động thẳng đứng của bàn;
- Chuyển động theo trục Z song song với đường tâm trục chính và tạo thành chuyển động thẳng đứng của trục chính.
b) Máy phay có đầu di chuyển được trục chính nằm ngang hoặc thẳng đứng (xem Hình 2)
- Chuyển động theo trục X tạo thành chuyển động dọc của bàn máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Chuyển động theo trục Z tạo thành chuyển động thẳng đứng của bàn máy
CHÚ THÍCH: Toàn bộ chuyển động tiến này có thể được tiến hành bởi dịch chuyển ngang nhanh của bàn.
4.1. Đơn vị đo
Trong tiêu chuẩn này toàn bộ kích thước dài, sai lệch và các dung sai tương ứng được biểu thị bằng milimét, kích thước góc được biểu thị bằng độ, sai lệch góc và dung sai tương ứng được biểu thị chủ yếu theo các tỷ số nhưng trong một vài trường hợp, có thể sử dụng micrô-radian hoặc cung giây. Phải tuân theo các biểu thức tương đương đối với các đơn vị sau:
0,010/1000 = 10 x 10-6 = 10 μrad ≈ 2’’
4.2. Tham chiếu tiêu chuẩn TCVN 7011-1
Để áp dụng tiêu chuẩn này, phải tham khảo tiêu chuẩn TCVN 7011-1 đặc biệt là phần lắp đặt máy trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả các phương pháp đo và độ chính xác của thiết bị kiểm.
Các ô “quan sát” của phép kiểm được mô tả trong các Điều 5 và 6, các hướng dẫn kèm theo các điều kiện tham chiếu tương ứng trong TCVN 7011-1 trong trường hợp các phép kiểm có liên quan theo đúng các quy định của TCVN 7011.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trình tự các phép kiểm trong tiêu chuẩn này không qui định cho kiểm thực tế. Để lắp đặt dụng cụ đo hoặc đầu đo dễ dàng, có thể tiến hành các phép kiểm theo bất kỳ thứ tự nào.
4.4. Thực hiện các phép kiểm
Khi kiểm máy, không thể và không cần thiết phải kiểm toàn bộ các mục kiểm cho trong tiêu chuẩn này. Khi các phép kiểm được yêu cầu dùng cho kiểm nghiệm thu, người sử dụng lựa chọn các phép kiểm có liên quan đến các bộ phận hoặc các tính chất của máy cần quan tâm theo thỏa thuận với nhà chế tạo hoặc nhà cung cấp. Các phép kiểm này phải được qui định rõ ràng trong hợp đồng mua máy. Sự tham chiếu tiêu chuẩn này cho kiểm nghiệm thu mà không qui định các phép kiểm được tiến hành, không có sự thỏa thuận về chi phí liên quan, không thể được xem là ràng buộc đối với bất kỳ bên tham gia hợp đồng nào.
4.5. Dụng cụ đo
Dụng cụ đo chỉ dẫn trong các phép kiểm được mô tả trong các Điều 5 và Điều 6 chỉ là ví dụ. Có thể sử dụng Dụng cụ đo khác có cùng đại lượng và cùng độ chính xác. Đồng hồ đo phải có độ phân giải 0,001 mm hoặc nhỏ hơn.
4.6. Kiểm gia công
Kiểm gia công phải được tiến hành chỉ với gia công tinh, không kiểm tra công thô vì có khả năng tạo ra lực cắt đáng kể.
4.7. Dung sai nhỏ nhất
Khi thiết lập dung sai cho một chiều dài đo khác so với giá trị cho trong tiêu chuẩn này (xem 2.3.1.1 của TCVN 7011-1) thì phải xem xét đến giá trị nhỏ nhất của dung sai là 0,005 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.1. Các trục của chuyển động
Đối tượng
G1
Kiểm độ thẳng chuyển động thẳng đứng của giá đỡ bàn (trục W):
a) Trong mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng YZ);
Trong mặt phẳng vuông góc với mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng ZX).
Sơ đồ
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,02 trên chiều dài đo 300
Sai lệch đo được
a)
b)
Dụng cụ đo
Đồng hồ so và ke vuông.
Quan sát và tham chiếu 5.2.3.2.1.1 của TCVN 7011-1
Thay thế thước thẳng bằng sử dụng cạnh thẳng đứng của ke vuông.
Điều chỉnh ke vuông để đạt được các số chỉ đồng hồ so giống nhau tại hai đầu mút của chiều dài đo, khi đó hiệu lớn nhất của các số chỉ của đồng hồ đo là sai lệch của độ thẳng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Bàn trượt phải được khóa lại;
b) Bàn máy (trục X) phải được khóa lại.
Nếu trục chính được khóa, đồng hồ so có thể lắp trên trục chính. Nếu trục chính không được khóa, đồng hồ so phải được đặt trên bộ phận cố định của máy.
Đối tượng
G2
Kiểm độ vuông góc giữa chuyển động ngang của bàn trượt (trục Y) và chuyển động dọc của bàn máy (trục X)
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,02 trên chiều dài đo 300
Sai lệch đo được
Dụng cụ đo
Thước thẳng, đồng hồ so và ke vuông.
Quan sát và tham chiếu 5.5.2.2.4 của TCVN 7011-1
Giá đỡ bàn (trục W) phải được khóa lại.
a) Thước thẳng phải được đặt song song đối với chuyển động dọc của bàn máy (trục X), rồi đặt ke vuông áp vào thước thẳng. Bàn máy phải được khóa ở vị trí giữa. Phép kiểm này cũng có thể được kiểm không có thước thẳng. Chỉnh cạnh dài của ke vuông song song với trục X;
b) Phải kiểm chuyển động ngang của bàn trượt (trục Y).
Nếu trục chính được khóa, đồng hồ so có thể được lắp trên trục chính. Nếu trục chính không được khóa, đồng hồ so phải đặt trên một bộ phận cố định của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G3
Kiểm sai lệch góc của bàn trong chuyển động dọc của nó (trục X)
a) Trong mặt phẳng thẳng đứng YZ vuông góc với chuyển động của bàn (lắc ngang EAX);
b) Trong mặt phẳng thẳng đứng ZX song song với chuyển động của bàn máy (lắc dọc EBX).
Sơ đồ
a) Nivô chuẩn
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) X ≤ 1000 0,08/1000 (hoặc 80 μrad hoặc 16”)
X > 1000 0,12/1000 (hoặc 120 μrad hoặc 24”)
Sai lệch đo được
a)
b)
Dụng cụ đo
Nivô chính xác
Quan sát và tham chiếu 5.2.3.2.2 của TCVN 7011-1
Phép kiểm này chỉ được tiến hành khi giá đỡ bàn (trục W) được kẹp chặt trên trụ máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Theo chiều ngang;
b) Theo chiều dọc.
Nivô chuẩn phải được đặt trên đầu trục chính, và đầu trục chính phải đặt ở giữa phạm vi hành trình.
Khi chuyển động của trục X gây ra hành trình góc của cả đầu trục chính và bàn kẹp phôi, phải đo sự khác nhau của hai chuyển động góc và trình bày kết quả này.
Phép đo được tiến hành ở nhiều vị trí, di chuyển bàn theo các bước 200 hoặc 250.
Hiệu giữa các số chỉ lớn nhất và nhỏ nhất (trừ dịch chuyển góc trên) theo cả hai hướng chuyển động không được lớn hơn dung sai đã cho.
5.2. Bàn máy
Đối tượng
G4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sơ đồ
Dung sai
0,04 đối với chiều dài đo 1000, (chỉ cho phép lõm)
Đối với mỗi chiều dài của bàn tăng thêm đến 1000 cộng thêm 0,005
Dung sai lớn nhất: 0,05
Dung sai cục bộ: 0,02 đối với chiều dài đo 300
Sai lệch đo được
Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quan sát và tham chiếu 5.3.2.2 và 5.3.2.3 của TCVN 7011-1
Bàn máy (trục X) và bàn trượt (trục Y) phải được đặt ở vị trí giữa, không được khóa bàn máy nhưng phải khóa bàn trượt và giá đỡ bàn.
CHÚ THÍCH: Các chữ cái chuẩn trên sơ đồ phù hợp với các chữ cái sử dụng trên Hình 41 của TCVN 7011-1.
Đối tượng
G5
Kiểm độ song song giữa bề mặt bàn máy và:
a) Chuyển động của bàn trượt (trục Y) trong mặt phẳng YZ thẳng đứng.
b) Chuyển động dọc của bàn trượt (trục X) trong mặt phẳng ZX thẳng đứng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dung sai
Đối với a) và b)
0,025 đối với chiều dài đo đến 300
Dung sai lớn nhất 0,05
Sai lệch đo được
a)
b)
Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quan sát và tham chiếu 5.4.2.2.2.1 của TCVN 7011-1
Kim của đồng hồ so phải được đặt gần đúng với vị trí làm việc của dụng cụ cắt.
Phép đo được tiến hành trên thước thẳng được đặt song song với bề mặt của bàn.
Nếu chiều dài bàn lớn hơn 1600, tiến hành kiểm bằng cách dịch chuyển liên tiếp của thước thẳng.
Giá đỡ bàn (trục W) phải được khóa lại:
a) Bàn máy (trục X) phải được khóa;
b) Bàn trượt (trục Y) phải được khóa.
Nếu trục chính được khóa, đồng hồ so có thể được lắp trên trục chính. Nếu trục chính không được khóa, đồng hồ so phải được lắp trên bộ phận cố định của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
G6
Kiểm độ vuông góc giữa bề mặt bàn máy và chuyển động thẳng đứng của giá đỡ bàn (trục W) (trong ba vị trí: vị trí giữa và hai vị trí gần mép biên của hành trình):
a) Trong mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng YZ);
b) Trong mặt phẳng vuông góc với mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng ZX).
Sơ đồ
Dung sai
a) 0,025 trên chiều dài đo 300 với α ≤ 90o
b) 0,025 trên chiều dài đo 300
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a)
b)
Dụng cụ đo
Đồng hồ so và ke vuông.
Quan sát và tham chiếu 5.5.2.2.2 của TCVN 7011-1
Đưa bàn máy vào vị trí giữa, giá đỡ bàn (trục W) được khóa khi tiến hành đo:
a) Bàn trượt (trục Y) phải được khóa lại;
b) Bàn máy (trục X) phải được khóa lại.
Nếu trục chính được khóa, đồng hồ so có thể được lắp trên trục chính. Nếu trục chính không được khóa, đồng hồ so phải được lắp trên bộ phận cố định của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G7
Kiểm độ vuông góc giữa bề mặt bàn máy và chuyển động thẳng đứng của giá đỡ đầu trục chính (trục Z):
a) Trong mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng YZ);
b) Trong mặt phẳng vuông góc với mặt phẳng đứng đối xứng của máy (mặt phẳng ZX).
Sơ đồ
Dung sai
a) 0,025 trên chiều dài đo 300 với α ≤ 90o
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
a)
b)
Dụng cụ đo
Đồng hồ so và ke vuông.
Quan sát và tham chiếu 5.5.2.2.2 của TCVN 7011-1
Đưa bàn máy vào vị trí giữa, giá đỡ bàn máy (trục W) được khóa.
Giá đỡ đầu trục chính (trục Z) được khóa lại khi đo:
a) Bàn trượt (trục Y) phải được khóa lại;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu trục chính được khóa, đồng hồ so có thể được lắp trên trục chính. Nếu trục chính không được khóa, đồng hồ so phải được lắp trên bộ phận cố định của máy.
Đối tượng
G8
Kiểm độ thẳng của rãnh chữ T giữa hoặc rãnh chữ T chuẩn của bàn máy.
Sơ đồ
Dung sai
0,01 đối với chiều dài đo 500
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
Dụng cụ đo
Thước thẳng và đồng hồ so hoặc căn mẫu, hoặc dây căng và pan me, hoặc ống tự chuẩn trực.
Quan sát và tham chiếu 5.2.1.2, 5.2.1.2.1 và 5.2.1.2.2.3 của TCVN 7011-1
Đặt thước thẳng trực tiếp trên bàn máy.
Đối tượng
G9
Kiểm độ song song giữa rãnh chữ T giữa hoặc rãnh chữ T chuẩn và chuyển động dọc của bàn máy (trục X).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dung sai
0,015 trên chiều dài đo 300
Dung sai lớn nhất 0,04
Sai lệch đo được
Dụng cụ đo
Đồng hồ so
Quan sát và tham chiếu 5.4.2.2.1 và 5.4.2.2.2.1 của TCVN 7011-1
Bàn trượt (trục Y) và giá đỡ bàn (trục W) phải được khóa lại.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3. Trục chính
Đối tượng
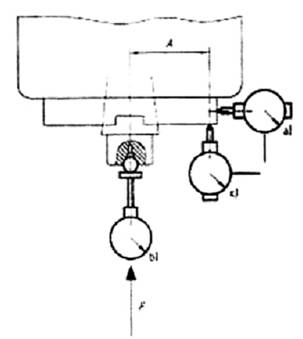
G10
a) Kiểm độ đảo hướng kính của bề mặt định tâm ngoài trên đầu mút trục chính (đối với máy có kết cấu này).
b) Kiểm độ trượt chiều trục có chu kỳ.
c) Kiểm độ đảo mặt đất của mặt mút trục chính (bao gồm cả trượt chiều trục có chu kỳ).
Sơ đồ
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
a)
b)
c)
Dụng cụ đo
Đồng hồ so
Quan sát và tham chiếu của TCVN 7011-1
a) 5.6.1.2.2
b) 5.6.2.2.1 và 5.6.2.2.2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) 5.6.3.2
Khoảng cách A của đồng hồ so c) tính từ đường tâm đầu trục chính phải càng lớn càng tốt.
Đối tượng
G11
Kiểm độ đảo của côn trong trục chính:
a) Tại mút trục chính;
b) Tại khoảng cách 300 mm so với đầu mút trục chính.
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dung sai
a) 0,01 b) 0,02
Sai lệch đo được
a)
b)
Dụng cụ đo
Đồng hồ so và trục kiểm
Quan sát và tham chiếu 5.6.1.2.3 của TCVN 7011-1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G12
Kiểm độ vuông góc giữa đường tâm trục chính và mặt bàn máy
a) Trong mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng YZ);
b) Trong mặt phẳng vuông góc với mặt phẳng thẳng đứng đối xứng của máy (mặt phẳng ZX)
Sơ đồ
Dung sai
a) 0,025/300 với α ≤ 90o
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
a)
b)
Dụng cụ đo
Đồng hồ so và trục kiểm
Quan sát và tham chiếu 5.5.1.2.1 và 5.5.1.2.4.2 của TCVN 7011-1
Bàn máy (trục X), bàn trượt (trục Y) và đường hướng của ụ trục chính (trục Z) và giá đỡ bàn (trục W) phải được khóa.
6. Kiểm gia công
Đối tượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
M1
a) Phay bề mặt A bằng chuyển động dọc tự động bàn máy và chuyển động ngang bằng tay bàn trượt trong hai lát cắt phủ lên nhau 5 mm đến 10 mm.
b) Phay bề mặt B, C và D bằng chuyển động dọc tự động bàn máy, chuyển động ngang tự động của bàn trượt chuyển động thẳng đứng bằng tay của giá đỡ bàn.
Sơ đồ
Kích thước tính bằng milimét
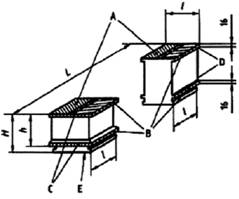
L là chiều dài của mẫu kiểm hoặc khoảng cách giữa các bề mặt đối diện của hai mẫu kiểm và bằng 1/2 hành trình dọc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
lmax là 100 đối với L ≤ 500
là 150 đối với 500 < L ≤ 1000
là 200 đối với L > 1000
lmin là 50
CHÚ THÍCH 1: Các hành trình dọc ≥ 400, có thể sử dụng một hoặc hai mẫu thử được gia công theo hướng dọc trên chiều dài l tại mỗi một đầu.
CHÚ THÍCH 2: Các hành trình dọc < 400 có thể sử dụng một mẫu kiểm gia công trên toàn bộ chiều dài của mẫu kiểm.
Dung sai
a1) Bề mặt A của mỗi một mẫu kiểm phải có độ phẳng 0,02
a2) Chiều cao H của mẫu phải có dung sai 0,03
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
a1)
a2)
b)
Dụng cụ đo
a1) Thước thẳng và căn mẫu hoặc thước phóng đại a2) calíp b) ke vuông và căn mẫu
Quan sát và tham chiếu 4.1 và 4.2 của TCVN 7011-1
Điều kiện cắt
a) Phay ngón;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trước khi kiểm bề mặt B phải được làm sạch.
Phôi kiểm phải được đặt dọc theo đường tâm bàn sao cho chiều dài L được phân bố đều trên mỗi bên của tâm bàn.
CHÚ THÍCH: Tùy thuộc vào sự thỏa thuận giữa người sử dụng và nhà chế tạo/cung cấp, hình dạng của mẫu thử trên sơ đồ có thể được đặt lại đơn giản hơn với các cạnh toàn bộ chiều rộng,
Dao cắt phải sắc và phải được lắp trên trục gá và phải có dung sai sau:
a) Độ đảo hướng kính:
≤ 0,02
b) Độ đảo mặt đầu:
≤ 0,03
Toàn bộ các cạnh không gia công phải được kẹp chặt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 841:2001 Industrial automation systems – Numerical control of machines – Coordinate system and motion nomenclature. (Hệ thống tự động công nghiệp – Máy điều khiển số - Hệ thống tọa độ và danh mục các chuyển động).
[2] TCVN 7683-1:2007 (ISO 1701-1). Điều kiện kiểm máy phay có chiều cao bàn máy thay đổi – Kiểm độ chính xác – Phần 1: Máy có trục chính nằm ngang.
[3] TCVN 7685-1:2007 (ISO 1984-1). Điều kiện kiểm máy phay điều khiển bằng tay có chiều cao bàn máy cố định – Kiểm độ chính xác – Phần 1: Máy có trục chính nằm ngang.
[4] TCVN 7685-2:2007 (ISO 1984-2). Điều kiện kiểm máy phay điều khiển bằng tay có chiều cao bàn máy cố định – Kiểm độ chính xác – Phần 2: Máy có trục chính thẳng đứng.
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây