Tiêu chuẩn quốc gia TCVN 7679:2007 (ISO 6155 : 1998) về Máy công cụ - Điều kiện kiểm đối với máy tiện rơ vôn ve có trục chính nằm ngang và máy tiện tự động một trục chính - Kiểm độ chính xác
Tiêu chuẩn quốc gia TCVN 7679:2007 (ISO 6155 : 1998) về Máy công cụ - Điều kiện kiểm đối với máy tiện rơ vôn ve có trục chính nằm ngang và máy tiện tự động một trục chính - Kiểm độ chính xác
| Số hiệu: | TCVN7679:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN7679:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
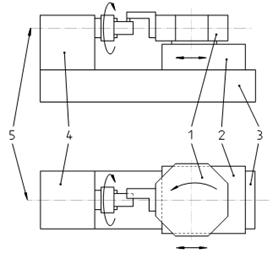
|
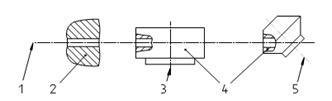
1 - Đầu rơ vôn ve |
4 - Bệ máy |
|
2 - Bàn trượt nhỏ |
5 - Ụ đứng cố định |
|
3 - Bàn dao điều khiển bằng tay |
6 - Đường tâm trục chính |
Hình 1 - Máy tiện dạng tời
CHÚ DẪN:
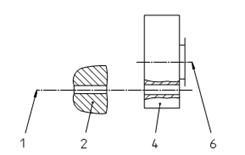
1 - Đầu rơ vôn ve có khả năng định vị
4 - Ụ đứng cố định
2 - Bàn trượt nhỏ
5 - Đường tâm trục chính
3 - Bệ máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
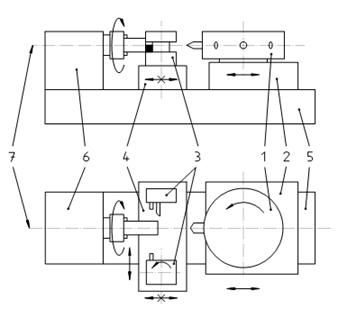
CHÚ DẪN:
1 - Bàn xe dao
5 - Bệ máy
2 - Bàn trượt nhỏ
6 - Ụ đứng cố định
3 - Đài dao nhỏ hoặc đầu cặp dao
7 - Đường tâm trục chính
4 - Bàn trượt ngang
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 3 - Máy tiện rơ vôn ve kết hợp
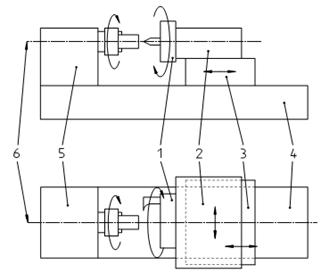
CHÚ DẪN:
1 - Đầu rơ vôn ve có khả năng định vị
4 - Bệ máy
2 - Bàn xe dao
5 - Ụ đứng cố định
3 - Bàn trượt nhỏ
6 - Đường tâm trục chính
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
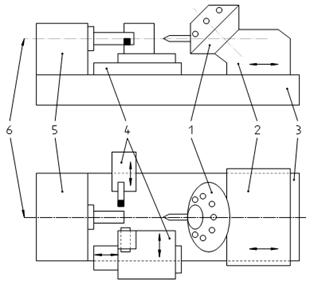
CHÚ DẪN:
1 - Bàn xe dao
4 - Các bàn trượt ngang độc lập
2 - Bàn trượt nhỏ
5 - Ụ đứng cố định
3 - Bệ máy
6 - Đường tâm trục chính
Hình 5 - Máy tiện tự động một trục chính
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
1- Đầu rơ vôn ve tịnh tiến
4- Bệ máy
2- Bàn trượt ngang
5- Ụ đứng cố định
3- Bàn trượt dọc
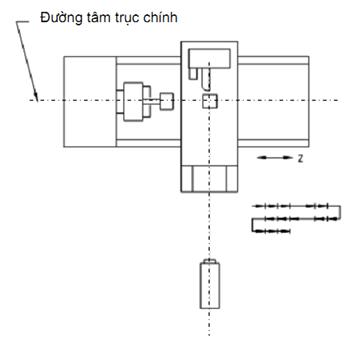
Hình 6 - Máy tiện có đầu rơ vôn ve kiểu tịnh tiến
Tất cả các loại máy tiện này được sản xuất với các hình dạng đầu rơ vôn ve khác nhau. Phần lớn các loại đầu rơ vôn ve thông dụng được thiết kế theo kiểu A, B, C (xem Hình 7) và kiểu D, được mô tả như sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểu B: Đầu rơ vôn ve nhiều cạnh có đường tâm quay không cắt đường tâm trục chính làm việc song song hoặc vuông góc với nó. Đầu kẹp dụng cụ chuyên dùng cần được lắp hoặc được định vị trên các cạnh của đầu rơ vôn ve.
Kiểu C: Đầu rơ vôn ve tròn (kiểu trống hoặc đĩa) có trục quay song song với đường tâm trục chính gia công. Dụng cụ phải được đặt trong lỗ của đầu rơ vôn ve và đường tâm này được phân bố sao cho thẳng hàng với đường tâm của trục chính.
Kiểu D: Đầu rơ vôn ve thẳng (không quay) có dụng cụ lắp trên bàn trượt ngang. Dụng cụ cần thiết được đưa đến vị trí gia công bằng sự chuyển động của bàn trượt ngang (Xem Hình 6).
Kiểu A
Kiểu B
Kiểu C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 - Đường tâm trục chính
4 - Đầu rơ vôn ve
2 - Trục chính
5 - Đường tâm của đầu rơ vôn ve xiên
3 - Đường tâm của đầu rơ vôn ve
(Vuông góc)
6 - Đường tâm của đầu rơ vôn ve ngang
(Song song)
Hình 7 – Các dạng khác nhau của đầu rơ vôn ve
Máy được phân loại theo ba cỡ kích thước dựa trên tiêu chuẩn ghi trên Bảng 1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tiêu chuẩn
Cỡ 0
Cỡ 1
Cỡ 2
Đường kính gia công trên băng máy
≤ 250
250< D ≤400
400< D ≤800
Đường kính danh nghĩa của phôi dạng thanh
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
25 < d ≤ 63
63 < d
Đường kính danh nghĩa của mâm cặp (theo ISO 3442)
≤ 125
125< d ≤ 250
250 < d
CHÚ THÍCH: Sự lựa chọn tiêu chuẩn tùy thuộc vào nhà cung cấp/nhà sản xuất
5.1. Đơn vị đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cần nhớ và sử dụng biểu thứ tương đương sau: 0,010 / 1000 = 10x10-6 = 10 mrad = 2’’
5.2. Tham chiếu TCVN 7011-1
Để áp dụng tiêu chuẩn này phải tham khảo tiêu chuẩn TCVN 7011-1 đặc biệt là việc lắp đặt trước khi kiểm, làm nóng trục chính và các bộ phận chuyển động khác, mô tả phương pháp đo và độ chính xác của dụng cụ kiểm.
Các ô “quan sát” của phép kiểm được mô tả trong các phần sau đây, các hướng dẫn kèm theo các điều tham chiếu tương ứng trong TCVN 7011-1 trong trường hợp các phép kiểm có liên quan theo đúng các quy định của TCVN 7011.
5.3. Trình tự kiểm
Trình tự kiểm trong tiêu chuẩn này không xác định thứ tự kiểm thực tế. Để tiến hành lắp đặt dụng cụ đo hoặc đầu đo một cách dễ dàng, phép kiểm có thể được tiến hành theo bất kỳ một trình tự nào.
5.4. Tiến hành kiểm
Khi kiểm máy, không cần thiết phải kiểm toàn bộ các mục kiểm cho trong tiêu chuẩn này. Khi các phép kiểm dùng để kiểm nghiệm thu, thì người sử dụng lựa chọn các phép kiểm liên quan đến các bộ phận hoặc tính chất của máy mà họ quan tâm theo thỏa thuận với nhà cung cấp/nhà sản xuất. Các phép kiểm này phải được nêu rõ trong hợp đồng mua máy. Chỉ tham chiếu tiêu chuẩn này cho kiểm nghiệm thu mà không quy định các phép kiểm được tiến hành, không có sự thỏa thuận về chi phí liên quan, không ràng buộc đối với bất kỳ bên nào tham gia hợp đồng.
5.5. Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6. Kiểm gia công
Kiểm gia công chỉ tiến hành với gia công tinh, không kiểm khi gia công thô vì có khả năng tạo ra lực cắt đáng kể.
5.7. Lấy thăng bằng máy
Trước khi kiểm máy, phải lấy thăng bằng máy theo hướng dẫn của nhà cung cấp /nhà sản xuất (xem 3.1.1 của TCVN 7011-1)
6.1. Trục chính làm việc
Đối tượng
Kiểm đầu trục chính làm việc:
G1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Sự trượt chiều trục theo chu kỳ;
Độ đảo của mặt mút trục chính.
Sơ đồ
Dung sai
Sai lệch đo được
Cỡ 0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 2
a)
0,010
0,010
0,015
a)
b)
0,008
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,010
b)
c)
0,012
0,015
0,020
c)
Dụng cụ đo
Đồng hồ so và dụng cụ chuyên dùng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lực F, được quy định bởi nhà cung cấp/nhà sản xuất máy, phải tác động vào đầu trục chính. Khi sử dụng các ổ trục chịu tải trọng đặt trước thì không cần phải tác động lực vào trục chính.
a) 5.6.1.2.2;
Khi bề mặt là côn thì đầu đo của đồng hồ so phải vuông góc với bề mặt côn.
b) 5.6.2.2.1 và 5.6.2.2.2;
c) 5.6.3.2
Mặt mút trục chính có thể ở đầu trục chính c’ ) tùy thuộc vào kết cấu máy
Đối tượng
Kiểm lỗ trong của trục chính gia công:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Độ đảo của lỗ định vị trục chính.
(Phép kiểm này chỉ áp dụng đối với máy có lỗ định vị cho gá lắp gia công)
b) Độ đảo của côn trong trục chính gia công.
1) Tại đầu trục chính;
2) Tại vị trí cách đầu trục chính 300mm.
(Phép kiểm này chỉ áp dụng đối với máy có đầu trục chính với lỗ côn trong)
Sơ đồ
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 0
Cỡ 1
Cỡ 2
a)
0,008
0,010
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a)
b)
1)
0,008
0,010
0,020
b)
1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,012
0,015
0,030
2)
Dụng cụ đo
Đồng hồ so
Quan sát và tham chiếu tiêu chuẩn TCVN 7011-1
a) và b) 5.6.1.2.3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
G3
Đối tượng
Kiểm độ đảo hướng kính của lỗ côn trong đầu trục chính (dùng cho các lỗ côn kéo ngược):
1) Sử dụng một trục kiểm đặc biệt
a) Trên đầu trục chính ;
b) Trên khoảng cách ![]() mm.
mm.
Phương án lựa chọn khác:
2) Bằng tiếp xúc trực tiếp
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Phần lỗ trụ sau (liên hợp).
Sơ đồ
Dung sai
Sai lệch đo được
Cỡ 0
Cỡ 1
Cỡ 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1)
a)
0,010
0,015
0,015
1)
a)
b)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,030
0,030
![]() = 50
= 50
![]() = 100
= 100
![]() = 100
= 100
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2)
a) và b)
0,008
0,010
0,010
2)
a) và b)
Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Đồng hồ so
Quan sát và tham chiếu 5.6.1.2.3 của TCVN 7011-1
Đối tượng
G4
Kiểm độ đảo hướng kính của mặt tựa trong của bạc có lỗ côn định tâm lắp trong đầu trục chính (dùng cho bạc côn có áo côn kín):
1) Sử dụng một trục kiểm đặc biệt
a) Trên đầu trục chính;
b) Trên khoảng cách ![]() mm.
mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Bằng tiếp xúc trực tiếp
a) Mặt côn tựa trước;
b) Phần lỗ trụ sau (liên hợp);
c) Bề mặt trong của đai ốc.
Sơ đồ
Dung sai
Sai lệch đo được
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 1
Cỡ 2
1)
a)
0,015
0,02
0,02
1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b)
0,020
0,04
0,04
b)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]() = 100
= 100
![]() = 100
= 100
2)
a) và b)
0,008
0,01
0,015
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) và b)
c)
0,012
0,015
0,020
c)
Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Đồng hồ so
Quan sát và tham chiếu 5.6.1.2.3 của TCVN 7011-1
6.2. Đế trượt
G5
Đối tượng
Kiểm độ vuông góc của chuyển động ngang (trục X) của bàn trượt ngang so với đường tâm trục chính (có thể sử dụng kiểm gia công M 2 như một lựa chọn khác đối với phép kiểm này)
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với toàn bộ cỡ kích thước
0,01 đối với chiều dài đo 100
Đối với bàn dao chỉ có một đầu cặp dụng cụ
a ≥ 900
Sai lệch đo được
Dụng cụ đo
Đồng hồ so và căn mẫu dạng đĩa phẳng hoặc thước thẳng
Quan sát và tham chiếu 5.5.2.2.3 của TCVN 7011-1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
G6
Đối tượng
Kiểm độ song song của chuyển động trục W của xe dao so với đường tâm trục chính gia công:
a) Trong mặt phẳng nằm ngang;
b) Trong mặt phẳng thẳng đứng.
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với toàn bộ cỡ kích thước
Sai lệch đo được
a) 0,005 đối với chiều dài đo 100
(tiến về phía đầu tự do trước của trục kiểm)
a)
b) 0,007 đối với chiều dài đo 100
(tiến về phía đầu tự do sau của trục kiểm)
b)
CHÚ THÍCH: Đối với các máy cỡ 0 có hành trình nhỏ hơn 100mm thì dung sai vẫn giữ nguyên
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dụng cụ đo
Đồng hồ so và trục kiểm
Quan sát và tham chiếu 5.4.2.2.3 của TCVN 7011-1
Đồng hồ so được lắp trên bàn trượt ngang
6.3. Trục chính
G7
Đối tượng
Kiểm độ song song của chuyển động đầu rơ vôn ve trên băng máy (trục Z) so với đường tâm trục chính gia công:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Trong mặt phẳng thẳng đứng;
(Phép kiểm này chỉ áp dụng đối với máy tiện rơ vôn ve)
Sơ đồ
Dung sai
Sai lệch đo được
Đối với cả a) và b)
a)
b)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,01 đối với chiều dài đo 150
Cỡ 1
0,02 đối với chiều dài đo 300
Cỡ 2
0,02 đối với chiều dài đo 300
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Đối với các máy Cỡ 0 có hành trình nhỏ hơn 100mm thì dung sai vẫn giữ nguyên
Dụng cụ đo
Đồng hồ so và trục kiểm
Quan sát và tham chiếu 5.4.2.2.3 của TCVN 7011-1
Đồng hồ so được lắp trên đầu rơ vôn ve
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
G8
Kiểm độ song song của các lỗ lắp dao với sự chuyển động của đầu rơ vôn ve (trục Z) :
a) Trong mặt phẳng nằm ngang;
b) Trong mặt phẳng thẳng đứng.
(Phép kiểm này không áp dụng đối với máy có đầu rơ vôn ve kiểu B hoặc các máy không có đồ gá kẹp chuôi dụng cụ)
Sơ đồ
Dung sai
Sai lệch đo được
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) và b)
a)
b)
Cỡ 0
0,01 đối với chiều dài đo 50
Cỡ 1 và Cỡ 2
0,015 đối với chiều dài đo 100
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH: Đối với các máy Cỡ 0 có hành trình nhỏ hơn 100mm thì dung sai vẫn giữ nguyên
Dụng cụ đo
Đồng hồ so và trục kiểm
Quan sát và tham chiếu 5.4.2.2.3 của TCVN 7011-1
Trục kiểm không được kẹp trên đầu trên đầu rơ vôn ve nhưng phải được lắp chặt ở tại vị trí các lỗ của đầu rơ vôn ve, trục kiểm chỉ được kẹp chặt bằng cơ cấu khóa.
Phép kiểm phải được lặp lại cho mỗi lỗ của đầu rơ vôn ve.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G9
Kiểm độ thẳng hàng của đường tâm trục chính với các đường tâm các lỗ của đầu rơ vôn ve
Phương án lựa chọn khác
Kiểm bằng cách đo trực tiếp lỗ của đầu rơ vôn ve.
(Phép kiểm này không áp dụng đối với máy có đầu rơ vôn ve kiểu B)
Sơ đồ
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với toàn bộ cỡ kích thước:
0,015
Dụng cụ đo
Đồng hồ so có hoặc không có trục kiểm
Quan sát và tham chiếu 5.4.4.2 của TCVN 7011-1
Đồng hồ so phải được đặt gần đến mức có thể đến mặt của đầu rơ vôn ve, trục chính phải quay 3600
Trục kiểm không được kẹp trên đầu rơ vôn ve nhưng phải được lắp chặt ở tại vị trí các lỗ của đầu rơ vôn ve, trục kiểm chỉ được kẹp chặt bằng cơ cấu khóa. Phép kiểm phải được lặp lại cho mỗi lỗ của đầu rơ vôn ve.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G10
Kiểm :
1) Độ vuông góc của các mặt đầu rơ vôn ve đối với đường tâm trục chính gia công ;
2) Độ thẳng hàng của các trục lỗ lắp dao của đầu rơ vôn ve đối với đường tâm trục chính gia công;
(Phép kiểm này không áp dụng đối với máy có đầu rơ vôn ve kiểu A)
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
Cỡ 0
Cỡ 1
Cỡ 2
1)
1)
-
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,015/100
2)
2)
-
0,01 5
0,01 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Đồng hồ so được lắp chặt trên đầu trục chính
Đồng hồ so được lắp chặt trên đầu trục chính và gần đầu trục chính đến mức có thể
Quan sát và tham chiếu TCVN 7011-1
1) 5.5.1.2.1 và 5.5.1.2.4
Đồng hồ so được lắp gần nhất với đầu trục chính.
Phép kiểm phải được lặp lại cho mỗi lỗ của đầu rơ vôn ve.
2) 5.4.4.2
Đầu rơ vôn ve phải nằm trong vị trí phía trước hoặc gần trục chính tới mức có thể.
Phép kiểm phải được lặp lại cho mỗi lỗ của đầu rơ vôn ve.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối tượng
G11
Kiểm:
1) Độ song song của các mặt đầu rơ vôn ve với sự chuyển động của đầu rơ vôn ve ;
2) Độ song song của rãnh định vị (hoặc then) đầu kẹp dụng cụ của đầu rơ vôn ve đối với sự chuyển động của đầu rơ vôn ve;
(Phép kiểm này không áp dụng đối với máy có đầu rơ vôn ve định dạng kiểu B)
Sơ đồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai lệch đo được
1) và 2)
1) và 2)
Cỡ 0
Cỡ 1
Cỡ 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,01 5 đối với bất kỳ chiều dài đo 100
Dụng cụ đo
Đầu đo và dụng cụ chuyên dùng do nhà cung cấp/nhà sản xuất quy định
Quan sát và tham chiếu 5.4.2.2.2.1 của TCVN 7011-1
Cả 1) và 2)
Phép thử phải được tiến hành trên toàn bộ hành trình cắt, phải được lặp lại đối với mỗi mặt rơ vôn ve theo vị trí định vị
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
G12
Kiểm sự lặp lại của số định vị của đầu rơ vôn ve.
(Kiểm gia công M1 c) có thể được sử dụng như là một lựa chọn khác của phép kiểm này)
Sơ đồ
Dung sai
Sai lệch đo được
Kiểu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 1 và Cỡ 2
Máy tiện rơ vôn ve
A
0,01 tại ![]() =50
=50
0,01 tại ![]() =100
=100
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A
0,01 tại ![]() =50
=50
0,01 tại ![]() =100
=100
B
-
0,01
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C
0.01
0,01
CHÚ THÍCH: Trong trường hợp kiểu B và kiểu C, đồng hồ so được đặt gần đầu kẹp dụng cụ đến mức có thể.
Dụng cụ đo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quan sát và tham chiếu TCVN 7011-1
Trục kiểm phải được kẹp trong lỗ của đầu kẹp dụng cụ lắp trên đầu rơ vôn ve và đặt trên đường tâm trục chính. Đồng hồ so được lắp trên phần cố định của máy.
Khi đầu rơ vôn ve ở vị trí giữa của hành trình, vị trí của đồng hồ so tựa vào trục kiểm, lấy số đọc lần thứ nhất.
Quay đầu rơ vôn ve đi một vòng (360 độ) và dừng lại (theo vòng xoay tự động).
Lấy số đọc mới.
Phép kiểm được lặp lại ba lần tại mỗi vị trí của đầu rơ vôn ve.
Dung sai đo được xác định bằng hiệu số của số đọc lớn nhất và nhỏ nhất.
Đối tượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểm khả năng lặp lại định vị của đầu rơ vôn ve vuông trên bàn dao ngang.
Sơ đồ
Dung sai
0,02
Sai lệch đo được
Dụng cụ đo
Đồng hồ so và căn mẫu
Quan sát và tham chiếu 6.4.2 của TCVN 7011-1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đẩy đầu rơ vôn ve ngược lại dọc theo đường tâm vuông góc với hướng của đầu đo đồng hồ so.
Quay đầu rơ vôn ve đi một vòng (360 độ) và dừng lại, lấy số đọc mới.
Phép kiểm được lặp lại ít nhất ba lần tại mỗi vị trí của đầu rơ vôn ve.
Dung sai đo được xác định bằng hiệu số của số đọc lớn nhất và nhỏ nhất.
Đối tượng
G14
Kiểm độ song song của trục kiểm với sự dịch chuyển của đầu rơ vôn ve (trục Z):
a) Trong mặt phẳng ngang;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sơ đồ
Trên một vài loại máy, giá đỡ được cố định trên đầu máy; trên một số khác được cố định trên giá dao
Dung sai
Sai lệch đo được
Đối với a) và b)
0,020 đối với bất kỳ chiều dài đo 300
a)
b)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đồng hồ so
Quan sát và tham chiếu 5.4.2.2.3. của TCVN 7011-1
Đối tượng
G15
1) Kiểm độ song song của rãnh chuẩn hoặc mặt bên chuẩn của bàn trượt ngang đối với sự dịch chuyển ngang của nó (trục X);
2) Kiểm độ song song của bề mặt lắp dụng cụ của bàn dao ngang đối với:
a) Sự dịch chuyển dọc của xe dao ngang (trục Z);
b) Sự dịch chuyển ngang của bàn trượt ngang (trục X);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sơ đồ
Dung sai
Sai lệch đo được
1) :
0,03 đối với bất kỳ chiều dài đo 300
1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) và b);
0,04 đối với bất kỳ chiều dài đo 300
2)
a) và b)
Dụng cụ đo
Đồng hồ so
Quan sát và tham chiếu TCVN 7011-1
a) và b): theo 5.4.2.2.2.1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
M1
Trụ kiểm được kẹp trong hoặc trên đầu trục chính bằng đầu rơ vôn ve với một mặt của đầu rơ vôn ve trên bàn trượt ngang.
Đối với phép kiểm c) khả năng lặp lại, phải gia công ít nhất là ba mẫu kiểm. Đầu rơ vôn ve phải được phân độ định vị đủ 3600 trước khi gia công mẫu kiểm mới
Như một phương pháp lựa chọn khác, phép kiểm P1 c) có thể được tiến hành trên mẫu kiểm bậc với chiều dài cắt nhỏ nhất10mm.
Vật liệu của mẫu kiểm hoặc các loại mẫu kiểm, hình dạng và kiểu dụng cụ, tốc độ tiến, chiều sâu cắt và tốc độ cắt do nhà sản xuất/nhà cung cấp quy định.
Sơ đồ và kích thước của mẫu kiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
l2
Đối với các máy tiện phôi thanh
D = 0,8 x kích thước danh nghĩa của phôi thanh
L = 0,8 x hành trình cắt lớn nhất
Hoặc 2,5 x kích thước danh nghĩa của phôi thanh
(bất cứ giá trị nhỏ hơn giá trị của 150mm)
Đối với các máy tiện có mâm cặp:
D =0,3 x đường kính danh nghĩa của mâm cặp
(tăng đến giá trị lớn nhất 150mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hoặc 0,8 x đường kính d anh nghĩa của mâm cặp nhỏ hơn giá trị 200mm.
CHÚ THÍCH: Khi lớn hơn100mm thì phải gia công thêm bậc giữa có kích thước lớn nhất là 40mm.
Cỡ
5
5
Cỡ 1 và cỡ 2
10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phép Kiểm
Áp dụng các phép kiểm
Dung sai
Dụng cụ đo
Quan sát và Tham chiếu TCVN7011-1
a)
Độ tròn: Kiểm sự thay đổi theo bán kính tại vị trí đầu mút của mẫu kiểm với ít nhất 4 lần đo
(Theo 17.3 của ISO 1101 )
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 0 : 0,005
Cỡ 0 : 0,005
Pan me và dụng cụ đo độ tròn
4.1 và 4.2
b)
Độ không đổi của đường kính gia công:
Phép kiểm này ứng dụng cho đầu rơ vôn ve có đường tâm song song hoặc vuông góc với đường tâm trục chính.
Kiểm độ không đổi của đường kính gia công là kiểm sự biến đổi giữa các đường kính của mỗi ổ trục của máy đo được trong một mặt phẳng chiều trục. Đo ba hoặc bốn lần tuỳ thuộc vào chiều dài của mẫu kiểm.
Cỡ 0:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 1 và Cỡ 2:
0,02 trên 100
Nếu có nhiều hơn
hai dải trên mẫu kiểm thì dung sai giữa hai dải liền kề là 0,01
c)
Khả năng lặp lại
Sự biến đổi giữa các đường kính của đường kính và mẫu kiểm, đo được trong mặt phẳng được đánh dấu trên đầu trục chính
Cỡ 0 : 0,020
Cỡ 1 : 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nội dung của phép kiểm
M2
Gia công mặt đầu của mẫu kiểm, mẫu kiểm được giữ bên trong hoặc trên đầu trục chính với một dụng cụ cắt lắp trên bàn trượt ngang.
Dụng cụ cắt được lắp trên bàn trượt ngang.
Vật liệu của mẫu kiểm, hình dạng và kiểu dụng cụ, tốc độ tiến, chiều sâu cắt và tốc độ cắt do nhà sản xuất/ nhà cung cấp quy định.
CHÚ THÍCH: Khi vị trí của dụng cụ và phôi cùng trên một trục trượt khi đó chỉ cần kiểm từng mặt riêng biệt
Sơ đồ và kích thước của mẫu kiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d = l = 10mm
D = 0,75 x đường kính danh nghĩa của mâm cặp hoặc:
1,8 x hành trình cắt lớn nhất của bàn trượt ngang
(chọn kích thước nào nhỏ hơn)
Phép kiểm được áp dụng
Dung sai
Dụng cụ đo
Quan sát và Tham chiếu TCVN7011-1
Độ phẳng của bề mặt được gia công(chỉ các bề mặt lõm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,015 đối với đường kính 100
Pan me và dụng cụ đo độ tròn
4.1 ; 4.2;
Nội dung của phép kiểm
M3
Cắt ren theo ISO 68-1, một mẫu kiểm trụ với một mũi dụng cụ cắt.
Điểm bắt đầu cắt ren được lấy từ điểm bất kỳ trên vít cái.
Sơ đồ và kích thước của mẫu kiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
lmax
Cỡ 0
50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cỡ 1 và Cỡ 2
100
Chiều dài phần cắt ren lớn nhất là 1mm. Đường kính của mẫu kiểm phải gần bằng đường kính của vít cái. Bước ren bằng nửa bước ren vít cái
Phép kiểm được áp dụng
Dung sai
Dụng cụ đo
Quan sát và Tham chiếu TCVN7011-1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sai số tích lũy của bước ren
Cỡ 0:
0,01 cho chiều dài đo 30 bất kỳ
Dụng cụ đặc biệt có độ chính xác để kiểm
4.1 và 4.2
Và 6.2
Cỡ 1 và Cỡ 2:
0,02 cho chiều dài đo 60 bất kỳ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8. Kiểm độ chính xác và khả năng lặp lại định vị bằng điều khiển số
Các phép kiểm này chỉ được áp dụng cho máy tiện rơ vôn ve có trục chính nằm ngang và máy tiện tự động một trục chính, cho các trục điều khiển số được định vị theo đường thẳng.
Để áp dụng các phép kiểm phải tham chiếu TCVN 7011-2, Đặc biệt đối với điều kiện môi trường, làm nóng máy, đánh giá và trình bày kết quả.
Đối tượng
P1
Kiểm độ chính xác và khả năng lặp lại của dịch chuyển theo trục X của bàn bằng điều khiển số
Sơ đồ
Dung sai
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dài đo
Sai lệch đo được
≤125
≤250
≤500
Độ chính xác định vị theo hai chiều*)
A
0,013
0,018
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khả năng lặp lại định vị theo một chiều*)
R↑hoặc R↓
0,005
0,008
0,010
Khả năng lặp lại định vị theo hai chiều
R
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,012
0,015
Giá trị đảo chiều của trục*)
B
0,008
0,010
0,013
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]()
0,004
0,005
0,006
Sai lệch định vị hệ thống theo hai chiều
E
0,008
0,010
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phạm vi sai lệch vị trí trung bình theo 2 hướng
M
0,004
0,005
0,006
*) Có thể dùng làm cơ sở để nghiệm thu máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dụng cụ đo
Thước dài tiêu chuẩn làm cơ sở để nghiệm thu máy
Quan sát và tham chiếu tiêu chuẩn TCVN 7011-1 ( 2.3.2.2.1) và TCVN 7011-2
Thước dài tiêu chuẩn hoặc trục của dụng cụ đo laze được đặt song song với trục dịch chuyển.Về nguyên tắc, tốc độ tiến nhanh được sử dụng để định vị nhưng tốc độ tiến tuỳ chọn có thể được sử dụng theo sự thỏa thuận giữa người sử dụng và nhà cung cấp/ nhà sản xuất.
Đối tượng
P2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sơ đồ
Dung sai
Chiều dài đo
Sai lệch đo được
≤125
≤250
≤500
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A
0,013
0,018
0,020
Khả năng lặp lại định vị theo một chiều*)
R↑hoặc R↓
0,005
0,008
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khả năng lặp lại định vị theo hai chiều
R
0,010
0,012
0,015
Giá trị đảo chiều của trục*)
B
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,010
0,013
Giá trị đảo chiều trung bình
B
0,004
0,005
0,006
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E
0,008
0,010
0,012
Phạm vi sai lệch vị trí trung bình theo 2 chiều
M
0,004
0,005
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
*) Có thể dùng làm cơ sở để nghiệm thu máy
Dụng cụ đo
Thước dài tiêu chuẩn và kính hiển vi hoặc dụng cụ đo la-ze
Quan sát và tham chiếu tiêu chuẩn TCVN 7011-1 (2.3.2.2.1) và TCVN 7011-2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Về nguyên tắc, tốc độ tiến nhanh được sử dụng để định vị nhưng tốc độ tiến tuỳ chọn có thể được sử dụng theo sự thỏa thuận giữa người sử dụng và nhà cung cấp/ nhà sản xuất.
THƯ MỤC TÀI LIỆU THAM KHẢO
(1) ISO 841: 2001 Industrial automation systems – Numerical control of machines – Coordinate system and motion nomenclature. (Hệ thống tự động công nghiệp – Máy điều khiển số – Hệ thống tọa độ và danh mục các chuyển động).
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây