Tiêu chuẩn quốc gia TCVN 6259-7A:2003 về Quy phạm phân cấp và đóng tàu biển vỏ thép - Phần 7A: Vật liệu
Tiêu chuẩn quốc gia TCVN 6259-7A:2003 về Quy phạm phân cấp và đóng tàu biển vỏ thép - Phần 7A: Vật liệu
| Số hiệu: | TCVN6259-7A:2003 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học và Công nghệ | Người ký: | *** |
| Ngày ban hành: | 01/01/2003 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN6259-7A:2003 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học và Công nghệ |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2003 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Loại |
Qui cách mẫu thử |
Kích thước |
Vật liệu thử |
|
U14A |
|
L = 70, d = 14, P = 85, R ≥ 10 (Đối với sản phẩm gang đúc graphit cục hoặc tựa cầu, R ≥ 20). Nói chung người ta hay dùng mẫu trên. Tuy nhiên cũng có thể dùng mẫu có kích thước sau đây : L = 5d, P = L + d, R ≥ 10 (Đối với sản phẩm gang đúc graphit cục hoặc tựa cầu, R ≥ 20) |
Thép cán (Chương 3) Ống thép (Chương 4) Thép đúc và các sản phẩm gang đúc graphit cục hoặc tựa cầu (Chương 5) Thép rèn (Chương 6) Hợp kim đồng (Chương 7) Hợp kim nhôm (Chương 8) |
|
U14B |
|
L =
5,65 P L + 2W, R ≥ 25 |
Ống thép (Chương 4) Ống đồng (Chương 7) |
|
L =
5,65 P L
+ 2 |
Thép cán có chiều dày từ 3 mm trở lên (Chương 3) Hợp kim nhôm (Chương 8) |
||
|
U1 |
L = 200, a = t, W = 25 P 225, R ≥ 25 |
||
|
U13B |
L = 50, a = t, W = 12,5 P 75, R ≥ 25 |
Thép cán có chiều dày từ 3,0 mm trở lên (Chương 3) |
|
|
U14C |
|
L =
5,65 Trong đó P là khoảng cách giữa hai đầu ngàm kẹp |
Ống thép (Chương 4) Ống đồng (Chương 7) |
|
U8 |
|
d = 20, R = 25 Mẫu thử phải được cắt ra từ vật mẫu, có đường kính 30 mm được đúc riêng |
Vật đúc gang xám (Chương 5) |
Chú thích :
(1) Các ký hiệu sau đây được sử dụng :
d: Đường kính
A : Diện tích mặt cắt ngang
W : Chiều rộng
a: Chiều dày
R: Bán kính góc lượn
L : Chiều dài đo
P : Chiều dài phần hình trụ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
t : Chiều dày vật liệu
(2) Mẫu thử
được gọi là mẫu thử tỷ lệ khi L = 5d hoặc 5,65![]() . Chiều dài đo có thể làm tròn đến
5 mm gần nhất với điều kiện sự khác nhau giữa chiều dài này với L
phải nhỏ hơn 10% của L.
. Chiều dài đo có thể làm tròn đến
5 mm gần nhất với điều kiện sự khác nhau giữa chiều dài này với L
phải nhỏ hơn 10% của L.
Hình 7-A/ 2.1 Mẫu thử độ dai va đập
Bảng 7-A/ 2.2 Giá trị của a và b
Hằng số
Vật liệu
a
b
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,0
0,40
Vật liệu loại II
2,6
0,55
Chú thích:
(1) Vật liệu loại I : Thép các bon và thép hợp kim thấp có giới hạn bền kéo không quá 600 N/mm2 ở trạng thái cán nóng, ủ, thường hóa hoặc thường hóa và ram.
(2) Vật liệu loại II: Thép các bon và thép hợp kim thấp ở trạng thái tôi và ram.
(3) Giá trị a và b cho các loại vật liệu không thuộc loại I và II phải do Đăng kiểm quy định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường kính mẫu thử, nếu gia công có mặt cắt tròn hoặc chiều dày và chiều rộng, nếu gia công có mặt cắt hình chữ nhật (mm)
Sai số cho phép (mm)
Trường hợp mặt cắt tròn
Trường hợp mặt cắt chữ nhật
Lớn hơn 3 đến 6
≤ 0,03
≤ 0,06
Lớn hơn 6 đến 16
≤ 0,04
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trên 16
≤ 0,05
≤ 0,10
Bảng 7-A/ 2.4 Qui cách và kích thước mẫu thử uốn
(Đơn vị: mm)
Loại
Qui cách mẫu thử
Kích thước mẫu thử(1)
Vật liệu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a = t
W = 30
r =1 ÷ 2
_________(2)
U1B
a = 20
W = 25
r =1 ÷ 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
U2
a = d
Nếu đường kính hoặc chiều dày vật liệu lớn hơn 35 mm, mẫu có thể được gia công có mặt cắt tròn đường kính không quá 35 mm
_________(2)
Chú thích : Các ký hiệu sau đây được sử dụng :
(1) a : Chiều dầy, đường kính hoặc chiều rộng của mẫu thử
r : Bán kính mép lượn của mẫu thử
W : Chiều rộng của mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D : Đường kính của trục
t : Chiều dày của vật liệu
(2) Vật liệu Đăng kiểm cho là cần thiết.
3. Vị trí của rãnh khía không được nằm phía trong phạm vi 25 mm kể từ mép cắt bằng máy cắt hoặc mép cắt bằng mỏ cắt hơi.
4. Nếu mẫu thử độ dai va đập loại U4 có qui cách quy định ở -2 trên không thể làm được do độ dầy vật liệu thì chiều rộng (W) của mẫu thử có thể được giảm xuống theo qui định ở (1) hoặc (2) dưới đây, tùy theo chiều dày của vật liệu.
(1) Xem Bảng 7-A/ 2.6 cho vật liệu thép cán.
(2) Xem Bảng 7-A/ 2.7 cho vật liệu ống thép.
Bảng 7-A/ 2.5 Kích thước của mẫu thử độ dai va đập
Loại mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
U5
Kích thước mẫu thử
Mẫu thử có rãnh khía hình chữ V sâu 2 mm
Mẫu thử có rãnh khía hình chữ U sâu 5 mm
Chiều dài (mm)
L
55 ± 0,6
55 ± 0,6
Chiều rộng (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10 ± 0,11
10 ± 0,11
Chiều dày (mm)
T
10 ± 0,06
10 ± 0,11
Góc của rãnh khía (độ)
45 ± 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều rộng của rãnh khía (mm)
w
—
2 ± 0,14
Chiều dày còn lại dưới rãnh khía (mm)
D
8 ± 0,06
5 ± 0,09
Bán kính đáy của rãnh khía (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,25 ± 0,025
1 ± 0,07
Khoảng cách từ rãnh khía đến đầu mẫu thử (mm)
S
27,5 ± 0,42
27,5 ± 0,42
Góc giữa mặt phẳng đối xứng của rãnh khía và đường tâm dọc của mẫu thử (độ)
—
90 ± 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vật liệu thử
—
Tất cả các loại vật liệu
Thép rèn hợp kim thấp (Chương 6)
Bảng 7-A/ 2.6 Chiều rộng mẫu thử có cỡ nhỏ hơn quy định (đối với thép cán tấm)
Chiều dày tấm t (mm)
Chiều rộng mẫu thử độ dai va đập W (mm)
t < 6
—(1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5 ± 0,06
8,5 ≤ t < 11
7,5 ± 0,11
Chú thích:
(1) Có thể không cần thử độ dai va đập.
Bảng 7-A/ 2.7 Chiều rộng mẫu thử có cỡ nhỏ hơn quy định (đối với ống thép)
Chiều dày thành ống (1) c (mm)
Chiều rộng mẫu thử độ dai va đập W (mm)
c < 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5 ≤ c < 7,5
5 ± 0,06
7,5 ≤ c < 10
7,5 ± 0,11
Chú thích:
(1) Chiều dày
thành ống c được tính theo công thức sau: ![]()
a và b : Hằng số xác định theo loại ống thép tại vị trí lấy mẫu thử (Xem Bảng 7-A/ 2.8).
t : Chiều dầy danh nghĩa của ống thép (mm).
d : Đường kính ngoài của ống thép (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 2.8 Giá trị của a và b
Hằng số
Loại và vị trí chọn
a
b
Ống thép liền, làm việc ở trạng thái nóng
0,875
100
Ống thép liền, làm việc ở trạng thái lạnh
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100
Ống thép hàn điện trở
Phần kim loại gốc
0,9
100
Phần hàn
0,9
3025
2.2.5. Xác nhận mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.3. Quy trình thử tính chất cơ học
2.3.1. Thử kéo
1. Trong quá trình kéo, giá trị giới hạn chảy phải được đo tại trị số cực đại đầu tiên.
2. Nếu không xác định rõ được giới hạn chảy, thì phải xác định số liệu hoặc là tại vùng giới hạn chảy qui ước (proof stress) 0,2% hoặc tại vùng tổng giới hạn chảy qui ước (total elongation proof stress) 0,5%.
3. Nếu đo theo giới hạn chảy hoặc giới hạn chảy qui ước khi thử kéo thì việc thử phải được tiến hành với cường độ ứng suất đàn hồi không quá 30 N/mm2/s đối với kim loại đen và 10 N/mm2/s đối với kim loại màu.
4. Đối với vật liệu có tính đàn hồi, tốc độ của máy thử kéo không được vượt quá tốc độ tương ứng với sức căng khi tải trọng đạt giá trị lớn nhất bằng 40 %/min. Đối với vật liệu giòn như gang, cường độ ứng suất đàn hồi không được vượt quá 10 N/mm2 /s.
2.3.2. Thử độ dai va đập
1. Thử độ dai va đập của vật liệu phải được tiến hành trên máy thử độ dai va đập Charpy có công suất không nhỏ hơn 150J và tốc độ va đập từ 4,5 đến 6 m/s với nhiệt độ mẫu thử được kiểm soát trong khoảng ± 2oC của nhiệt độ qui định.
2. Năng lượng hấp thụ trung bình tối thiểu của mẫu thử có kích thước nhỏ hơn qui định phải là trị số (lấy bằng nếu phần thập phân từ 0,50 trở lên và bỏ qua nếu nhỏ hơn 0,50) tính bằng tích số của giá trị năng lượng hấp thụ trung bình tối thiểu của mẫu thử độ dai va đập U4 nhân với hệ số ở Bảng 7-A/ 2.9, tùy thuộc vào chiều rộng của mẫu thử.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều rộng của mẫu thử độ dai va đập W (mm)
Hệ số
7,5
5/6
5
2/3
3.1. Thép cán dùng đóng thân tàu
3.1.1. Phạm vi áp dụng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Bất kỳ những qui định nào liên quan đến thép có chiều dày lớn hơn 50 mm đều phải phù hợp với các yêu cầu ở 3.10 và các yêu cầu bổ sung của Đăng kiểm.
3. Thép có những đặc tính khác so với qui định ở 3.1 phải phù hợp với các yêu cầu qui định ở 1.1.1-2.
3.1.2. Phân loại thép
Thép được phân thành 16 cấp như đưa ra ở Bảng 7-A/ 3.1.
3.1.3. Khử ôxy và thành phần hóa học của thép
1. Việc khử ôxy và thành phần hóa học của mỗi loại thép phải phù hợp với những qui định ở Bảng 7-A/ 3.1. Nếu quá trình kiểm soát cơ nhiệt (việc nhiệt luyện dựa vào quá trình cán có kiểm soát được Đăng kiểm chấp nhận, (sau đây ký hiệu là “TMCP”) được coi như là khâu nhiệt luyện, thì thành phần hóa học của thép có thể được thay đổi, với điều kiện được Đăng kiểm chấp thuận.
2. Trong trường hợp đặc biệt, Đăng kiểm có thể yêu cầu trình duyệt độ cảm nhận nứt nguội của thép.
3.1.4. Nhiệt luyện
Việc nhiệt luyện mỗi cấp thép phải thỏa mãn với những qui định ở Bảng 7-A/ 3.3.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tính chất cơ học của thép phải phù hợp với những qui định ở Bảng.7-A/ 3.4.
3.1.6. Chọn vật mẫu
1. Đối với vật mẫu dùng để cắt mẫu thử kéo phải được lấy trong một lô thép có khối lượng không được lớn hơn 50 tấn (nếu số lượng các sản phẩm thép có chiều dày hoặc đường kính nhỏ hơn 10 mm, khi chúng cùng mẻ đúc và cùng qui trình chế tạo), trừ trường hợp được Đăng kiểm chấp nhận đặc biệt. Vật mẫu này sẽ được chọn từ sản phẩm thép có chiều dày hoặc đường kính lớn nhất trong mỗi lô thép.
2. Nếu không có qui định nào khác hoặc được Đăng kiểm chấp thuận, vật mẫu dùng để cắt mẫu thử độ dai va đập phải là bộ vật mẫu có chiều dày lớn nhất được chọn ở mỗi lô thép, xem Bảng 7-A/ 3.6, tùy theo chất khử ôxy, loại sản phẩm và phương pháp nhiệt luyện. Tuy nhiên, đối với thép A32 và A36 có thể tăng khối lượng mỗi lô, nhưng phải được Đăng kiểm chấp thuận.
3. Vật mẫu phải được nhiệt luyện cùng với lô thép được lấy vật mẫu theo cùng một phương pháp và không được cắt ra khỏi vật liệu cho đến lúc nhiệt luyện xong.
Bảng 7-A/ 3.1 Khử ôxy và thành phần hóa học
Loại thép
Cấp thép
Khử ôxy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hàm lượng các bon tương đương (%)
C
Si
Mn
P
S
Cu
Cr
Ni
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Al(8)
Nb
V
Ti
N
Thép thường
A
Bất kỳ phương pháp nào trừ sôi
(4) (5)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,50
(4)
≥ 2,5xC
≤ 0,035
≤ 0,035
—
—
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
—
B
(4) ≤ 0,21
≤ 0,35
(4) (6) ≥ 0,80
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng(2) hoặc lắng và xử lý hạt mịn(3)
(4)≤ 0,21
≤ 0,35
(4) ≥ 0,80
(3) (11)
≥ 0,015
E
Lắng và xử lý hạt mịn(3)
(4)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,35
(4)
≥ 0,70
(11)
≥ 0,015
Thép có độ bền cao
A32
Lắng và xử lý hạt mịn
≤ 0,18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(7)
0,90 ÷ 1,60
≤ 0,035
≤ 0,035
≤ 0,35
≤ 0,20
≤ 0,40
≤ 0,08
(9)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(9) (10)
0,02 ÷ 0,05
(9) (10)
0,05 ÷ 0,10
(10)
≥ 0,02
(13)
D32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A36
D36
E36
A40
D40
E40
F32
≤ 0,16
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,80
(12)
≥ 0,09
F36
F40
(11) Đăng kiểm có thể chấp nhận nguyên tố làm mịn hạt không phải là nhôm.
(12) Nếu có Al, thành phần lớn nhất của N có thể tăng lên đến 0,012%.
(13) Hàm lượng các bon tương đương phải được ghi trong Giấy chứng nhận thử vật liệu. Nếu bất kỳ cấp nào của thép có độ bền cao thực hiện điều kiện cán có kiểm soát cơ nhiệt (TMCP), hàm lượng các bon tương đương phải phù hợp với các yêu cầu của Bảng 7/3.2.
Bảng 7-A/ 3.2 Hàm lượng các bon tương đương đối với thép được sản xuất bằng TMCP(1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lượng các bon tương đương (%)(2)
A32, D32, E32, F32
≤ 0,36
A36, D36, E36, F36
≤ 0,38
A40, D40, E40, F40
≤ 0,40
Chú thích:
(1) TMCP - Qui trình kiểm soát cơ nhiệt (Thermo - Mechanical controlled processing).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/3.3 Nhiệt luyện(1)
Cấp thép
Khử ôxy
Độ dày t (mm)
Nhiệt luyện(3)
A
Bất kỳ phương pháp nào trừ sôi
t ≤ 50
AR(4)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bất kỳ phương pháp nào trừ sôi
t ≤ 50
D
Lắng
t ≤ 25
Lắng và xử lý hạt mịn
t ≤ 35
AR(4)
35 < t ≤ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E
Lắng và xử lý hạt mịn
1 ≤ 50
TCMP, N(6)
A32
A36
Lắng và xử lý hạt mịn
(có xử lý Nb và/hoặc V)(2)
t ≤ 12,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,5 < t ≤ 50
TMCP, N, CR(5)
Lắng và xử lý hạt mịn
(không xử lý Nb và/hoặc V)(2)
t ≤ 20
AR(4)
20 < t ≤ 35
TMCP, N, CR(7)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35 < t ≤ 50
TMCP, N, CR(5)
D32
D36
Lắng và xử lý hạt mịn
(có xử lý Nb và/hoặc V)(2)
t ≤ 12,5
AR(4)
12,5 < t ≤ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng và xử lý hạt mịn (không xử lý Nb, và/hoặc V)(2)
t ≤ 20
AR(4)
20 < t ≤ 25
TMCP, N, CR(7)
25 < t ≤ 50
TMCP, N, CR(5)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E36
Lắng và xử lý hạt mịn
t ≤ 50
TMCP, N(6)
A40
Lắng và xử lý hạt mịn
t ≤ 12,5
AR(4)
12,5 < t ≤ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D40
Lắng và xử lý hạt mịn
t ≤ 50
E40
Lắng và xử lý hạt mịn
t ≤ 50
TMCP, N, QT
F32
F36
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng và xử lý hạt mịn
t ≤ 50
TMCP, N, QT
Chú thích :
(1) Điều kiện nhiệt luyện này và qui cách của lô để lấy mẫu thử độ dai va đập được tổng kết ở Bảng 7-A/ 3.6.
(2) “Nb và/hoặc V” có nghĩa là bổ sung Nb, và/hoặc V đơn nguyên tố hoặc kết hợp, không cần lưu ý đến hàm lượng qui định nhỏ nhất để làm mịn hạt (tham khảo Bảng 7-A/ 3.1 chú thích (9)).
(3) Những ký hiệu sau đây được dùng để chỉ trạng thái nhiệt luyện (những ký hiệu này được sử dụng trong suốt cả Chương này):
AR
: Cán nguội
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CR
: Cán có kiểm soát
(Controlled Rolling)
N
: Thường hóa
(Normalizing).
TMCP
: Quy trình kiểm soát cơ-nhiệt
(Thermo - Mechanical Controlled Processing)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
: Tôi và ram
(Quenching and Tempering)
(4) Các trạng thái nhiệt luyện CR, N hoặc TMCP có thể được chấp nhận.
(5) Thép, trừ thép tấm (kể cả thép dẹt có chiều rộng bằng và lớn hơn 600 mm) có thể được coi là cán nguội, nếu Đăng kiểm chấp thuận (sau đây trong 3.1 gọi là ARS).
(6) Thép, trừ thép tấm (kể cả thép dẹt có chiều rộng bằng và lớn hơn 600 mm) có thể được xử lý theo ARS hoặc cán có kiểm soát nhiệt, nếu Đăng kiểm chấp thuận, (sau đây, trong 3.1 gọi là CRS).
(7) Nhiệt luyện theo ARS có thể được chấp nhận.
Bảng 7-A/3.4 Tính chất cơ học
Cấp thép
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn chảy hoặc giới hạn chảy qui ước
Giới hạn bền kéo
Độ giãn dài (5)
L = 5,65![]()
Nhiệt độ thử
Năng lượng hấp thụ trung bình(J)(3)
(N/mm2)
(N/mm2)
(%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L
T
A
—
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 235
400 ÷ 490(2)
≥ 22
0(4)
D
-20
≥ 27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E
-40
A32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0(2)
D32
≥ 315
440 ÷ 590
≥ 22
20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 22
E32
-40
F32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A36
0(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 355
490 ÷ 620
≥ 21
-20
≥ 34
≥ 24
E36
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F36
-60
A40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
D40
≥ 390
510 ÷ 650
≥ 20
-20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 27
E40
-40
F40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích:
(1) L ( hoặc T ) thể hiện rằng đường tâm dọc của mẫu thử được đặt song song (hoặc vuông góc) với hướng cán lần cuối cùng.
(2) Tham khảo chú thích (1) ở Bảng 7-A/ 3.6.
(3) Nếu năng lượng hấp thụ của hai mẫu thử trở lên trong một bộ mẫu thử nhỏ hơn năng lượng hấp thụ trung bình tối thiểu, hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% giá trị năng lượng hấp thụ trung bình tối thiểu, thì việc thử được coi là không đạt.
(4) Nói chung, không cần phải thử độ dai va đập đối với thép có chiều dày từ 25 mm trở xuống.
(5) Độ giãn dài tối thiểu của mẫu thử U1 phải thỏa mãn những qui định ở Bảng 7-A/ 3.5.
Bảng 7-A/ 3.5 Độ giãn dài tối thiểu đối với mẫu thử U1 (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
3 ≤ t ≤ 5
5 < t ≤ 10
10 < t ≤ 15
15 < t ≤ 20
20 < t ≤ 25
25 < t ≤ 30
30 < t ≤ 40
40 < t ≤ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A32, D32, E32, F32
14
16
17
18
19
20
21
22
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
13
15
16
17
18
19
20
21
A40, D40, E40, F40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14
15
16
17
18
19
20
Bảng 7-A/ 3.6 Quy cách của lô thép để lấy mẫu thử độ dai va đập
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dạng Sản phẩm(3)
Nhiệt luyện và qui cách lô thép (4) (6)
Chiều dày tấm (mm)
0
12,5
20
25
30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40
50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A
Bất kỳ phương pháp nào trừ sôi
Tất cả
AR (-)
B
Bất kỳ phương pháp nào trừ sôi
Tất cả
AR (50)(5)
D
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tất cả
AR (50)
Lắng và xử lý hạt mịn
Tấm
AR (50)
TMCP (50),
N (50),
CR( 50)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại khác
TMCP (50),
N (50), CR (50)
ARS (25)
E
Lắng và xử lý hạt mịn
Tấm
TMCP (P), N (P)
Loại khác
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A32
A36(1)
Lắng và xử lý hạt mịn
(có xử lý Nb, và/hoặc V)(2)
Tấm
AR (50)
TMCP (50), N (50), CR (50)
Loại khác
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng và xử lý hạt mịn
(không xử lý Nb và/hoặc V)(2)
Tấm
AR( 50)
ARS (25)
TMCP (50), N (50), CRS (50)
Loại khác
TMCP (50), N (50), CR (50), ARS (25)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng và xử lý hạt mịn
(có xử lý Nb và/hoặc V)(2)
Tấm
AR (50)
TMCP (50), N (50), CR (50)
D32
Loại khác
TMCP (50), N (50), CR (50), ARS (25)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng và xử lý hạt mịn
(không xử lý Nb và/hoặc V)(2)
Tấm
ARS( 25)
AR (50)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại khác
TMCP (50), N (50), CR (50), ARS (25)
E32
Lắng và xử lý hạt mịn
Tấm
TMCP (P), N (P),
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại khác
TMCP (25), N (25),CRS (15), ARS (15)
A40
Lắng và xử lý hạt mịn
Tất cả
AR (50)
TMCP (50), N (50), CR (50)
D40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tất cả
TMCP (50), N (50), CR (50)
E40
Lắng và xử lý hạt mịn
Tấm
TMCP (P), N (P), QT (P)
Loại khác
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F32
Lắng và xử lý hạt mịn
Tấm
TMCP (P), N (P), QT (P)
F36
F40
Loại khác
TMCP (25), N (25), QT (25)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Đối với thép cấp A32 và A36 có thể cho phép giảm nhẹ qui cách của lô với điều kiện phải được Đăng kiểm xét duyệt.
(2) Xem chú thích (2) trong Bảng 7-A/ 3.3.
(3) Thép tấm gồm cả các thanh dẹt có chiều rộng bằng và lớn hơn 600 mm.
(4) Trong Bảng này, những “số” được đặt sau mỗi “ký hiệu” nhiệt luyện biểu thị khối lượng của mỗi lô thép. Ví dụ (50), (25), (15) có nghĩa khối lượng lô thép không lớn hơn 50, 25 và 15 tấn (thuộc cùng mẻ, cùng quy trình) phải được coi là một lô; (P) có nghĩa là vật liệu một lô thép được cán trực tiếp từ một mẻ, phôi hoặc thỏi thép phải được coi là một lô; (—) có nghĩa là không cần phải thử độ dai va đập.
(5) Xem (4) trong Bảng 7-A/3.4.
(6) Thép đã qua nhiệt luyện theo phương pháp TMCP, N, hoặc CR thay cho phương pháp AR (xem điểm chú thích (4) trong Bảng 7-A/ 3.3) phải được coi là tương đương với thép ở trạng thái nhiệt luyện AR, có xét đến đơn vị cơ bản của lô thép.
4. Nếu không có qui định nào khác, vật mẫu phải được lấy ở các vị trí trên tấm thép (xem Hình 7-A/3.1) theo yêu cầu từ (1) đến (3) dưới đây :
(1) Thép tấm và thép thanh dẹt có chiều rộng lớn hơn 600 mm:
Lấy vị trí khoảng 1/4 chiều rộng, tính từ đầu mép của tấm hoặc thanh dẹt (xem Hình 7-A/3.1(1))
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lấy tại vị trí khoảng 1/3 chiều rộng (1/6 đối với thép chữ I), tính từ đầu mép. Nếu là thép hình chữ U, thép góc, thép chữ I, thì vật mẫu có thể được lấy tại vị trí khoảng 1/4 chiều cao bản thành (1/6 đối với thép mỏ), tính từ đường tâm của bản thành (xem Hình 7-A/ 3.1(2) ÷ (5)).
(3) Thép thanh:
Vật mẫu phải được cắt sao cho trục của mỗi mẫu thử có thể nằm gần vị trí (a) và (b) qui định dưới đây.
(a) Nếu mặt cắt không tròn, thì tại vị trí khoảng 1/6 khoảng cách lớn nhất kể từ mép ngoài.
(b) Nếu mặt cắt tròn, thì tại vị trí khoảng 1/3 bán kính kể từ mép ngoài (xem Hình 7-A/ 3.1(6).
Tuy nhiên, nếu kích thước mặt cắt ngang không đủ cho một mẫu thử tiêu chuẩn, thì không phải áp dụng quy định này. Khi đó mẫu thử độ dai va đập được cắt ra theo chiều dài thích hợp của một sản phẩm có đường kính lớn nhất của một lô.
Hình 7-A/ 3.1 Chọn vật mẫu
3.1.7. Chọn mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Mẫu thử kéo phải được lấy theo quy định từ (1) đến (3) dưới đây :
(1) Một mẫu thử kéo phải được lấy ra từ một vật mẫu.
(2) Đường tâm dọc của mẫu thử phải được cắt vuông góc với hướng cán lần cuối cùng.
Tuy nhiên, đối với thép hình, thép thanh tròn và thép dẹt có chiều rộng không lớn hơn 600 mm, hoặc nếu được Đăng kiểm chấp thuận, thì đường tâm dọc của mẫu thử được lấy song song với hướng cán lần cuối cùng.
(3) Nói chung, sử dụng mẫu thử dạng dẹt lấy toàn bộ chiều dày của sản phẩm. Có thể sử dụng mẫu thử tròn khi chiều dày sản phẩm lớn hơn 40 mm (trừ thép thanh tròn) hoặc thép tròn. Nếu mẫu thử kéo có dạng tròn được lấy từ bất kỳ loại sản phẩm thép nào, trừ thép tròn, thì chúng phải được lấy tại vị trí khoảng 1/4 chiều dày, tính từ mặt ngoài.
3. Mẫu thử độ dai va đập phải được lấy theo qui định từ (1) đến (3) dưới đây :
(1) Mỗi bộ mẫu thử phải được lấy từ một vật mẫu thử.
(2) Đường tâm dọc của các mẫu thử phải được cắt song song với hướng cán lần cuối cùng (hướng dọc). Tuy nhiên, nếu Đăng kiểm thấy cần thiết, đường tâm dọc của mẫu thử có thể được lấy vuông góc với hướng cán lần cuối cùng (hướng ngang).
(3) Khi chiều dày của sản phẩm không lớn hơn 40 mm, mẫu thử phải được cắt với mép lui vào 2 mm tính từ bề mặt cán. Khi chiều dày của sản phẩm lớn hơn 40 mm thì mẫu thử phải được lấy tại vị trí mà đường tâm của nó tương ứng với khoảng 1/4 chiều dày (1/6 đường kính nếu là thép thanh tròn) kể từ mặt ngoài.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Kiểm tra bề mặt và xác định kích thước sản phẩm là trách nhiệm của Nhà chế tạo thép.
2. Sai số âm đối với chiều dày danh nghĩa của thép tấm phải thỏa mãn qui định ở Bảng 7-A/ 3.7.
3. Tất cả những qui định có liên quan đến sai số âm đối với chiều dày sản phẩm đều phải thỏa mãn yêu cầu của Đăng kiểm, trừ sai số âm đối với chiều dày danh nghĩa.
Bảng 7-A/ 3.7 Xác định kích thước
Sản phẩm (1)
Sai số âm (mm)
Thép tấm
Không quá 0,3(2)
Thép khác
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
(1) Thép tấm kể cả thanh dẹt có chiều rộng không nhỏ hơn 150 mm.
(2) Chiều dày phải được đo tại vị trí bất kỳ cách mép ít nhất 10 mm.
3.1.9. Chất lượng và sửa chữa khuyết tật
1. Thép phải không bị phân lớp, phân đoạn và không lẫn tạp chất. Thép thành phẩm phải không có khuyết tật cả ở bên trong lẫn trên bề mặt làm ảnh hưởng đến công dụng của thép.
2. Khuyết tật bề mặt có thể được khắc phục bằng cách tẩy, mài cục bộ, nhưng chiều dày tại bất cứ chỗ nào của sản phẩm thép cũng không được nhỏ hơn 93% chiều dày danh nghĩa, trong mọi trường hợp, không được tẩy hoặc mài sâu quá 3 mm. Nếu không có qui định nào khác, việc tẩy, mài khuyết tật phải được tiến hành dưới sự chứng kiến của Đăng kiểm viên.
3. Các khuyết tật trên bề mặt thép không thể xử lý bằng phương pháp trên có thể được đục hoặc mài đi và tiến hành hàn đắp, nếu được Đăng kiểm chấp thuận. Việc làm này phải được tiến hành dưới sự chứng kiến của Đăng kiểm viên và nếu không có qui định nào khác, phải thỏa mãn các qui định từ (1) đến (3) sau đây :
(1) Sau khi tẩy khuyết tật và trước khi hàn, chiều dày của sản phẩm ở bất kỳ chỗ nào cũng không được giảm quá 20% chiều dày danh nghĩa.
(2) Việc hàn phải được thực hiện theo qui trình hàn đã được Đăng kiểm duyệt. Thợ hàn và que hàn dùng hàn đắp mặt thép cũng phải được Đăng kiểm cấp Giấy chứng nhận. Đường hàn đắp phải được mài nhẵn đến chiều dày danh nghĩa.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.1.10. Thử bổ sung trước khi loại bỏ
1. Nếu mẫu thử kéo ở sản phẩm được chọn đầu tiên không đạt yêu cầu thì có thể tiến hành thử bổ sung tiếp hai mẫu thử kéo khác lấy từ sản phẩm đó. Nếu cả hai mẫu thử bổ sung này đều thỏa mãn thì sản phẩm được lấy mẫu thử và những sản phẩm khác trong cùng lô thép có thể được chấp nhận.
2. Nếu một hoặc cả hai cuộc thử bổ sung nói trên không đạt yêu cầu thì sản phẩm có mẫu thử được cắt ra sẽ bị loại bỏ. Tuy nhiên, những sản phẩm cùng lô còn lại có thể được chấp nhận, nếu hai mẫu thử được lấy từ những sản phẩm còn lại của cùng lô theo cùng phương pháp và thỏa mãn các yêu cầu thử.
3. Khi thử độ dai va đập không đạt yêu cầu thì có thể tiến hành thử bổ sung bằng một bộ mẫu thử khác được cắt ra từ cùng sản phẩm đã có mẫu thử không đạt, trừ các trường hợp nêu ở (1) và (2) dưới đây. Trong trường hợp này, tất cả các sản phẩm cùng lô có các mẫu thử được cắt ra, có thể được chấp nhận, với điều kiện : Năng lượng hấp thụ trung bình của 6 mẫu thử, kể cả những mẫu đã bị loại, không được dưới mức năng lượng hấp thụ trung bình tối thiểu theo qui định, số lượng mẫu thử có năng lượng thấp hơn mức trung bình tối thiểu là nhỏ hơn hai, hoặc số lượng mẫu thử có năng lượng hấp thụ nhỏ hơn 70% giá trị yêu cầu là không quá một.
(1) Năng lượng hấp thụ của tất cả các mẫu thử dưới mức trung bình tối thiểu theo yêu cầu.
(2) Năng lượng hấp thụ của hai mẫu thử nhỏ hơn 70% giá trị trung bình tối thiểu theo yêu cầu.
4. Trong trường hợp -3(1) hoặc -3 (2) hoặc mẫu thử được lựa chọn đầu tiên ở -3 bị loại, có thể tiến hành thử độ dai va đập đối với các mẫu thử bổ sung được cắt từ hai sản phẩm thép có chiều dày lớn nhất trong cùng lô. Trong trường hợp này, nếu mỗi bộ mẫu thử tương ứng đạt yêu cầu thì các sản phẩm có mẫu thử được cắt ra cũng như các sản phẩm khác cùng lô có thể được chấp nhận. Nếu một hoặc cả hai bộ mẫu thử không đạt thì các sản phẩm cùng lô đều bị loại.
5. Khi các mẫu thử được dùng để thử bổ sung như nói ở trên, không đạt yêu cầu thì sản phẩm được lấy mẫu thử phải bị loại. Tuy nhiên, tùy theo lựa chọn của Nhà chế tạo, những sản phẩm còn lại của lô có thể được thử riêng, nếu sản phẩm nào đạt yêu cầu có thể được chấp nhận.
6. Tùy theo yêu cầu của Nhà chế tạo, các sản phẩm bị loại, sau khi được nhiệt luyện hoặc nhiệt luyện lại, có thể được chuyển thành cấp thép khác thấp hơn và sẽ được chấp nhận, nếu thỏa mãn các yêu cầu thử cho cấp thép đó.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép đã thỏa mãn những yêu cầu thử phải được đóng dấu như qui định ở 1.5.1.
3.2. Thép cán tấm dùng chế tạo nồi hơi
3.2.1. Phạm vi áp dụng
1. Những qui định này được áp dụng cho thép tấm dùng để chế tạo nồi hơi và bình áp lực sử dụng ở nhiệt độ cao (sau đây, trong 3.2 gọi là “thép tấm”).
2. Thép tấm có những đặc tính khác so với những qui định ở 3.2, phải thỏa mãn những qui định ở 1.1.1-2.
3.2.2. Cấp thép
Thép tấm dùng chế tạo nồi hơi được phân thành 5 cấp theo Bảng 7-A/ 3.8.
Bảng 7-A/ 3.8 Cấp của thép tấm
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P42
Chiều dày không quá 200 mm
P46
Chiều dày không quá 200 mm
P49
Chiều dày không quá 200 mm
PA46
Chiều dày không quá 150 mm
PA49
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.2.3. Thành phần hóa học
Thành phần hóa học của thép tấm phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 3.9.
3.2.4. Nhiệt luyện
1. Thép tấm cấp “P” có chiều dày bằng 50 mm hoặc nhỏ hơn, và thép tấm cấp “PA” có chiều dày bằng 38 mm hoặc nhỏ hơn phải được nhiệt luyện như thép cán. Tuy nhiên, chúng có thể được nhiệt luyện theo yêu cầu trong trường hợp cụ thể.
2. Thép tấm cấp “P” có chiều dày lớn hơn 50 mm và thép cấp “PA” có chiều dày lớn hơn 38 mm phải được thường hóa để đạt đến độ mịn thông thường của hạt hoặc được nhiệt luyện đồng đều tới một nhiệt độ tại thời điểm uốn nóng sao cho có thể tạo ra tác dụng tương đương với thường hóa. Về nguyên tắc, Nhà chế tạo phải tiến hành thường hóa.
3. Đối với thép tấm được yêu cầu khử ứng suất dư sau khi hàn hoặc khử ứng suất dư theo yêu cầu của người mua một hoặc vài lần liên tục trong quá trình gia công, thì ngay từ đầu phải ghi rõ yêu cầu này trong đơn đặt hàng. Nếu trong đơn đặt hàng không nói rõ quy trình khử ứng suất dư, thì phải nhiệt luyện các mẫu thử bằng cách nung chúng dần đều từ nhiệt độ 600oC đến nhiệt độ 650oC và chúng được giữ ở nhiệt độ này trong khoảng thời gian theo tỷ lệ cứ 25 mm chiều dày là một giờ. Sau đó được làm nguội xuống đến 300oC trong lò trước khi đưa thép ra khỏi lò luyện và để làm nguội tự nhiên trong môi trường khí quyển.
3.2.5. Tính chất cơ học
Thép tấm phải có tính chất cơ học như qui định ở Bảng 7-A/ 3.10.
3.2.6. Chọn vật mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Nếu thép tấm như qui định ở -1 trên có yêu cầu khử ứng suất dư như quy định ở 3.2.4-3, thì vật mẫu thử cũng phải được nhiệt luyện phù hợp với mục đích sử dụng đó.
3. Vật mẫu phải được cắt ra tại vị trí khoảng 1/4 của chiều rộng kể từ mép ngoài của sản phẩm.
3.2.7. Chọn mẫu thử
Mẫu thử kéo phải được cắt theo quy định từ (1) đến (3) dưới đây.
(1) Mỗi mẫu thử phải được cắt từ một vật mẫu.
(2) Đường tâm dọc của mẫu thử phải được cắt vuông góc với hướng cán lần cuối cùng.
(3) Nếu mẫu thử có dạng tròn thì phải cắt tại vị trí khoảng 1/4 chiều dày kể từ bề mặt ngoài.
Bảng 7-A/ 3.9 Thành phần hóa học
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C
Si
Mn
P
S
Mo
Dày đến 25 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P42
Dày trên 25 mm đến 50 mm
≤ 0,27
0,15 ÷ 0,30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,040
—
Dày trên 50 mm đến 200 mm
≤ 0,30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày đến 25 mm
≤ 0,28
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày trên 25 mm đến 50 mm
≤ 0,31
0,15 ÷ 0,30
≤ 0,90
≤ 0,035
≤ 0,040
—
Dày trên 50 mm đến 200 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày đến 25 mm
≤ 0,31
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P49
Dày trên 25 mm đến 50 mm
≤ 0,33
0,15 ÷ 0,30
≤ 0,90
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Dày trên 50 mm đến 200 mm
≤ 0,35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày đến 25 mm
≤ 0,18
PA46
Dày trên 25 mm đến 50 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,15 ÷ 0,30
≤ 0,90
≤ 0,035
≤0 ,040
0,45 ÷ 0,60
Dày trên 50 mm đến 100 mm
≤ 0,23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày trên 100 mm đến 150 mm
≤ 0,25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày đến 25 mm
≤ 0,20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày trên 25 mm đến 50 mm
≤0,23
0,15 ÷ 0,30
≤ 0,90
≤ 0,035
≤ 0,040
0,45 ÷ 0,60
Dày trên 50 mm đến 100 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dày trên 100 mm đến 150 mm
≤ 0,27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
(1) Đối với cấp thép P46 có chiều dày bằng và lớn hơn 25 mm thành phần C có thể là 0,3% hoặc ít hơn, thành phần Mn có thể tăng đến 1,00%.
(2) Đối với cấp thép P49, thành phần các bon có thể là 0,3% hoặc ít hơn, thành phần Mn có thể tăng đến 1,15%.
Bảng 7-A/ 3.10 Tính chất cơ học
Cấp thép
Giới hạn chảy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn bền kéo
(N/mm2)
Độ giãn dài (%)
(L = 5,65![]() )
)
P42
≥ 225
410 ÷ 550
≥ 24
P46
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
450 ÷ 590
≥ 22
P49
≥ 265
480 ÷ 620
≥ 20
PA46
≥ 255
450 ÷ 590
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PA49
≥ 275
480 ÷ 620
≥ 21
Chú thích:
Đối với thép tấm có chiều dày lớn hơn 90 mm, độ giãn dài có thể được giảm xuống so với quy định ở trong Bảng theo tỷ lệ là 0,5% cho mỗi độ tăng chiều dày 12,5 mmh hoặc cho phần tăng chiều dày quá 90 mm. Tuy nhiên, giá trị giảm này không được vượt quá 3%.
3.2.8. Dung sai chiều dày
Dung sai âm đối với chiều dày danh nghĩa của thép tấm cho phép đến 0,25 mm.
3.2.9. Thử bổ sung trước khi loại bỏ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.2.10. Đóng dấu cho thép tấm đã được chấp nhận
1. Thép tấm đã thỏa mãn những quy định thử phải được đóng dấu, ghi rõ trạng thái nhiệt luyện cũng như các yêu cầu khác ở 1.5.1.
2. Các ký hiệu thể hiện yêu cầu nhiệt luyện ở -1 trên được ghi như sau :
Nếu thép tấm được thường hóa : N
Nếu thép tấm được nhiệt luyện để khử ứng suất dư tương ứng với yêu cầu sử dụng : SR
3.3. Thép cán tấm dùng chế tạo bình áp lực
3.3.1. Phạm vi áp dụng
1. Những yêu cầu này được áp dụng cho thép cán dạng tấm dùng chế tạo bình áp lực làm việc ở môi trường nhiệt độ khí quyển (sau đây, trong 3.3 gọi là “thép tấm”).
2. Thép tấm có những đặc tính khác với yêu cầu ở 3.3, phải phù hợp với quy định ở 1.1.1-2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép tấm dùng chế tạo bình áp lực được chia thành 6 cấp như ở Bảng 7-A/ 3.11.
Bảng 7-A/ 3.11 Cấp của thép tấm
Cấp thép
Phạm vi áp dụng
PV24
Chiều dày không quá 200 mm
PV32
Chiều dày không quá 150 mm
PV36
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PV42
Chiều dày không quá 150 mm
PV46
Chiều dày không quá 75 mm
PV50
Chiều dày không quá 75 mm
3.3.3. Thành phần hóa học
1. Thành phần hóa học của thép tấm phải phù hợp với những yêu cầu ở Bảng 7-A/ 3.12. Ngoài các nguyên tố được cho trong Bảng có thể được bổ sung các nguyên tố hóa học khác, nếu thấy cần thiết.
2. Cho dù có yêu cầu ở -1 trên, khi việc nhiệt luyện được thực hiện phù hợp với quá trình cán có kiểm soát cơ nhiệt (TMCP) thì thành phần hóa học của thép qui định trong Bảng 7-A/3.12 có thể được thay đổi nếu được Đăng kiểm duyệt.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Thép tấm cấp PV42 phải được cán có kiểm soát cơ nhiệt. Nhưng chúng có thể được thường hóa hoặc tôi và ram nếu được Đăng kiểm duyệt. Thép tấm được cán có kiểm soát cơ nhiệt có thể được chế tạo có độ dày tới 100 mm.
3. Thép tấm cấp PV46 và PV50 phải được tôi và ram. Ngoài ra chúng cũng có thể được thường hóa hoặc cán có kiểm soát cơ nhiệt nếu được Đăng kiểm duyệt.
4. Nếu thép tấm được thường hóa, tôi và ram, thông thường đó là trách nhiệm của Nhà chế tạo.
5. Phải thực hiện các yêu cầu ở 3.2.4-3 cho thép tấm có yêu cầu khử ứng suất dư sau khi hàn hoặc khử ứng suất dư theo yêu cầu của người mua trong quá trình gia công.
Bảng 7-A/ 3.12 Thành phần hóa học
Cấp thép
Thành phần hóa học (%)
Hàm lượng các bon tương đương (%)
C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mn
P
S
Dày đến 50 mm
Dày trên 50 đến 75 mm
PV24
Dày đến 100 mm : ≤ 0,18
0,15 ÷ 0,35
≤ 1,40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,03
—
—
Dày trên 100 mm: ≤ 0,20
PV32
≤ 0,18
0,15 ÷ 0,55
≤ 1,6
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PV36
≤ 0,20
0,15 ÷ 0,55
—
—
PV42
≤ 0,18
0,15 ÷ 0,75
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PV46
≤ 0,18
0,15 ÷ 0,75
≤ 0,43
≤ 0,45
PV50
≤ 0,18
0,15 ÷ 0,75
≤ 0,44
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 3.13 Tính chất cơ học
Cấp thép
Thử kéo
Thử va đập
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo
(N/mm2)
Độ giãn dài (%)
(L
= 5,65![]() )
)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(oC)
Năng lượng hấp thụ trung bình
(J)
Năng lượng hấp thụ của mỗi mẫu thử
(J)
Độ dày t (mm)
t ≤ 50
50 < t ≤ 100
100 < t ≤ 200
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 235
≥ 215
≥ 195
400 ÷ 510
≥ 23
0
≥ 47
≥ 27
PV32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 295
≥ 275(1)
490 ÷610
≥ 22
PV36
≥ 355
≥ 335
≥ 315(1)
520 ÷ 640
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
PV42
≥ 410
≥ 390
≥ 370(1)
550 ÷ 670
≥ 18
-10
PV46
≥ 450
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
570 ÷ 700
≥ 17
PV50
≥ 490
≥ 470(2)
—
610 ÷ 740
≥ 16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Yêu cầu này phải được áp dạng đối với thép tấm có chiều dày không lớn hơn 150mm.
(2) Yêu cầu này phải được áp dụng đối với thép tấm có chiều dày không lớn hơn 75mm.
3.3.5. Tính chất cơ học
Tính chất cơ học của thép tấm phải phù hợp với quy định trong Bảng 7-A/ 3.13.
3.3.6. Chọn vật mẫu
1. Đối với những thép tấm không phải nhiệt luyện, một vật mẫu phải được cắt ra từ mỗi tấm khi cán trực tiếp từ một phôi tấm hoặc phôi thỏi. Đối với thép tấm phải qua nhiệt luyện, một vật mẫu phải được cắt từ các tấm đã được nhiệt luyện theo cùng một quy trình, như là khi cán trực tiếp từ phôi tấm hoặc phôi thỏi.
2. Thép tấm qui định ở -1 trên phải được khử ứng suất dư theo yêu cầu ở 3.3.4-5. Vật mẫu phải được nhiệt luyện để phù hợp với mục đích sử dụng.
3. Vật mẫu phải được cắt ra từ vị trí khoảng 1/4 chiều rộng tấm tính từ mép ngoài.
3.3.7. Chọn mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Một mẫu thử được cắt ra từ một vật mẫu.
(2) Mẫu thử phải được cắt sao cho đường tâm dọc vuông góc với hướng cán lần cuối cùng.
(3) Nếu mẫu thử có dạng tròn được cắt ra từ bất kỳ loại thép nào, trừ thép thanh tròn, thì nó phải được cắt từ vị trí khoảng 1/4 chiều dày tính từ mặt ngoài.
2. Mẫu thử độ dai va đập phải được cắt theo quy định từ (1) đến (3) dưới đây:
(1) Mỗi bộ mẫu thử phải được cắt ra từ một vật mẫu.
(2) Mẫu thử phải được cắt sao cho đường tâm dọc song song với hướng cán lần cuối cùng (hướng dọc). Tuy nhiên, nếu Đăng kiểm thấy cần thiết, đường tâm dọc của mẫu thử phải được cắt vuông góc với hướng cán lần cuối cùng (hướng ngang).
(3) Mẫu thử phải được cắt ra tại vị trí mà đường tâm của mẫu thử tương ứng với khoảng 1/4 chiều dày vật mẫu thử kể từ mặt ngoài.
3.3.8. Kiểm tra bề mặt và xác định kích thước
1. Kiểm tra bề mặt và xác định kích thước là trách nhiệm của nhà chế tạo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.3.9. Thử bổ sung trước khi loại bỏ
1. Nếu tiến hành thử kéo các mẫu thử được chọn đầu tiên không đạt yêu cầu thì có thể tiến hành thử bổ sung theo các quy định ở 1.4.4.
2. Khi thử độ dai va đập, năng lượng hấp thụ trung bình của ba mẫu thử đạt 85% trở lên so với quy định và từng giá trị của hai mẫu thử trở lên đạt yêu cầu, mặc dù năng lượng hấp thụ trung bình của tất cả các mẫu thử không đạt, có thể cắt ba mẫu thử khác từ khu vực lân cận nơi đã cắt các mẫu thử nói trên để thử lại.
Trong trường hợp này, nếu giá trị năng lượng hấp thụ trung bình của sáu mẫu thử và mỗi giá trị của ba mẫu thử cắt lần sau để thử lại đều đạt yêu cầu thì chúng có thể được chấp nhận.
3.3.10. Đóng dấu
1. Thép tấm đã được thử thỏa mãn yêu cầu phải được đóng dấu phân biệt, ghi thêm phần nhiệt luyện vào các yêu cầu như qui định ở 1.5.1.
2. Các ký hiệu liên quan đến việc nhiệt luyện ở -1 trên phải được qui định như sau :
- Nếu thép được cán có kiểm soát: CR (Controlled - Rolled)
- Nếu thép được cán có kiểm soát cơ nhiệt(TMCP): TMC
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Nếu thép được tôi và ram : Q (Quenched and Tempered)
- Nếu mẫu thử được xử lý nhiệt để khử suất dư theo yêu cầu sử dụng : SR (Stress Relieving)
3.3.11. Thép tấm có tiêu chuẩn tương đương
1. Thép tấm thường cấp D và E, thép tấm có độ bền cao dùng đóng thân tàu qui định ở 3.1 được coi là tương đương với thép tấm qui định ở 3.3, nếu mẫu thử được cắt ra như qui định ở 3.3.6 và 3.3.7, và kết quả thử thỏa mãn yêu cầu của 3.1. Trong trường hợp này, dấu hiệu “PV” phải được đóng tiếp vào sau ký hiệu thép như qui định ở 3.1.
2. Mọi yêu cầu về nhiệt luyện thép tấm qui định ở -1 trên phải phù hợp với yêu cầu của Đăng kiểm.
3.4. Thép cán sử dụng ở nhiệt độ thấp
3.4.1. Phạm vi áp dụng
1. Những qui định này được áp dụng cho thép cán có chiều dày 40 mm trở xuống, dùng chế tạo các két chứa hoặc kết cấu thân tàu tại khu vực tiếp giáp với các két chứa của tàu chở khí hóa lỏng và những chi tiết khác, như kết cấu thân tàu của tàu hàng đông lạnh thường xuyên làm việc ở nhiệt độ thấp (sau đây, trong 3.4 gọi là “thép ”).
2. Đối với thép có chiều dày lớn hơn 40 mm do Đăng kiểm qui định riêng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4. Trừ các qui định khác ở 3.4, những yêu cầu qui định ở 3.1 phải được áp dụng.
3.4.2. Cấp thép
Thép được phân thành 10 Cấp như ở Bảng 7-A/3.14.
3.4.3. Khử ôxy và thành phần hóa học
1. Việc khử ôxy và thành phần hóa học của mỗi cấp thép phải tuân theo qui định ở Bảng 7-A/ 3.14. Khi cần thiết, có thể bổ sung những nguyên tố khác, ngoài những nguyên tố hóa học ở Bảng này theo lựa chọn của Nhà chế tạo.
2. Không phụ thuộc vào yêu cầu qui định ở -1 trên, nếu việc nhiệt luyện được tiến hành theo phương pháp TMCP, thì thành phần hóa học của thép qui định ở Bảng 7-A/ 3.14 có thể được thay đổi, với điều kiện được Đăng kiểm chấp nhận.
Bảng 7-A/ 3.14 Cấp thép và thành phần hóa học (%)
Cấp thép
Khử ôxy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Si
Mn
P
S
Ni
Các bon tương đương
L24A
Lắng hoàn toàn
Xử lý hạt mịn bằng nhôm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,10 ÷ 0,50
0,70 ÷ 1,60
≤ 0,030
≤ 0,025
—
≤ 0,41
L24B
≤ 0,14
L27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L37
L2N30
≤ 0,70
2,10 ÷ 2,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L3N32
3,25 ÷ 3,75
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,12
≤ 0,30
≤ 1,50
≤ 0,025
≤ 0,025
4,75 ÷ 6,00
L9N53
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,10
≤ 0,90
8,50 ÷ 9,50
L9N60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.4.4. Nhiệt luyện
Việc nhiệt luyện của mỗi cấp thép phải phù hợp với các yêu cầu qui định ở Bảng 7-A/ 3.15.
3.4.5. Tính chất cơ học của vật liệu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Nếu thấy cần thiết, Đăng kiểm có thể yêu cầu tiến hành thử bổ sung độ dai va đập với rãnh khía.
3.4.6. Chọn vật mẫu
1. Đối với thép tấm, một vật mẫu phải được cắt từ mỗi tấm thép cán trực tiếp từ phôi tấm hoặc phôi thỏi và phải được nhiệt luyện đồng thời.
2. Đối với vật mẫu được sử dụng cho loại thép không phải là thép tấm, thì khối thép có trọng lượng không lớn hơn 10 tấn (có cùng kích thước mặt cắt ngang và từ cùng vật đúc được chế tạo theo cùng một qui trình) phải được nhiệt luyện như là một lô thép và một vật mẫu phải được lấy từ mỗi lô này.
3. Các yêu cầu quy định ở 3.1.6-4 phải được áp dụng để chọn vật mẫu.
3.4.7. Chọn mẫu thử
1. Mẫu thử kéo phải được cắt theo qui định ở 3.1.7.
2. Mẫu thử độ dai va đập phải được cắt theo qui định ở (1) và (2) dưới đây:
(1) Phải tuân theo những yêu cầu qui định ở 3.1.7-3 từ (1) đến (3)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.4.8. Kiểm tra bề mặt và xác định kích thước
1. Nhà chế tạo phải có trách nhiệm kiểm tra bề mặt và xác định kích thước của thép.
2. Dung sai âm đối với chiều dày danh nghĩa của thép tấm cho phép đến 0,25 mm.
3. Đối với những loại thép khác thép tấm Đăng kiểm sẽ qui định về dung sai âm cho phép.
Bảng 7-A/ 3.15 Nhiệt luyện và tính chất cơ học
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử độ dai va đập(4)(5)
Cấp thép
Nhiệt luyện
Giới hạn chảy hoặc giới hạn chảy qui ước
Giới hạn bền kéo
Độ giãn dài(3)
(L = 5,65![]() )
)
Nhiệt độ thử(6)
Năng lượng hấp thụ trung bình (J)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(N/mm2)
(N/mm2)
%
(oC)
L
T
L24A
Thường hóa hoặc TMCP
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
400 ÷ 510
-40
L24B
≥ 20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L27
≥ 265
420 ÷ 540
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L33
Tôi và ram hoặc TMCP
≥ 325
440 ÷ 560
-60
L37
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
490 ÷ 610
≥ 19
L2N30
Thường hóa hoặc thường hóa và ram(1)(2
≥ 295
420 ÷ 570
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-70
≥ 41
≥ 27
L3N32
≥ 315
440 ÷ 590
≥ 19
-95
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L5N43
≥ 420
540 ÷ 690
-110
L9N53
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 520
690 ÷ 830
≥ 18
-196
L9N60
Tôi và ram(1) (2)
≥ 590
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-196
Chú thích:
(1) Nếu Đăng kiểm thấy cần thiết thì có thể phải tiến hành bước nhiệt luyện trung gian (nhiệt luyện trung gian là quá trình làm nguội từ một pha kép gồm ốstenít và ferit để tăng độ dai va đập được tiến hành trước khi ram).
(2) Có thể tiến hành nhiệt luyện theo kiểu TMCP, nếu được Đăng kiểm chấp thuận.
(3) Giá trị qui định cho mẫu thử U1, trừ mẫu thử có cỡ tỷ lệ, phải phù hợp với yêu cầu trong Bảng 7-A/ 3.16.
(4) Chữ L ( hoặc T ) có nghĩa là đường tâm dọc của mẫu thử được bố trí song song (hoặc vuông góc) với hướng cán lần cuối cùng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(6) Nhiệt độ thử độ dai va đập đối với thép nêu trong Phần 8-D được qui định trong Bảng 7-A/ 3.17.
Bảng 7-A/ 3.16 Độ giãn dài nhỏ nhất đối với mẫu U1 (%)
Chiều dày t (mm)
Cấp thép
t ≤ 5
5 <t≤10
10<t≤15
15 < t ≤ 20
20 < t ≤ 25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
30 < t ≤35
35 < t ≤ 40
L2A, L24B, L27
13
14
15
16
17
18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19
L33
12
13
14
15
16
17
18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L37
11
12
13
14
15
16
17
18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12
13
14
15
16
17
17
18
L9N52, L9N60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
12
13
14
15
16
17
Bảng 7-A/ 3.17 Nhiệt độ thử độ dai va đập đối với thép qui định ở Phần 8-D
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhiệt độ thử (oC)(1)
L24A
t ≤ 25
-20 hoặc (TD-5)(2)
L24B
25 < t ≤ 30
-20 hoặc (TD-10)(2)
L27
30 < t ≤ 35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L33
L37
35 < t ≤ 40
(TD-20)(2)
L2N30
t ≤ 25
-70
25 < t ≤ 30
-70 hoặc (TD-10)(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
30 < t ≤ 35
-70 hoặc (TD-15)(2)
35 < t ≤ 40
-70 hoặc (TD-20)(2)
L3N32
t ≤ 25
-95
25 < t ≤ 30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
30 < t ≤ 35
-95 hoặc (TD-15)(2)
35 < t ≤ 40
-95 hoặc (TD-20)(2)
L5N43
t ≤ 25
-110
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-110 hoặc (TD-10)(2)
30 < t ≤ 35
-110 hoặc (TD-15)(2)
35 < t ≤ 40
-110 hoặc (TD-20)(2)
L9N53
L9N60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-196
Chú thích:
(1) TD là nhiệt độ thiết kế(oC).
(2) Nhiệt độ thử phải thấp hơn so với nhiệt độ qui định ở trong Bảng trên.
3.4.9. Thử bổ sung trước khi loại bỏ
1. Khi thử kéo mẫu thử được chọn đầu tiên không dạt yêu cầu, có thể tiến hành thử bổ sung các mẫu thử như qui định ở 1.4.4.
2. Đối với thử độ dai va đập, thử bổ sung có thể được tiến hành theo các yêu cầu qui định ở 3.1.10-3.
3.4.10. Đóng dấu
Thép đã được thử đạt yêu cầu phải được đóng dấu kèm theo dấu hiệu phù hợp với qui định ở 1.5.1. Đối với thép áp dụng yêu cầu của chú thích (6) Bảng 7-A/ 3.15, thì nhiệt độ thử độ dai va đập và chữ “T” phải được đóng vào sau ký hiệu (Thí dụ : L33 - 50T).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.5.1. Phạm vi áp dụng
1. Những qui định này được áp dụng cho thép cán không gỉ dùng để chế tạo các két chứa làm việc ở nhiệt độ thấp hoặc trong điều kiện chống ăn mòn (sau đây, trong 3.5 được gọi là “thép”).
2. Nếu Đăng kiểm thấy phù hợp, có thể cho phép dùng thép cán tròn chế tạo trục chân vịt, v.v...
3. Nếu thép có những đặc tính khác so với qui định ở 3.5 thì phải được áp dụng những qui định ở 1.1.1-2.
4. Nếu không có qui định nào khác đưa ra ở 3.5, thì phải được áp dụng những qui định ở 3.1.
3.5.2. Cấp thép
Thép được phân thành 16 cấp như ở Bảng 7-A/ 3.18.
Bảng 7-A/ 3.18 Cấp của thép không gỉ và thành phần hóa học
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C
Si
Mn
P
S
Ni
Cr
Mo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nguyên tố khác
SUS304
≤ 0,08
≤ 2,00
8,0 ÷ 10,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SUS304L
≤ 0,030
9,0 ÷ 13,0
18,0 ÷ 20,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SUS304N1
≤ 0,08
≤ 1,00
≤ 2,50
7,0 ÷ 10,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
0,10 ÷ 0,25
SUS304N2
7,5 ÷ 10,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,15 ÷ 0,30
Nb ≤ 0,15
SUS304LN
≤ 0,030
8,5 ÷ 11,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,12 ÷ 0,22
SUS309S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22,0 ÷ 24,0
SUS310S
≤ 0,08
≤ 1,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19,0 ÷ 22,0
24,0 ÷ 26,0
SUS316
≤ 2,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,030
10,0 ÷ 14,0
SUS316L
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,0 ÷ 15,0
16,0 ÷ 18,0
2,0 ÷ 3,0
SUS316N
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,0 ÷14,0
0,10 ÷ 0,22
SUS316LN
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10,5 ÷ 14,5
16,5 ÷ 18,5
0,12 ÷ 0,22
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,08
≤ 1,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUS317L
≤ 0,030
11,0 ÷ 15,0
18,0 ÷ 20,0
3,0 ÷ 4,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUS317LN
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUS321
≤ 0,08
9,0 ÷ 13,0
17,0 ÷ 19,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Ti ≥ 5xC
SUS329J3L
≤ 0,030
≤ 0,040
4,50 ÷ 6,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,5 ÷ 3,5
0,80 ÷ 0,20
—
SUS347
≤ 0,08
≤ 0,045
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,0 ÷ 19,0
—
—
Nb ≥ 10xC
3.5.3. Thành phần hóa học
Thành phần hóa học của thép phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 3.18.
3.5.4. Nhiệt luyện
Nói chung, thép phải được nhiệt luyện ở trạng thái rắn.
3.5.5. Tính chất cơ học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Tùy theo phương pháp thử, độ cứng của thép phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 3.19.
3. Khi Đăng kiểm yêu cầu, có thể tiến hành thử độ dai va đập.
3.5.6. Những tính chất khác
Tùy theo công dụng của thép, có thể phải thử khả năng chống ăn mòn, nếu Đăng kiểm yêu cầu.
3.5.7. Chọn vật mẫu
1. Mỗi vật mẫu phải được cắt trực tiếp từ một tấm thép đã được cán từ phôi tấm hoặc phôi thỏi.
2. Khi chọn vật mẫu phải tuân theo những qui định ở 3.1.6-4.
Bảng 7-A/ 3.19 Tính chất cơ học của thép không gỉ
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử độ cứng
Giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ
giãn dài (%) (L = 5,65![]() )
)
HB
HRB
Hv
SUS304
≥ 205
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 40
≤ 187
≤ 90
≤ 200
SUS304L
≥ 175
≥ 480
SUS304N1
≥ 275
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 35
≤ 217
≤ 95
≤ 220
SUS304N2
≥ 345
≥ 690
≤ 250
≤ 100
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUS304LN
≥ 245
≥ 550
≥ 40
≤ 217
≤ 95
≤ 220
SUS309S
≥ 205
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 187
≤ 90
≤ 200
SUS310S
SUS316
SUS316L
≥ 175
≥ 480
SUS316N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 550
≥ 35
≤ 217
≤ 95
≤ 220
SUS316LN
≥ 245
≥ 40
SUS317
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 520
≤ 187
≤ 90
≤ 200
SUS317L
≥ 175
≥ 480
SUS317LN
≥ 245
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 217
≤ 95
≤ 220
SUS321
≥ 205
≥ 520
≤ 187
≤ 90
≤ 200
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 450
≥ 620
≥ 18
≤ 302
≤ 32(1)
≤ 320
SUS347
≥ 205
≥ 520
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 187
≤ 90
≤ 200
Chú thích :
(1) Độ cứng Rockwell của cấp thép SUS329J3L phải là giá trị thang đo C (HRC).
3.5.8. Chọn mẫu thử
1. Mẫu thử kéo phải được cắt phù hợp với những qui định ở 3.1.7-2.
2. Mẫu thử độ cứng có thể là một phần của mẫu thử kéo.
3.5.9. Kiểm tra bề mặt và xác định kích thước
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Dung sai âm đối với chiều dày danh nghĩa của thép cho phép đến 0,25 mm.
3. Đối với những loại thép khác thép tấm Đăng kiểm sẽ qui định về dung sai âm cho phép.
3.5.10. Đóng dấu lên thép
1. Thép đã thử đạt yêu cầu phải được đóng dấu theo qui định ở 1.5.1.
2. Đối với thép thỏa mãn yêu cầu ở 3.5.1-2, phải đóng thêm “'-SU” vào sau cấp của thép tròn, (ví dụ SUS 304-SU).
3. Đối với thép áp dụng yêu cầu qui định ở 3.5.5-1, thì giá trị giới hạn chảy qui ước qui định và chữ “M” phải được đóng thêm vào sau cấp thép, (ví dụ: SUS 304-235M)
3.6. Thép cán tròn dùng chế tạo xích
3.6.1. Phạm vi áp dụng
1. Những qui định ở 3.6 được áp dụng cho thép cán tròn dùng chế tạo xích qui định ở Phần 7-B, (sau đây, trong 3.6 gọi là “thép dùng chế tạo xích”).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Ngoài những qui định ở 3.6, thép tròn dùng chế tạo xích còn phải thỏa mãn những qui định ở 3.1.
3.6.2. Cấp thép
Thép thanh dùng chế tạo xích được phân thành 6 cấp như ở Bảng 7-A/ 3.20.
Bảng 7-A/ 3.20 Cấp thép của các thanh dùng chế tạo xích
Cấp
Phạm vi áp dụng
Dùng chế tạo xích cấp 1
SBC31
Xích không ngáng, xích cấp 1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SBC50
Xích cấp 2
Dùng chế tạo xích cấp 3
SBC70
Xích cấp 3
Dùng chế tạo xích cấp R3
SBCR3
Xích cấp R3
Dùng chế tạo xích cấp R3S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xích cấp R3S
Dùng chế tạo xích cấp R4
SBCR4
Xích cấp R4
3.6.3. Khử ôxy và thành phần hóa học
Việc khử ôxy và thành phần hóa học đối với mỗi cấp thép phải phù hợp với những qui định ở Bảng 7-A/ 3.21. Ngoài những nguyên tố hóa học đưa ra ở Bảng 7-A/ 3.21 có thể được thêm những nguyên tố khác, khi được sự phê duyệt của Đăng kiểm.
3.6.4. Tính chất cơ học
Tính chất cơ học của thép tròn dùng chế tạo xích phải phù hợp với qui định ở Bảng 7-A/ 3.22.
3.6.5. Chọn vật mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Việc nhiệt luyện vật mẫu phải được thực hiện theo qui định ở Bảng 7-A/ 3.23 cho mỗi cấp thép. Trong trường hợp thép dùng chế tạo xích được nhiệt luyện sau khi hàn thì mẫu thử cũng phải được nhiệt luyện theo cùng qui trình nhiệt luyện đó.
Bảng 7-A/ 3.21 Khử ôxy và thành phần hóa học (%)
Cấp
Khử ôxy
C
Si
Mn
P
S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SBC31
Lắng
≤ 0,20
0,15 ÷ 0,35
≥ 0,40
≤ 0,040
≤ 0,040
—
SBC50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,24
0,15 ÷ 0,55
≤ 1,6
≤ 0,035
≤ 0,035
≥ 0,020
SBC70
≤ 0,36
0,15 ÷ 0,55
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
≥ 0,020
SBCR3
SBCR3S
SBCR4
Lắng hạt mịn
Thành phần hóa học cụ thể phải được Đăng kiểm chấp thuận
Đối với cấp BCR4, phải chứa ít nhất 0,2% Molípđen
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hàm lượng Al được đặc trưng bởi tổng hàm lượng Al và có thể được thay thế từng phần bằng các nguyên tố hạt mịn khác.
Bảng 7-A/ 3.22 Tính chất cơ học
Cấp thép
Thử kéo
Thử độ dai va đập (1) (2)
Giới hạn chảy hoặc giới hạn chảy qui ước (3) (N/mm2)
Giới hạn bền kéo (3) (N/mm2)
Độ giãn dài % (L=5d)
Độ co thắt (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Năng lượng hấp thụ trung bình (J)
SBC31
—
370 ÷ 490(4)
≥ 25
—
—
—
SBC50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
490 ÷ 690
≥ 22
—
0
≥ 27
SBC70
≥ 410
≥ 690
≥ 17
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
≥ 60
SBCR3
≥ 410
≥ 690
≥ 17
≥ 50
- 20 (5)
≥ 40 (5)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 490
≥ 770
≥ 15
≥ 50
-20 (5)
≥ 45 (5)
SBCR4
≥ 580
≥ 860
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 50
-20
≥ 50
Chú thích:
(1) Nếu năng lượng hấp thụ của hai hoặc nhiều mẫu thử trong bộ mẫu thử nhỏ hơn trị số trung bình nhỏ nhất của năng lượng hấp thụ theo qui định hoặc khi năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% trị số của năng lượng hấp thụ trung bình nhỏ nhất qui định, thì cuộc thử được coi là không đạt.
(2) Với cấp SBC50 dùng cho xích cấp 2 sẽ được nhiệt luyện phù hợp với qui định ở 3.1.5 của Phần 7-B, thì không yêu cầu phải thử độ dai va đập.
(3) Tỉ số giới hạn chảy chia cho giới hạn bền kéo của cấp thép SBCR3, SBCR3S và SBCR 4 phải không được lớn hơn 0,92.
(1) Giới hạn bền kéo nhỏ nhất của thép cấp SBC31 có thể là 300 N/mm2 nếu được Đăng kiểm chấp nhận.
(5) Thử độ dai va đập của cấp thép SBCR3 và SBCR3S có thể được tiến hành ở nhiệt độ 0oC, nếu được Đăng kiểm chấp nhận. Trong trường hợp này, năng lượng hấp thụ trung bình nhỏ nhất phải không nhỏ hơn 60J đối với cấp thép SBCR3 và 65J đối với cấp thép SBCR3S.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
Nhiệt luyện
SBC31
Cán nguội
SBC50
Cán nguội hoặc thường hóa (1)
SBC70
SBCR3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SBCR3S
SBCR4
Chú thích:
(1) Thép tròn dùng chế tạo xích không được nhiệt luyện theo qui định ở 3.1.5 Phần 7-B, phải được coi là thép cán thường.
3.6.6. Chọn mẫu thử
1. Các mẫu thử phải được lấy ra từ vật mẫu phù hợp với Bảng 7-A/ 3.24 và điều kiện chọn vật mẫu qui định ở 3.6.5.
2. Với cấp thép SBCR3S và thép SBCR4, cùng với mẫu thử được lấy theo yêu cầu ở -1 trên, về nguyên tắc phải lấy thêm hai mẫu thử kéo có đường kính là 20 mm để thử độ dòn Hyđro. Trong trường hợp này, mẫu thử phải được lấy ra từ vùng giữa của thanh vật liệu đã được nhiệt luyện như ở (1) hoặc (2) dưới đây:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Trường hợp đúc theo thỏi, vật mẫu phải được lấy từ hai thỏi khác nhau.
3. Các mẫu thử được cắt phải có đường tâm dọc song song với hướng cán lần cuối cùng.
4. Các mẫu thử kéo và thử độ dai va đập phải được cắt theo hướng dọc thanh thép tại vị trí 1/6 đường kính tính từ mép ngoài hoặc càng gần vị trí này càng tốt (xem Hình 7-A/ 3.2)
5. Đường tâm dọc của rãnh khía phải gần với hướng bán kính của mỗi mẫu thử.
Bảng 7-A/3.24 Số lượng mẫu thử
Cấp
Số lượng mẫu thử kéo
Số lượng mẫu thử độ dai va đập
SBC31
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SBC50
1 mẫu
1 bộ (3 mẫu)(1)
SBC70
SBCR3
1 mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SBCR3S
SBCR4
Chú thích:
(1) Không cần thiết thử độ dai va đập trong trường hợp áp dụng chú thích (2) của Bảng 7-A/ 3.22.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.6.7. Thử độ dòn Hydro
1. Thử độ dòn Hydro phải được thực hiện theo qui trình sau đây :
(1) Một mẫu thử phải được thử trong vòng tối đa là 3 giờ sau khi gia công cơ hoặc có thể được làm lạnh xuống -60oC tức thời sau khi gia công cơ và giữ ở nhiệt độ này trong khoảng thời gian tối đa là 5 ngày.
(2) Một mẫu thử khác phải được thử sau khi đã nung ở nhiệt độ 250oC trong 4 giờ.
(3) Cố gắng sao cho tốc độ biến dạng (tốc độ biến dạng nhỏ hơn 0,0003 S-1) diễn ra thật chậm trong toàn bộ quá trình thử, và phải đo độ bền kéo, độ dãn dài và độ co thắt.
2. Kết quả thử độ dòn Hyđro phải thỏa mãn công thức sau :
Z(1)/Z(2) ≥ 0,85
Trong đó:
Z(1): Độ co thắt đo được khi thử theo qui định ở -1(1).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.6.8. Kiểm tra bề mặt, kiểm tra không phá hủy và xác định kích thước
1. Phải tiến hành kiểm tra bề mặt tất cả các cấp thép. Việc kiểm tra này phải khẳng định được rằng các thanh vật liệu không có khuyết tật có hại.
2. Với cấp thép SBCR3, SBCR3S và SBCR4, tất cả các thanh vật liệu phải được kiểm tra bằng siêu âm ở giai đoạn thích hợp trong quá trình sản xuất và phải khẳng định được rằng chúng không có khuyết tật có hại.
3. Với cấp thép SBCR3, SBCR3S và SBCR4, một trăm phần trăm các thanh vật liệu phải được kiểm tra bằng hạt từ tính hoặc phương pháp dòng xoáy và phải khẳng định được rằng chúng không có khuyết tật có hại.
4. Không phụ thuộc vào những qui định ở -2 và -3, tần suất kiểm tra không phá hủy có thể giảm đối với hệ thống kiểm tra chất lượng của Nhà sản xuất đã được Đăng kiểm công nhận.Tuy nhiên, việc kiểm tra không phá hủy các vật mẫu theo qui định ở 3.6.5 phải được thực hiện trong mọi trường hợp.
5. Dung sai về đường kính và độ tròn của thanh vật liệu phải nằm trong phạm vi dung sai qui định ở Bảng 7-A/3.25 tương ứng với cấp thép.
3.6.9. Thử bổ sung trước khi loại bỏ
1. Nếu các mẫu thử kéo hoặc thử độ dai va đập được chọn để thử đầu tiên không đạt yêu cầu, thì có thể thử bổ sung theo qui định ở 3.1.10-1 hoặc -3.
2. Nếu vật mẫu đã được nhiệt luyện mà thử không đạt yêu cầu, có thể tiến hành thử bổ sung theo qui định ở 1.4.4-3.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 3.25 Dung sai kích thước
Đường kính danh nghĩa (mm)(2)
Dung sai đường kính (mm)
Dung sai độ tròn
(dmax - dmin) (mm)(2)
Nhỏ hơn 25
- 0 ÷ + 1,0
≤ 0.60
25 ÷ 35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0.80
36 ÷ 50
-0 ÷ + 1,6
≤ 1.10
51 ÷ 80
- 0 ÷ + 2,0
≤ 1,50
81 ÷ 100
- 0 ÷ + 2,6
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
101 ÷ 120
-0 ÷ + 3,0
≤ 2,25
121 ÷ 160
-0 ÷ + 4,0
≤ 3,00
Chú thích:
(1) Với thanh thép có đường kính danh nghĩa lớn hơn 160 mm, dung sai kích thước phải được Đăng kiểm cho là phù hợp.
(2) dmax và dmin là đường kính lớn nhất và đường kính nhỏ nhất của thanh thép.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép dùng chế tạo xích đã được thử đạt yêu cầu phải được đóng dấu phù hợp với qui định ở 1.5.1.
3.7. Thép cán tròn dùng cho các kết cấu máy
3.7.1. Phạm vi áp dụng
1. Những qui định này được áp dụng cho thép cán tròn được sử dụng cho kết cấu máy như trục hoặc bulông (sau đây, trong 3.7 gọi là “ thép tròn ” ).
2. Thép tròn có đặc tính khác với qui định ở 3.7, phải phù hợp với những quy định ở 1.1.1-2.
3.7.2. Cấp thép
Thép tròn được phân thành hai cấp như trong Bảng 7-A/ 3.26
Bảng 7-A/ 3.26 Cáp của thép tròn
Loại thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép tròn các bon cán
Cấp của thép tròn được gắn thêm chữ “R” vào cấp thép “SF” qui định ở Bảng 7-A/6.3 (thí dụ : SFR41)
Thép tròn hợp kim thấp cán
Cấp của thép tròn được gắn thêm chữ “R” vào cấp thép “SFA” qui định ở Bảng 7 A/ 6.3 (thí dụ : SFAR60)
3.7.3. Khử ôxy và thành phần hóa học
1. Khử ôxy cho thép tròn phải bằng phương pháp lắng.
2. Thành phần hóa học của thép tròn phải phù hợp với các qui định ở 6.1.4. Khi áp dụng, thuật ngữ “thép rèn” được thay bằng thuật ngữ “thép tròn”.
3.7.4. Tỷ số cán và nhiệt luyện
1. Tỷ số cán của thép tròn không được nhỏ hơn 6 trừ khi Đăng kiểm có qui định riêng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.7.5. Tính chất cơ học
Thép tròn phải có tính chất cơ học phù hợp với những yêu cầu đưa ra ở 6.1.6-1, -2 và -3. Khi áp dụng, thay thuật ngữ “thép rèn” bằng thuật ngữ “thép tròn”.
3.7.6. Chọn vật mẫu
Thép tròn có khối lượng không lớn hơn 5 tấn (có cùng đường kính từ cùng qui trình thử trong cùng mẻ) phải được coi là một lô. Một vật mẫu phải được cắt ra từ mỗi lô.
3.7.7. Chọn mẫu thử
Mẫu thử phải được chọn theo (1) và (2) sau đây:
(1) Đối với thép tròn các bon cán, một mẫu thử kéo phải được cắt từ một vật mẫu. Đối với thép tròn hợp kim thấp cán, một mẫu thử kéo và một bộ mẫu thử độ dai va đập phải được cắt từ một vật mẫu.
(2) Phải áp dụng các yêu cầu qui định ở từ 3.6.6-3 đến -5.
3.7.8. Kiểm tra bề mặt và xác định kích thước
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Đối với thép tròn, việc xác định kích thước là tùy thuộc vào quyết định của Đăng kiểm.
3.7.9. Kiểm tra không phá hủy
Kiểm tra không phá hủy thép tròn phải phù hợp với các yêu cầu đưa ra ở 6.1.10. Khi áp dụng, thay thuật ngữ “thép rèn” bằng thuật ngữ “thép tròn”.
3.7.10. Sửa chữa khuyết tật
Sửa chữa khuyết tật phải phù hợp với các yêu cầu đưa ra ở 6.1.11. Khi áp dụng, thay thuật ngữ “thép rèn” bằng thuật ngữ “thép tròn”.
3.7.11. Thử bổ sung trước khi loại bỏ
1. Nếu như thử kéo và thử độ cứng từ các mẫu thử đầu tiên được lựa chọn không đạt yêu cầu, phải tiến hành thử bổ sung theo các yêu cầu đưa ra ở 1.4.4.
2. Nếu như thử va đập từ các mẫu thử đầu tiên được lựa chọn không đạt yêu cầu thì có thể tiến hành thử bổ sung theo các yêu cầu đưa ra ở 3.1.10-3.
3.7.12. Đóng dấu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.8. Thép cán tấm độ bền cao đã tôi và ram dùng cho kết cấu
3.8.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 3.8 được áp dụng cho thép cán độ bền cao đã tôi và ram dùng cho các kết cấu có chiều dày không quá 70 mm để chế tạo công trình biển di động, các két chứa của tàu khí hóa lỏng và các bình chịu áp lực (sau đây, trong 3.8 gọi là “thép”).
2. Những yêu cầu không được qui định ở 3.8 phải áp dụng theo qui định ở 3.1.
3. Những yêu cầu cho thép có chiều dày lớn hơn 70 mm do Đăng kiểm qui định trong từng trường hợp cụ thể.
4. Thép tấm có đặc tính khác với nhũng yêu cầu qui định ở 3.8, phải phù hợp với những yêu cầu qui định ở 1.1.1-2.
3.8.2. Cấp thép
Thép tấm được chia thành các cấp khác nhau đưa ra ở Bảng 7-A/3.27.
3.8.3. Khử ôxy và thành phần hóa học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Không phụ thuộc vào những qui định ở -1 trên, nếu thép được nhiệt luyện theo phương pháp TMCP thì các yêu cầu về thành phần hóa học có thể thay đổi, nếu được Đăng kiểm chấp thuận đặc biệt.
3.8.4. Nhiệt luyện
Mỗi cấp thép phải được nhiệt luyện phù hợp với yêu cầu qui định ở Bảng 7-A/ 3.28.
3.8.5. Tính chất cơ học
1. Tính chất cơ học của thép phải phù hợp với những qui định ở Bảng 7-A/ 3.28. Có thể áp dụng những qui định khác với những qui định trong Bảng, nếu được Đăng kiểm chấp thuận đặc biệt.
2. Ngoài những qui định ở -1 trên, nếu Đăng kiểm thấy cần thiết có thể yêu cầu tiến hành các việc thử khác về độ dai va đập và thử tính hàn.
3.8.6. Chọn vật mẫu
1. Một vật mẫu phải được cắt ra trực tiếp từ mỗi phôi thỏi, phôi tấm hoặc phôi thép cán.
2. Phải tiến hành chọn vật mẫu theo những qui định ở 3.1.6-4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Mẫu thử kéo phải được cắt phù hợp với qui định ở 3.1.7-2.
2. Mẫu thử độ dai va đập phải được cắt phù hợp với qui định ở 3.4.7-2.
Bảng 7-A/3.27 Khử ôxy và thành phần hóa học
Cấp thép
Khử ôxy
Thành phần hóa học (%)
Độ cảm nhận nứt
C
Si
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P
S
Cu
Ni
Cr
Mo
V
B
N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
t ≤ 50
50<t≤70
A43
Lắng hoàn toàn và xử lý hạt mịn
≤ 0,21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
D43
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,55
≤, 1,70
≤ 0,030
≤ 0,030
≤ 0,25
≤ 0,27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F43
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A47
≤ 0,21
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D47
≤ 0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,26
≤ 0,28
E47
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F47
≤ 0,18
≤ 1,60
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu cần thiết, những nguyên tố này có thể được bổ sung khi được sự chấp thuận của Đăng kiểm
≤ 0,02
A51
≤0,21
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D51
≤0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,26
≤ 0,28
E51
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F51
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A56
≤ 0,21
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D56
≤ 0,20
≤ 0,55
≤ 1,70
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,030
≤ 0,28
≤ 0,30
E56
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F56
≤ 0,18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,60
≤ 0,025
≤ 0,025
A63
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D63
≤ 0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,00
E63
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F63
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,29
≤ 0,31
A63N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D63N
≤ 0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
0,3÷1,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E63N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F63N
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
≤ 0,50
0,3 ÷ 2,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,60
≤ 0,10
≤ 0,006
≤ 0,02
A70
≤ 0,21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D70
≤0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E70
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F70
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,30
A70N
≤ 0,21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D70N
≤ 0,20
≤ 0,55
≤ 1,70
≤ 0,030
≤ 0,030
0,3÷1,5
≤ 0,80
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E70N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F70N
≤ 0,18
≤ 1,60
≤ 0,025
≤ 0,025
0,3÷2,2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 3.28 Nhiệt luyện và tính chất cơ học
Cấp thép
Nhiệt luyện
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn chảy hoặc giới hạn chảy qui ước
Giới hạn bền kéo
Độ giãn dài (L = 5,65![]() )
)
Nhiệt độ thử
Năng lượng hấp thụ trung bình (J)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(N/mm2)
(%)(2)
(0C)
L
T
A43
≥ 420
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
D43
530 ÷ 680
≥ 18
-20
≥ 42
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E43
-40
F43
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-60
A47
≥ 460
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
D47
570 ÷ 720
≥ 17
-20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 31
E47
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-60
A51
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
D51
610 ÷ 770
≥ 16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 50
≥ 33
E51
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F51
Tôi và ram(1)
-60
A56
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 550
670 ÷ 830
0
D56
≥ 16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 55
≥ 37
E56
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F56
-60
A63, A63N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 620
0
D63, D63N
720 ÷ 890
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-20
≥ 62
≥ 41
E63, E63N
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F63, F63N
-60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 690
770 ÷ 940
0
D70, D70N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-20
≥ 69
≥ 46
E70, E70N
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F70, F70N
-60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Có thể tiến hành nhiệt luyện theo phương pháp TMCP thay cho việc tôi và ram nếu được Đăng kiểm chấp thuận.
(2) Độ giãn dài đối với mẫu thử U1 phải phù hợp với các yêu cầu đưa ra ở Bảng 7-A/ 3.29.
(3) L (hoặc T) có nghĩa là đường tâm dọc của mỗi mẫu thử song song (hoặc vuông góc) với hướng cán lần cuối cùng.
(4) Nếu năng lượng hấp thụ của hai mẫu thử trở lên thuộc một bộ mẫu thử thấp hơn năng lượng hấp thụ trung bình tối thiểu hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% giá trị yêu cầu, thì việc thử coi như không đạt yêu cầu.
(5) Nhiệt độ thử độ dai va đập cho thép qui định trong Phần 8D được đưa ra ở Bảng 7-A/ 3.30.
Bảng 7-A/ 3.29 Độ giãn dài nhỏ nhất đối với mẫu U1 (%)
Chiều dày t (mm)
Cấp thép
t ≤ 10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15 < t ≤ 20
20 <t ≤ 25
25 < t ≤ 40
40 <t ≤ 50
50 < t ≤ 70
A43, D43, E43, F43
11
13
14
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
16
17
18
A47, D47, E47, F47
11
12
13
14
15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17
A51, D51, E51, F51
10
11
12
13
14
15
16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
10
11
12
13
14
15
16
A63, D63, E63, F63
A63N, D63N, E63N, F63N
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
12
12
13
14
15
A70, D70, E70, F70
A70N, D70N, E70N, F70N
9
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11
11
12
13
14
Bảng 7-A/ 3.30 Nhiệt độ thử độ dai va đập đối với thép thuộc Phần 8D
Cấp thép
Chiều dày t (mm)
Thử độ đai va đập
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(oC)
Năng lượng hấp thụ trung bình (J)
L
T
A43, D43
A47, D47
A51, KD51
A56, D56
A63, D63
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A70, D70
A70N, D70N
t ≤ 20
0
≥ 41
≥ 27
20 < t ≤ 40
-20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-30
50 < t
Thử va đập do Đăng kiểm qui định
3.8.8. Kiểm tra bề mặt và xác định kích thước
Phải áp dụng những yêu cầu qui định ở 3.1.8 để kiểm tra bề mặt và việc xác định kích thước phải theo qui định ở 3.1.8. Dung sai âm của chiều dày danh nghĩa của thép tấm phải tối đa là - 0,25 mm.
3.8.9. Thử bổ sung trước khi loại bỏ
1. Nếu thử kéo mẫu thử được chọn để thử đầu tiên không đạt yêu cầu, có thể tiến hành thử bổ sung theo qui định ở 3.1.10-1.
2. Đối với mẫu thử độ dai va đập, thử bổ sung phải được tiến hành theo qui định ở 3.1.10-3.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép tấm thỏa mãn tất cả những yêu cầu thử, phải được đóng dấu để nhận biết theo qui định ở 1.5.1 và những dấu hiệu bổ sung sau đây :
(1) Đối với thép đã áp dụng những yêu cầu trong 3.8.5-1, thì phải đóng vào phía sau cấp thép chữ “-M”, (thí dụ : A63-M).
(2) Đối với thép đã áp dụng những yêu cầu ở chú thích (5) của Bảng 7-A/ 3.28, sau cấp thép phải đóng chữ “-PV”. (thí dụ : A63-PV).
3.9. Thép tấm có lớp phủ không gỉ
3.9.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 3.9 được áp dụng cho loại thép tấm có lớp phủ không gỉ với chiều dày không quá 50 mm dùng chế tạo các két chứa trên tầu chở xô hóa chất nguy hiểm, kết cấu thân tầu bao quanh két chứa và các két chứa chống ăn mòn (sau đây, trong 3.9 gọi là “ thép tấm”).
2. Thép tấm không gỉ có những yêu cầu khác với qui định trong 3.9 thì phải áp dụng những yêu cầu quy định ở 3.1.
3. Những yêu cầu đối với thép có chiều dày lớn hơn 50 mm phải do Đăng kiểm qui định trong từng trường hợp cụ thể.
4. Thép tấm có đặc tính khác so với qui định ở 3.9 phải phù hợp với qui định ở 1.1.1-2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Chế tạo thép tấm phải phù hợp với những phương pháp từ (1) đến (5) dưới đây :
(1) Cán
(2) Cán đúc
(3) Ép nổ
(4) Cán nổ
(5) Cán phủ
2. Việc áp dụng những qui trình khác với các phương pháp qui định ở -1 trên phải được Đăng kiểm chấp nhận.
3.9.3. Kim loại làm kết cấu
Kim loại gốc và kim loại phủ phải là thép tấm được cán dùng trong đóng tàu như qui định ở 3.1, còn kim loại phủ là thép cán không gỉ, ngoại trừ cấp thép SUS329J3L như qui định ở 3.5. Tuy nhiên, chiều dày tiêu chuẩn của lớp kim loại phủ phải không được nhỏ hơn 1,5 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép tấm phải được nhiệt luyện đúng với quy trình nhiệt luyện của kim loại gốc.
3.9.5. Tính chất cơ học
Tính chất cơ học của thép tấm phải phù hợp với qui định ở Bảng 7-A/ 3.31.
Bảng 7-A/ 3.31 Tính chất cơ học
Loại kim loại gốc
Cấp kim loại gốc
Thử kéo(1)
Thử giới hạn bền cắt (3)
Thử độ dai va đập
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
Giới hạn bền cắt (N/mm2)
Thép thường
A, B
D, E
≥ 235
≥ B (2)
Phù hợp với yêu cầu đối với kim loại gốc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phù hợp với yêu cầu đối với kim loại gốc
Thép có độ bền cao
A32, A36,
D32, D36,
E32, E36,
F32, F36
≥ (2)
Chú thích :
(1) Mẫu thử kéo là mẫu thử U1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]() (N/mm2)
(N/mm2)
![]() (N/mm2)
(N/mm2)
Trong đó:
t1: Chiều dày kim loại gốc (mm)
t2 : Chiều dày kim loại phủ (mm)
B : Giới hạn bền kéo của thép tấm (N/mm2)
B1 : Giới hạn bền kéo tối thiểu của kim loại gốc (N/mm2)
B2 : Giới hạn bền kéo tối thiểu của kim loại phủ (N/mm2)
y1 : Giới hạn chảy nhỏ nhất hoặc giới hạn chảy qui ước của kim loại gốc (N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
y : Giới hạn chảy hoặc giới hạn chảy qui ước của thép tấm (N/mm2)
(3) Thử giới hạn bền cắt phải được áp dụng đối với trường hợp chiều dầy của lớp kim loại phủ không nhỏ hơn 1,5mm. Các yêu cầu đối với qui trình thử giới hạn bền cắt phải do Đăng kiểm qui định.
3.9.6. Những tính chất khác
Tùy theo mục đích sử dụng của thép tấm và theo yêu cầu của Đăng kiểm, có thể phải tiến hành thử chống ăn mòn.
3.9.7. Chọn vật mẫu
1. Một vật mẫu phải được cắt ra từ mỗi tấm thép có cùng qui trình sản xuất, và được cán từ tấm hoặc thỏi phôi dùng làm thép kim loại gốc.
2. Khi lựa chọn vật mẫu thử phải áp dụng những yêu cầu ở 3.1.6-4.
3.9.8. Chọn mẫu thử
1. Mẫu thử kéo phải được cắt theo qui định ở 3.1.7-2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Mẫu thử độ bền cắt phải được cắt theo qui định từ (1) đến (2) dưới đây :
(1) Mỗi mẫu thử phải được cắt ra từ một vật mẫu.
(2) Qui cách và kích thước của mẫu thử phải được xác định theo qui định ở Hình 7-A/ 3.3.
Hình 7-A/ 3.3 Qui cách và kích thước mẫu thử độ bền cắt (mm)
3.9.9. Kiểm tra bề mặt và xác định kích thước
1. Kiểm tra bề mặt và xác định kích thước là trách nhiệm của nhà chế tạo.
2. Dung sai âm chiều dày danh nghĩa của thép tấm có phủ lớp không gỉ phải do Đăng kiểm qui định.
3.9.10. Chất lượng và sửa chữa khuyết tật
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Bất kỳ một khuyết tật nào trên bề mặt hoặc khe nứt của vật liệu được phát hiện qua kiểm tra siêu âm có thể được sửa chữa bằng phương pháp hàn, nếu được Đăng kiểm chấp thuận.
3.9.11. Đóng dấu
1. Nếu thử đạt yêu cầu, vật liệu phải được cấp Giấy chứng nhận như qui định ở 1.5.2 và phải ghi rõ trong Giấy chứng nhận các chi tiết về qui trình chế tạo thép tấm và độ dày của kim loại phủ.
2. Ngoài những ký hiệu thể hiện cấp của thép cốt và kim loại phủ, thép tấm sau khi đã thỏa mãn những yêu cầu thử phải được đóng thêm các ký hiệu về phương pháp chế tạo.
(Thí dụ : A + SUS316L - R)
Cán
:“ -R ”
Cán đúc
:“-ER”
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
: “ -B ”
Cán nổ
: “-BR ”
Cán phủ
: “ -WR ”
3.10. Những quy định bổ sung cho tấm thép cán dùng đóng thân tàu có chiều dày trên 50 mm đến 100 mm
3.10,1. Phạm vi áp dụng
1. Những qui định này được áp dụng cho tấm thép cán dùng làm kết cấu thân tàu (kể cả các tấm dẹt có chiều rộng lớn hơn 600 mm) có chiều dày trên 50 mm đến 100 mm (sau đây, trong 3.10 gọi là “thép tấm”).
2. Những yêu cầu không được qui định ở 3.10 phải áp dụng theo qui định ở 3.1.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép tấm được chia thành các cấp như qui định ở Bảng 7-A/ 3.32
3.10.3. Khử ôxy và thành phần hóa học
1. Việc khử ôxy và thành phần hóa học của mỗi cấp thép phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 3.32. Những yêu cầu này có thể được thay đổi, nếu Đăng kiểm chấp thuận.
2. Thành phần các bon tương đương của thép có thể phải trình Đăng kiểm duyệt khi có yêu cầu.
3.10.4. Nhiệt luyện
Mỗi cấp thép phải được nhiệt luyện theo qui định ở Bảng 7-A/ 3.34.
3.10.5. Tính chất cơ học
Tính chất cơ học của thép tấm phải phù hợp với những qui định ở Bảng 7-A/ 3.34.
3.10.6. Chọn vật mẫu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Trong trường hợp đúc phôi, vật mẫu phải được cắt ra từ vị trí đỉnh phôi.
(2) Qui định đối với thử độ dai va đập của một lô thép được đưa ra ở Bảng 7-A/ 3.35.
Bảng 7-A/ 3.32 Cấp thép, khử ôxy và thành phần hóa học (%)
Loại
Cấp thép
Khử ôxy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thành phần hóa học (%) (1)
Hàm lượng các bon tương đương
C
Si
Mn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
S
Cu
Cr
Ni
Mo
Al(3)
Nb
V
Ti
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A
Lắng
≤ 0,50
≤2,5xC
(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
B
≤ 0,21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,35
≥ 0,60
(2)
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D
Lắng và xử lý hạt mịn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥0,015
(6)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E
≤ 0,18
(2)
≥ 0,70
(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép có độ bền cao
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D32
E32
Lắng và xử lý hạt mịn
≤ 0,18
≤ 0,50
0,90 ÷ 1,60
≤ 0,035
≤ 0,035
≤ 0,35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,40
≤ 0,08
≤ 0,015
0,02 ÷ 0,05
(4)(5)
0,05
÷ 0,10
(4)(5)
≤ 0,02
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(7)
A36
D36
E36
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Trị số (C + Mn/6) không được vượt quá 0,40%.
(3) Thành phần Al phải được thể hiện bằng axít nhôm hòa tan, nhưng có thể được xác định bằng thành phần nhôm tổng cộng. Trong trường hợp đó thành phần nhôm tổng cộng không được ít hơn 0,020%.
(4) Thép tấm phải chứa AI, Nb, V hoặc những nguyên tố làm mịn hạt khác, hoặc dưới dạng đơn nguyên tố hoặc kết hợp nhiều nguyên tố. Nếu là đơn nguyên tố thì thép tấm phải chứa nguyên tố làm mịn hạt ở mức tối thiểu được quy định. Nếu kết hợp nhiều nguyên tố thành phần tối thiểu mỗi nguyên tố không cần được xác định.
(5) Tổng thành phần Nb, V và Ti không được quá 0,12%.
(6) Nếu Đăng kiểm chấp thuận, có thể dùng nguyên tố làm mịn hạt không phải là Al.
(7) Phải ghi hàm lượng các bon trong Giấy chứng nhận thử. Nếu như bất kỳ cấp thép có cường độ cao được áp dụng điều kiện TMCP thì hàm lượng các bon tương đương phải thỏa mãn các yêu cầu qui định ở Bảng 7-A/ 3.33.
Bảng 7-A/ 3.33 Hàm lượng các bon tương đương của thép sản xuất theo TMCP
Cấp thép
Hàm lượng các bon tương đương (%)(1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,36
A36, D36, E36, F36
≤ 0,38
A40, D40, E40, F40
≤ 0,40
Chú thích :
Nhà chế tạo thép và người đóng tàu có thể thỏa thuận với nhau để qui định hàm lượng các bon chặt chẽ hơn trong từng trường hợp cụ thể.
Bảng 7-A/ 3.34 Nhiệt luyện và tính chất cơ học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử kéo
Thử độ dai va đập (4)
Cấp thép
Nhiệt luyện(1)
Giới hạn chảy hoặc giới hạn chảy qui ước
Giới hạn bền kéo
Độ giãn dài (L = 5,65![]() )
)
Nhiệt độ thử
Năng lượng hấp thụ trung bình (J)(5)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50 < t ≤ 70
70 < t ≤ 100
(N/mm2)
(N/mm2)
(%)
(oC)
L
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L
T
A
TMCP, N(2)
+ 20(6)
≥ 34(6)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 41(6)
≥ 27(6)
B
≥ 235
400 ÷ 490
≥ 22
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D
TMCP,N (3)
-20
≥ 34
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 41
≥ 27
E
TMCP, N
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A32
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D32
≥ 315
440 ÷ 590
≥ 22
-20
≥ 38
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥46
≥ 31
E32
TMCP, N
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A36
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D36
≥ 355
490 ÷ 620
≥ 21
-20
41
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 50
≥ 34
E36
-40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
(1) Xem chú thích (3) Bảng 7-A/ 3.3
(2) AR hoặc CR (sau đây, trong 3.10 gọi là “ARS” hoặc “CRS”) có thể được chấp nhận, nếu được Đăng kiểm duyệt.
(3) Có thể chấp nhận CRS.
(4) L (hoặc T) có nghĩa là đường tâm dọc của mẫu thử được lấy song song (hoặc vuông góc) với hướng cán lần cuối cùng.
(5) Nếu năng lượng hấp thụ của hai mẫu thử trở lên thuộc một bộ mẫu thử nhỏ hơn năng lượng hấp thụ trung bình tối thiểu qui định hoặc năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% giá trị yêu cầu thì việc thử được coi như không đạt.
(6) Có thể áp dụng nếu như nhiệt luyện là ARS hoặc CRS. (xem chú thích (2))
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
Nhiệt luyện và qui cách của lô thép
A
TMCP<->, N<->, CRS<25>, ARS<50>
B
TMCP<50>, N<50>, CRS<25>, ARS<25>
D
TMCP<50>, N<50>, CRS<25>
E
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A32, A36
TMCP<50>,N<50>
D32, D36
E32, E36
TMCP<P>, N<P>
Chú thích :
Trong bảng này, những ký hiệu ghi sau ký hiệu phương pháp nhiệt luyện (xem chú thích (1) và (2) trong Bảng 7-A/ 3.34) có nghĩa là khối lượng mỗi lô thép. Ví dụ <50> và <25> có nghĩa là thép tấm có khối lượng không lớn hơn 50 tấn và 25 tấn (cùng qui trình chế tạo và cùng mẻ) được coi là một lô ; <P> có nghĩa là thép tấm phải được coi là một lô khi chúng được cán trực tiếp từ một phôi tấm hoặc phôi thỏi; và ký hiệu <-> có nghĩa là không cần phải thử độ dai va đập.
3.11. Những qui định bổ sung về tính đồng nhất theo chiều dày của thép
3.11.1. Phạm vi áp dụng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Những qui định này được áp dụng cho thép cán dùng đóng thân tàu và thép cán có độ bền cao được tôi và ram ở dạng tấm hoặc thanh dẹt có chiều dày từ 15 mm trở lên.
3. Những qui định này cũng được áp dụng cho các loại thép khác với vật liệu quy định ở -2 trên, nếu Đăng kiểm thấy phù hợp.
3.11.2. Tính đồng nhất theo chiều dày
1. Tính đồng nhất theo chiều dày của thép phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 3.36 thông qua kết quả thử kéo của các mẫu thử được cắt theo chiều dày đồng nhất của sản phẩm thép.
2. Có thể phải tiến hành kiểm tra siêu âm các sản phẩm thép, nếu Đăng kiểm thấy cần thiết.
3.11.3. Chọn vật mẫu thử
1. Đối với thép tấm, một vật mẫu phải được cắt ra từ mỗi tấm khi cán trực tiếp từ phôi tấm hoặc phôi thỏi.
2. Các thanh dẹt có cùng một qui trình sản xuất và trong cùng một mẻ, các thanh tương đương nhau có chiều dày không nhỏ hơn 25 mm, thì nếu cứ có khối lượng 10 tấn thì được coi là một lô (hoặc các thanh tương đương nhau có chiều dày nhỏ hơn 25 mm, nếu cứ có khối lượng 20 tấn thì cũng được coi là một lô). Khi đó một vật mẫu phải được cắt ra từ mỗi lô.
3. Mỗi vật mẫu phải được cắt ra từ một đầu (hoặc đỉnh phôi) thuộc phần tương ứng với đoạn giữa theo chiều ngang của thanh dẹt hoặc tấm (xem Hình 7-A/ 3.4).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 7-A/ 3.4 Chọn vật mẫu thử
Bảng 7-A/ 3.36 Tính đồng nhất theo chiều dày
Cấp thép
Độ co thắt
Giá trị trung bình của ba mẫu thử (%)
Giá trị của một mẫu thử (%)
A, B, D, E
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A36, D36, E36, F36
A40, D40, E40, F40
A43, D43, E43, F43
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A47, D47, E47, F47
≥ 25
≥ 20
A51, D51, E51, F51
A56, D56, E56, F56
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A63, D63, E63, F63
A63N, D63N, E63N, F63N
A70, D70, E70, F70
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.11.4. Chọn mẫu thử
1. Ba mẫu thử kéo phải được cắt ra từ một vật mẫu theo chiều dày đồng nhất của thép.
2. Mẫu thử phải được cắt theo đúng kích thước như qui định ở Bảng 7-A/ 3.37.
3. Nếu chiều dày của sản phẩm thép không thể cắt được mẫu thử đủ dài để kẹp trên máy thử, thì cho phép hàn thêm vào các đầu mẫu thử. Việc hàn này phải không được làm hỏng phần chiều dài đoạn lăng trụ.
3.11.5. Thử bổ sung trước khi loại bỏ
1. Nếu giá trị trung bình của ba mẫu thử nhỏ hơn giá trị qui định hoặc nếu một giá trị nhỏ hơn giá trị qui định thì có thể thử bổ sung thêm ba mẫu thử trong số các mẫu thử còn lại.
2. Giá trị trung bình của cả sáu mẫu thử phải lớn hơn giá trị qui định và không một mẫu thử nào trong ba mẫu thử lần sau có giá trị nhỏ hơn qui định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sản phẩm thép phù hợp với những yêu cầu qui định ở 3.11 thì phải đóng thêm ký hiệu “Z25” vào sau ký hiệu cấp thép. (Thí dụ : D36 - Z25 thay cho thép D36).
Bảng 7-A/ 3.37 Kích thước của mẫu thử
Chiều dày của sản phẩm thép t (mm)
Đường kính mẫu thử d (mm)
Chiều dài đoạn lăng trụ L (mm)
15 ≤ t ≤ 25
d = 10
15 ≤ L
25 < t
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.1. Ống thép dùng chế tạo nồi hơi và thiết bị trao đổi nhiệt
4.1.1. Phạm vi áp dụng
1. Những qui định trong 4-1 được áp dụng cho các ống thép dùng vào việc truyền nhiệt qua mặt trong hoặc mặt ngoài ống ; thí dụ : ống khói, ống nước, ống giằng, ống quá nhiệt của nồi hơi và các ống khác dùng cho thiết bị trao đổi nhiệt làm việc ở nhiệt độ cao, v.v... (sau đây, trong 4.1 gọi là “ống thép”).
2. Ống thép có đặc tính khác với qui định ở 4.1, phải phù hợp với những yêu cầu qui định ở 1.1.1-2.
4.1.2. Cấp của ống thép
Ống thép được phân thành 7 cấp như đưa ra ở Bảng 7-A/ 4.1.
Bảng 7-A/ 4.1 Cấp của ống thép
Cấp ống
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đặc điểm
Cấp 2
STB 33
Ống thép liền các bon thép và ống thép được hàn bằng phương pháp điện trở
Cấp 3
STB 35
Ống thép liền lắng các bon thấp và ống thép được hàn bằng phương pháp điện trở
Cấp 4
STB 42
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp 12
STB 12
Ống thép liền hợp kim ½ Mo và ống thép được hàn bằng phương pháp điện trở
Cấp 22
STB 22
Ống thép liên hợp kim 1Cr - ½Mo và ống thép được hàn bằng phương pháp điện trở
Cấp 23
STB 23
Ống thép liền hợp kim 1¼Cr - ½Mo - ¾Si
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
STB 24
Ống thép liền hợp kim 2¼Cr -1Mo và ống thép được hàn bằng phương pháp điện trở
Chú thích:
Những ký hiệu chỉ rõ phương pháp chế tạo phải được viết vào sau những ký hiệu trong Bảng như sau :
- Ống thép liền đúc nóng :- S - H
- Ống thép liền kéo nguội : - S - C
- Ống thép được hàn bằng phương pháp điện trở làm việc ở điều kiện không nóng và không lạnh : - E - G
- Ống thép được hàn bằng phương pháp điện trở làm việc ở trạng thái nóng : - E - H
- Ống thép được hàn bằng phương pháp điện trở làm việc ở trạng thái lạnh : - E -C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống thép phải được nhiệt luyện theo những qui định ở Bảng 7-A/4.2.
4.1.4. Thành phần hóa học
Ống thép phải có thành phần hóa học như qui định ở Bảng 7-A/ 4.3.
4.1.5. Tính chất cơ học
Ống thép phải thỏa mãn những yêu cầu về tính chất cơ học sau đây :
(1) Thử kéo :
Ống thép phải thỏa mãn những yêu cầu được qui định ở Bảng 7-A/ 4.4
Bảng 7-A/ 4.2 Nhiệt luyện ống thép
Cấp ống
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống thép được hàn theo phương pháp điện trở
Công nghệ nóng
Công nghệ nguội
Hàn
Công nghệ nóng
Công nghệ nguội
Cấp 2
Ủ ở nhiệt độ thấp, thường hóa hoặc ủ hoàn toàn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Như kéo(1)
Thường hóa(2)
Cáp 3
Như kéo(1)
Cấp 4
Thường hóa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thường hóa(2)
Cấp 12
Ủ ở nhiệt độ thấp, ủ đẳng nhiệt, ủ hoàn toàn, thường hóa hoặc thường hóa và ram
Ủ đẳng nhiệt, ủ hoàn toàn, thường hóa hoặc thường hóa và ram
Cấp 22
Ủ ở nhiệt độ thấp, ủ đẳng nhiệt, ủ hoàn toàn hoặc thường hóa và ram
Ủ đẳng nhiệt, ủ hoàn toàn hoặc thường hóa và ram
Cấp 23
Ủ đẳng nhiệt, ủ hoàn toàn hoặc thường hóa và ram ở nhiệt độ 650oC trở lên
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp 24
Ủ đẳng nhiệt, ủ hoàn toàn hoặc thường hóa và ram ở nhiệt độ 6500 trở lên
Chú thích :
(1) Ủ ở nhiệt độ thấp hoặc thường hóa có thể được áp dụng, nếu cần thiết.
(2) Trước khi làm nguội phải ủ đối với ống thép hàn theo phương pháp điện trở gia công nguội được thường hóa .
Bảng 7-A/ 4.3 Thành phần hóa học
Cấp ống
Thành phần hóa học (%)
C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mn
P
S
Cr
Mo
Cấp 2
≤ 0,18
≤ 0,35
0,25 ÷ 0,60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
—
—
Cấp 3
≤ 0,18
0,10 ÷ 0,35
0,30 ÷ 0,60
≤ 0,035
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Cấp 4
≤ 0,32
0,10 ÷ 0,35
0,30 ÷ 0,80
≤ 0,035
≤ 0,035
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,10 ÷ 0,20
0,10 ÷ 0,50
0,30 ÷ 0,80
≤ 0,035
≤ 0,035
—
0,45 ÷ 0,65
Cấp 22
≤ 0,15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,30 ÷ 0,60
≤ 0,030
≤ 0,035
0,80 ÷ 1,25
0,45 ÷ 0,65
Cấp 23
≤ 0,15
0,50 ÷ 1,00
0,30 ÷ 0,60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,030
1,00 ÷ 1,50
0,45 ÷ 0,65
Cấp 24
≤ 0,15
≤ 0,50
0,30 ÷ 0,60
≤ 0,030
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,87÷ 1,13
Chú thích:
Trong trường hợp nếu được Đăng kiểm chấp nhận, thép cấp 3 và cấp 4 có thể là thép lắng có hàm lượng Si dưới 0,10%.
Bảng 7-A/ 4.4 Thử kéo
Cấp ống
Giới hạn chảy hoặc giới hạn chảy qui ước ( N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài ( % ) (L = 5,65![]() )
)
Cấp 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 325
≥ 26(22)
Cấp 3
≥ 175
≥ 340
≥ 26(22)
Cấp 4
≥ 255
≥ 410
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp 12
≥ 205
≥ 380
≥ 21(17)
Cấp 22,23 và 24
≥ 205
≥ 410
≥ 21(17)
Chú thích :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Trường hợp mẫu thử được cắt ra từ ống hàn điện trở không có dạng hình ống thì nó phải được cắt sao cho đường hàn không nằm trong mẫu thử.
(2) Thử làm bẹp
Một đoạn ống được lấy ra từ đầu ống phải được thử làm bẹp ở trạng thái nguội bằng cách dùng hai tấm phẳng đặt song song ép lại mà không bị nứt hoặc có khuyết tật rỗ cho đến khi khoảng cách giữa hai tấm phẳng đạt đến giá trị nhỏ hơn giá trị H tính theo công thức sau. Trong trường hợp này, chiều dài L của mẫu thử phải được lấy không nhỏ hơn 50 mm, nhưng không được lớn hơn 100 mm. Tuy nhiên, đối với ống có chiều dày bằng 15% đường kính ngoài trở lên, có thể dùng mẫu thử kiểu C để thử, phần chu vi bị cắt của mẫu thử chữ C được đưa ra ở Hình 7-A/4.2.

Trong đó:
H : Khoảng cách giữa hai tấm phẳng để ép (mm).
t : Chiều dày ống (mm).
D : Đường kính ngoài của ống (mm).
e : Hằng số được lấy theo Bảng 7-A/ 4.5, tùy thuộc vào cấp của ống.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống cấp 2 và 3
0,09
Các cấp ống khác
0,08
Đối với ống được hàn bằng phương pháp điện trở, đường hàn phải được đặt vuông góc với lực tác dụng, như trong Hình 7-A/ 4.1. Nếu mẫu thử kiểu C được sử dụng, mẫu thử phải được đặt như Hình 7-A/ 4.2.
Hình 7-A/ 4.1 Thử làm bẹp
(3) Thử bẻ gờ
Một đoạn ống được cắt ra từ đầu cuối của ống phải được bẻ gờ nguội. Đường kính ngoài của gờ không được nhỏ hơn giá trị quy định ở Bảng 7-A/ 4.6. Gờ phải vuông góc với trục ống mà không có vết nứt hoặc chỗ rỗ. Trong trường hợp này, sau khi bẻ gờ mẫu thử phải có chiều dài L đo theo phần ống còn lại, không được nhỏ hơn 0,5D. Việc thử này chỉ tiến hành cho các ống cấp 2 có chiều dày thành ống không lớn hơn 1/10 đường kính ngoài của nó và không lớn hơn 5 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 7-A/ 4.2 Thử làm bẹp cho mẫu thử chữ C
Bảng 7-A/ 4.6 Đường kính ngoài của gờ sau khi bẻ
Đường kính ngoài của ống D (mm)
Đường kính ngoài của gờ (mm)
D < 63
1,3 D
D ≥ 63
D + 20
(4) Thử nong ống :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 4.7 Đường kính ngoài của đầu ống sau khi nong ống
Cấp ống
Đường kính ngoài của đầu ống (mm)
Cấp 2, 3 và 4
1,2 D
Cấp 12,22,23 và 24
1,14 D
(5) Thử nén ống
Nếu Đăng kiểm yêu cầu, phải tiến hành thử nén cho ống thép cấp 2. Chiều cao đoạn ống thử lấy bằng 65 mm. Đoạn ống này phải chịu nén dọc mà không bị nứt hoặc rạn khi đạt đến chiều cao qui định ở Bảng 7-A/4.8.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dày ống t(mm)
Chiều cao đoạn ống sau khi thử nén
t ≤ 3,4
19 mm hoặc tới khi mặt ngoài nếp gấp chạm nhau
t > 3,4
32 mm
(6) Thử dập bẹp ngược chiều
Một đoạn ống dài 100 mm cắt ra từ ống thép và được xẻ rãnh theo chiều dọc ống ở phía đối diện với đường hàn. Sau đó bẻ ngửa ra và đập bẹp đoạn ống không được có vết nứt hoặc khuyết tật ở phía trong của đường hàn và cũng không được có độ lệch tâm, lỗ thủng hoặc chồng mép. Việc thử này chỉ áp dụng đối với ống thép chế tạo bằng phương pháp hàn điện trở.
(7) Thử thủy lực
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(b) Áp suất thử qui định ở (a) không yêu cầu phải lớn hơn áp suất tính theo công thức sau :
![]()
Trong đó:
P : Áp suất thử thủy lực (MPa)
t : Chiều dày ống (mm)
D : Đường kính ngoài của ống (mm)
S : 60% giá trị giới hạn chảy tối thiểu hoặc giới hạn chảy qui ước (N/mm2)
(c) Nếu mỗi ống đều được thử thủy lực theo qui trình chế tạo của nhà máy, các ống được đóng số liên tục và các kết quả được thông báo cho Đăng kiểm thì Đăng kiểm viên có thể không cần chứng kiến khi thử.
(d) Khi thấy cần thiết, Đăng kiểm có thể yêu cầu thử không phá hủy thay cho thử thủy lực như đã qui định ở (a).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các mẫu thử phải được cắt từ mỗi cấp ống và cỡ ống đã được nhiệt luyện trong cùng một lò luyện, cùng một thời gian hoặc từ mỗi cấp ống và cỡ ống không qua nhiệt luyện, theo yêu cầu qui định ở (1) và (2) dưới đây :
(1) Ống thép tròn trơn
(a) Ống cấp 2 :
Mỗi đoạn ống mẫu phải được lấy ra từ một lô ống với số lượng 100 ống hoặc ít hơn. Các mẫu thử kéo, thử đập bẹp, thử bẻ gờ hoặc thử nong ống, mỗi loại mẫu phải được cắt ra từ các đoạn ống mẫu đó.
(b) Ống không phải là ống cấp 2 :
Một đoạn ống mẫu phải được chọn từ một lô với số lượng 50 ống hoặc phần dư của 50 ống này. Các mẫu thử kéo, thử nong ống và thử đập bẹp (mỗi loại một mẫu thử) phải được cắt ra từ các đoạn ống mẫu đó.
(2) Ống thép hàn theo phương pháp điện trở
Đối với ống thép được hàn theo phương pháp điện trở, ngoài những qui định ở (1) trên, một đoạn ống mẫu phải được chọn từ mỗi lô với số lượng 100 ống hoặc phần dư của 100 ống này. Một mẫu thử đập bẹp ngược chiều phải được cắt ra từ mỗi ống mẫu.
(3) Mẫu thử kéo phải thỏa mãn những yêu cầu qui định ở Bảng 7-A/ 2.1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dung sai đường kính ngoài và chiều dày ống phải tuân theo những qui định ở Bảng 7-A/ 4.9.
4.1.8. Chất lượng
Ống thép phải có chất lượng đồng nhất và không có khuyết tật có hại. Đối với ống thép được hàn theo phương pháp điện trở, nếu ở phía ngoài ống có vảy hàn thì phải được tẩy sạch và đánh bóng. Nếu phía bên trong ống có vảy hàn nhô quá cao thì phải tẩy sao cho chiều cao không quá 0,25 mm.
4.1.9. Đóng dấu
Tôn hoặc nhãn hiệu của Nhà sản xuất, cấp của ống, ký hiệu phương pháp chế tạo, quy cách ống phải được đóng rõ ràng hoặc chạm nổi trên mỗi thân ống, nếu đường kính ngoài của ống từ 30 mm trở lên và dán mác trên mỗi bó hoặc thùng đựng ống nếu đường kính, ngoài của ống nhỏ hơn 30 mm. Để chứng tỏ rằng ống thép thỏa mãn các yêu cầu liên quan, phải đóng dấu của Đăng kiểm bên cạnh các ký hiệu nói trên.
Bảng 7-A/ 4.9 Dung sai kích thước ống
Dung sai đường kính ngoài (mm)
Đường kính ngoài của ống (mm)
Loại
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 ≤ D < 160
160 ≤ D < 200
200 ≤ D
Ống dẫn đúc nóng
+0,4
-0,8
+0,4
-1,2
+0,4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+0,4
-2,4
Đường kính ngoài của ống (mm)
Loại
D < 25
25 ≤ D < 40
40 ≤ D < 50
50 ≤ D < 60
60 ≤ D < 80
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 ≤ D < 120
120 ≤ D < 160
160 ≤ D < 200
D ≤ 200
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống liền kéo nguội và ống được hàn bằng phương pháp điện trở, gia công nguội
± 0,10
± 0,15
± 0,20
± 0,25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
± 0,40
+ 0,40
- 0,60
+ 0,40
- 0,80
+ 0,40
- 1,20
+ 0,4
- 1,60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
± 0,15
± 0,20
± 0,25
± 0,30
± 0,40
+ 0,40
- 0,60
+ 0,40
- 0,80
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 1,00
+ 0,40
- 1,20
+ 0,4
- 1,60
(b) Dung sai chiều dày (%, trừ những chỗ có qui định khác)
Loại
Chiều dày t, (mm)
Đường kính ngoài D(mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 ≤ t < 2,4
2,4 ≤ t < 3,8
3,8 ≤ t < 4,6
4,6 ≤ t
Ống liền đúc nóng
D < 100
—
+ 40
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
+ 33
0
+ 28
0
D ≥ 100
—
—
+ 35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+ 33
0
+ 28
0
Ống liền kéo nguội và ống được hàn bằng phương pháp điện trở, gia công nguội
D < 40
+ 0,4 mm
0
+20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D ≥ 40
+22
0
Ống làm bằng phương pháp điện trở, không gia công nguội
D < 40
+ 0,3 mm
0
+18
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+18
0
Chú thích :
Đối với ống liền đúc nóng, tùy theo chiều dày thành ống, dung sai chiều dày phải nhỏ hơn 22,8% chiều dày thành ống. Đối với ống có chiều dày nhỏ hơn 5,6 mm không áp dụng qui định này.
4.2. Ống thép dùng chế tạo đường ống chịu áp lực
4.2.1. Phạm vi áp dụng
1. Những qui định trong 4.2 được áp dụng cho ống thép dùng làm đường ống thuộc nhóm 1 và nhóm 2 như qui định ở Phần 3 (sau đây, trong 4.2 gọi là “ống thép”).
2. Ngoài những qui định ở 1.2 ,1.4 và từ 4.2.2 đến 4.2.9, ống thép các bon dùng làm đường ống thường, qui định ở 12.1.5-1, Phần 3, phải phù hợp với những yêu cầu (1) và (2) dưới đây :
(1) Ống thép phải phù hợp với những yêu cầu ở các TCVN tương ứng (ống thép các bon dùng làm đường ống thường) hoặc các tiêu chuẩn tương đương khác.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Ống thép có đặc tính khác với 4.2, phải phù hợp với những qui định ở 1.1.1-2.
4.2.2. Cấp của ống thép
Ống thép được phân thành 12 cấp như qui định ở Bảng 7-A/ 4.10.
4.2.3. Nhiệt luyện
Ống thép phải được nhiệt luyện phù hợp với qui định ở Bảng 7-A/ 4.11.
4.2.4. Thành phần hóa học
Ống thép phải có thành phần hóa học như qui định ở Bảng 7-A/ 4.12.
Bảng 7-A/4.10 Cấp của ống thép
Cấp ống
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mô tả
Ống cấp 1
Số 2
STPG 38
Ống liền bằng thép các bon thấp và ống thép hàn điện trở
Số 3
STPG 42
Ống liền bằng thép các bon vừa và ống thép hàn điện trở
Ống cấp 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
STS 38
Ống liền bằng thép lắng các bon thấp
Số3
STS 42
Ống liền bằng thép lắng các bon trung bình
Số 4
STS 49
Ống cấp 3
Số 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống liền bằng thép lắng các bon thấp hạt thô và ống thép hàn điện trở
Số 3
STPT 42
Ống liền bằng thép lắng các bon trung bình hạt thô và ống thép hàn điện trở
Số 4
STPT 49
Ống liền bằng thép các bon trung bình lắng hạt thô
Số 12
STPA 12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống cấp 4
Số 22
STPA 22
Ống liền bằng thép hợp kim ½ Mo 1Cr
Số 23
STPA 23
Ống liền bằng thép hợp kim 1 ¼ Cr - ½ Mo - ¾ Si
Số 24
STPA 24
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
Ký hiệu phương pháp chế tạo phải được ghi vào cuối những ký hiệu trên như sau :
Ống trên cán nóng : - S - H
Ống liền kéo nguội: - S - C
Ống hàn điện trở ngoài ống chế tạo theo công nghệ nóng và lạnh : - E - G
Ống hàn điện trở theo công nghệ nóng : - E- H
Ống hàn điện trở theo công nghệ lạnh : - E - C
Bảng 7-A/ 4.11 Nhiệt luyện
Cấp ống
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống thép hàn điện trở
Cán nóng
Kéo nguội
Như hàn
Cán nóng
Cán nguội
Ống cấp 1
Số 2
Như kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Như hàn
Như kéo
Ủ
Số 3
Ống cấp 2
Số 2
Như kéo(1)
Ủ ở nhiệt độ thấp hoặc thường hóa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số 3
Như kéo(1)
Ủ ở nhiệt độ thấp hoặc thường hóa
—
Số 4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống cấp 3
Số 2
Như kéo(1)
Ủ ở nhiệt độ thấp hoặc thường hóa
Ủ ở nhiệt độ thấp hoặc thường hóa
Như kéo(1)
Ủ ở nhiệt độ thấp hoặc thường hóa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số 4
—
Số 12
Ủ ở nhiệt độ thấp, ủ đẳng nhiệt, ủ hoàn toàn, thường hóa hoặc thường hóa và ram
—
Ống cấp 4
Số 22
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số 23
Ủ đẳng nhiệt, ủ toàn phần hoặc thường hóa và ram ở nhiệt độ 650oC trở lên
—
Số 24
Chú thích :
(1) Ủ ở nhiệt độ thấp hoặc thường hóa có thể phải được áp dụng, nếu cần thiết.
Bảng 7-A/4.12 Thành phần hóa học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thành phần hóa học (%)
C
Si
Mn
P
S
Cr
Mo
Ống cấp 1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,25
≤ 0,35
0,30 ÷ 0,90
≤ 0,040
≤ 0,040
—
—
Số 3
≤ 0,30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,30 ÷ 1,00
≤ 0,040
≤ 0,040
—
—
Ống cấp 2
Số 2
≤ 0,25
0,10 ÷ 0,35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
—
—
Số 3
≤ 0,30
0,10 ÷ 0,35
0,30 ÷ 1,40
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
—
Số 4
≤ 0,33
0,10 ÷ 0,35
0,30 ÷ 1,50
≤ 0,035
≤ 0,035
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống cấp 3
Số 2
≤ 0,25
0,10 ÷ 0,35
0,30 ÷ 0,90
≤ 0,035
≤ 0,035
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,30
0,10 ÷ 0,35
0,30 ÷ 1,00
≤ 0,035
≤ 0,035
—
—
Số 4
≤ 0,33
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,30 ÷ 1,00
≤ 0,035
≤ 0,035
—
—
Ống cấp 4
Số 12
0,10 ÷ 0,20
0,10 ÷ 0,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,035
≤ 0,035
—
0,45 ÷ 0,65
Số 22
≤ 0,15
≤ 0,50
0,30 ÷ 0,60
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,80 ÷ 1,25
0,45 ÷ 0,65
Số 23
≤ 0,15
0,50 ÷ 1,00
0,30 ÷ 0,60
≤ 0,030
≤ 0,030
1,00 ÷ 1,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số 24
≤ 0,15
≤ 0,50
0,30 ÷ 0,60
≤ 0,030
≤ 0,030
1,90 ÷ 2,60
0,87 ÷ 1,13
4.2.5. Tính chất cơ học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Thử kéo
Ống thép phải được thử kéo và có tính chất cơ học thỏa mãn yêu cầu qui định ở Bảng 7-A/ 4.13.
(2) Thử uốn
Một đoạn ống mẫu thử uốn được cắt ra từ đoạn cuối của ống thép với chiều dài đủ để uốn nguội đến giá trị như qui định ở Bảng 7-A/ 4.14, mà không có vết nứt hoặc khuyết tật trên thành ống. Đối với ống thép cấp không cần thử uốn.
Bảng 7-A/ 4.13 Thử kéo
Cấp ống
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống cấp 1số 2
Ống cấp 2 số 2
Ống cấp 3 số 2
≥ 215
≥ 370
≥ 24 (20)
Ống cấp 1 số 3
Ống cấp 2 số 3
Ống cấp 3 số 3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 410
≥ 21 (17)
Ống cấp 2 số 4
Ống cấp 3 số 4
≥ 275
≥ 480
≥ 19 (15)
Ống cấp 4 số 12
≥ 205
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 21 (17)
Ống cấp 4 số 22
Ống cấp 4 số 23
Ống cấp 4 số 24
≥ 205
≥ 410
≥ 21 (17)
Chú thích :
(1) Những yêu cầu về độ giãn dài ghi ở ngoặc đơn trong Bảng được áp dụng trong trường hợp mẫu thử được cắt theo chiều ngang. Trong trường hợp này, sau khi làm bẹp, cuống thử phải được ủ để khử ứng suất dư ở nhiệt độ từ 600oC đến 650oC.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 4.14 Thử uốn
Cấp ống
Góc uốn
Bán kính uốn trong
1, 2 và 3
90o
Sáu lần đường kính ngoài của ống
Chú thích :
(1) Ống thép hàn điện trở phải được uốn sao cho phần đường hàn bị uốn là lớn nhất.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp ống
Ống cấp 1 số 3
Ống cấp 2 số 3
Ống cấp 3 số 3
Ống cấp 2 số 4
Ống cấp 3 số 4
Ống cấp 1 số 2
Ống cấp 2 số 2
Ống cấp 3 số 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e
0,07
0,08
(3) Thử làm bẹp
Một đoạn ống được cắt ra từ đầu ống phải được thử làm bẹp ở trạng thái nguội bằng hai tấm phẳng đặt song song ép lại mà không có vết nứt hoặc khuyết tật. Khoảng cách giữa hai tấm phẳng phải sao cho đạt đến giá trị nhỏ hơn giá trị H tính theo công thức dưới đây. Trong trường hợp này, chiều dày mẫu thử phải thỏa mãn yêu cầu qui định ở 4.1.5 (2). Tuy nhiên, đối với ống có chiều dày bằng 15 % đường kính ngoài trở lên, có thể dùng mẫu thử kiểu chữ C để thử, phần chu vi bị cắt của mẫu thử chữ C được đưa ra ở Hình 7-A/ 4.2.
(a) Khoảng cách giữa 2 tấm phẳng ép dùng để làm bẹp mẫu thử đối với các mẫu thử không phải là ống hàn điện trở cấp 1:
Trong đó:
H : Khoảng cách giữa hai tấm phẳng (mm).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D : Đường kính ngoài ống (mm).
e : Hằng số lấy theo Bảng 7-A/ 4.15
(b) Ống hàn điện trở cấp 1:
![]() cho phần có đường hàn
cho phần có đường hàn
![]() cho những phần khác
cho những phần khác
Đối với ống hàn điện trở, đường hàn phải được đặt vuông góc với hướng lực ép như ở Hình 7/4.1. Đối với mẫu thử chữ C, khi thử làm bẹp, mẫu thử được đặt như Hình 7-A/ 4.2.
(4) Thử thủy lực
(a) Các ống phải được thử thủy lực với áp suất qui định ở Bảng 7-A/ 4.16.
(b) Nếu khách hàng yêu cầu thử với áp suất lớn hơn áp suất qui định ở (a) thì phải thử ống thép với áp suất do khách hàng yêu cầu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]()
Trong đó:
P : Áp suất thử thủy lực (MPa)
D : Đường kính ngoài của ống (mm)
t : Chiều dày ống (mm)
S : 60% giá trị giới hạn chảy tối thiểu hoặc giới hạn chảy qui ước (N/mm2).
(c) Nếu mỗi ống đều được thử thủy lực theo qui trình trong quá trình chế tạo của nhà máy và các ống được đánh số liên tục và các kết quả thử được thông báo cho Đăng kiểm, thì Đăng kiểm viên có thể không cần chứng kiến khi thử.
(d) Nếu cần thiết, Đăng kiểm có thể yêu cầu tiến hành kiểm tra không phá hủy thay cho thử thủy lực theo quy định ở (a) trên.
4.2.6. Chọn mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Ống cấp 1
Phải chọn một ống mẫu từ một lô ống như qui định trong Bảng 7-A/4.17, một mẫu thử kéo và thử làm bẹp phải được cắt ra từ mỗi ống mẫu. Đối với ống có đường kính bằng 50 mm trở xuống, mẫu thử làm bẹp có thể được thay cho mẫu thử uốn.
(2) Ống cấp 2 và 3
Một mẫu thử kéo và thử làm bẹp phải được cắt ra từ mỗi ống mẫu chọn ra từ mỗi lô có số lượng 50 ống hoặc phần dư của 50 ống. Ống có đường kính ngoài 50 mm trở xuống có thể thay mẫu thử làm bẹp cho mẫu thử uốn.
(3) Ống cấp 4
Một mẫu thử kéo và thử làm bẹp phải được cắt ra từ mỗi ống mẫu chọn ra từ mỗi lô có số lượng 50 ống hoặc phần dư của 50 ống.
(4) Mẫu thử kéo phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 2.1.
Bảng 7-A/ 4.16 Qui cánh ống và áp suất thử thủy lực
Đường kính danh nghĩa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường kính ngoài
(mm)
Chiều dày danh nghĩa (mm)
Số hiệu qui cách 10 (10S)
Số hiệu qui cách 20 (20S)
Số hiệu qui cách 30
Số hiệu qui cách 40
Số hiệu qui cách 60
Số hiệu qui cách 80
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số hiệu qui cách 120
Số hiệu qui cách 140
Số hiệu qui cách 160
6
10,5
(1,2)
(1,5)
-
1,7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,4
-
-
-
-
8
13,8
(1,65)
(2,0)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2,2
2,4
3,0
-
-
-
-
10
17,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2,0)
-
2,3
2,8
3,2
-
-
-
-
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
21,7
(2,10)
(2,5)
-
2,8
3,2
3,7
-
-
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,7
20
27,2
(2,1)
(2,5)
-
2,9
3,4
3,9
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
-
5,5
25
34,0
(2,8)
(3,0)
-
3,4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,5
-
-
-
6,4
32
42,7
(2,8)
(3,0)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,6
4,5
4,9
-
-
-
6,4
40
48,6
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(3,0)
-
3,7
4,5
5,1
-
-
-
7,1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
60,5
(2,8)
3,2 (3,5)
-
3,9
4,9
5,5
-
-
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8,7
65
76,3
(3,0)
4,5 (3,5)
-
5,2
6,0
7,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
-
9,5
80
89,1
(3,0)
4,5 (4,0)
-
5,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7,6
-
-
-
11,1
90
101,6
(3,0)
4,5 (4,0)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5,7
7,0
8,1
-
-
-
12,7
100
114,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4,9 (4,0)
-
6,0
7,1
8,6
-
11,1
-
13,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
139,8
(3,4)
5,1 (5,0)
-
6,6
8,1
9,5
-
12,7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,9
150
165,2
(3,4)
5,5 (5,0)
-
7,1
9,3
11,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
14,3
-
18,2
200
216,3
(4,0)
6,4 (6,5)
7,0
8,2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,7
15,1
18,2
20,6
23,0
250
267,4
(4,0)
6,4 (6,5)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,3
12,7
15,1
18,1
21,4
25,4
28,6
300
318,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6,4 (6,5)
8,4
10,3
14,3
17,4
21,4
25,4
28,6
33,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
355,6
6,4
7,9
9,5
11,1
15,1
19,0
23,8
27,8
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
35,7
400
406,4
6,4
7,9
9,5
12,7
16,7
21,4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
30,9
36,5
40,5
450
457,2
6,4
7,9
11,1
14,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
23,8
29,4
34,9
39,7
45,2
500
508,0
6,4
9,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15,1
20,6
26,2
32,5
38,1
44,4
50,0
550
558,8
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9,5
12,7
15,9
22,2
28,6
34,9
41,3
47,6
54,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
609,4
6,4
9,5
14,3
17,5
24,6
31,0
38,9
46,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
59,5
650
660,4
7,9
12,7
-
18,9
26,4
34,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
49,1
56,6
64,2
Áp suất thử thủy lực (MPa)
2,0
3,5
5,0
6,0
9,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
18
20
20
Chú thích :
Giá trị chiều dày danh nghĩa trong ngoặc đơn áp dụng cho ống thép không gỉ.
Bảng 7-A/ 4.17 Số ống mẫu từ mỗi lô
Đường kính ngoài D (mm)
Số ống mẫu từ mỗi lô
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Một ống đối với mỗi lô ống có số lượng 1000 ống hoặc phần dư của 1000 ống
70 ≤ D < 160
Một ống đối với mỗi lô ống có số lượng 500 ống hoặc phần dư của 500 ống
160 ≤ D < 350
Một ống đối với mỗi lô ống có số lượng 250 ống hoặc phần dư của 250 ống
D > 350
Một ống đối với mỗi lô ống có số lượng 150 ống hoặc phần dư của 150 ống
4.2.7. Dung sai kích thước ống
Dung sai đường kính ngoài và chiều dày ống phải thỏa mãn yêu cầu qui định ở Bảng 7-A/ 4.18.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại
Đường kính ngoài D(mm)
Dung sai đường kính ngoài
Dung sai chiều dày thành ống
Cấp 1
Cấp 2, 3 và 4
Ống liền đúc nóng
D < 50
± 0,5 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+ 0,6 mm
- 0,5 mm
Chiều dày ống:
t < 4 (mm)
± 0,5 mm
50 ≤ D 160
± 1 %
Chiều dày ống:
t ≥ 4 (mm )
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 12,5%
Chiều dày ống:
t ≥ 4 (mm)
± 12,5%
160 ≤ D 200
± 1,6 mm
D ≥ 200
± 0,8 %(2)
Ống liền được kéo nguội và ống được hàn bằng phương pháp điện trở
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
± 0,3 mm
Chiều dày ống:
t < 3 (mm)
± 0,3 mm
Chiều dày ống:
t < 2 (mm)
± 0,2 mm
D ≥ 40
± 0,8%(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
t ≥ 3 (mm)
± 10%
Chiều dày ống:
t ≥ 2 (mm)
± 10%
Chú thích:
(1) Đối với ống thép liền đúc nóng cấp 2, 3 và 4, dung sai cho phép và sự khác nhau của chiều dày thành ống phải không được lớn hơn 20% chiều dày thành ống. Những ống có chiều dày nhỏ hơn 5,6 mm, không áp dụng qui định này.
(2) Đối với ống có đường kính ngoài bằng và lớn hơn 350 mm, chu vi có thể được xem như là cơ sở đối với dung sai đường kính ngoài ống. Trong trường hợp này, dung sai là ± 0,5 %.
4.2.8. Chất lượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.2.9. Đóng dấu
Trước khi xuất xưởng, tên hoặc nhãn hiệu của nhà chế tạo, ký hiệu cấp ống thép, ký hiệu phương pháp chế tạo và qui cách ống phải được đóng hoặc khắc vào từng ống có đường kính ngoài từ 60 mm trở lên và đóng vào mác gắn vào mỗi bó ống có đường kính ngoài từng ống nhỏ hơn 60 mm. Để chứng tỏ ống thép đã thỏa mãn các yêu cầu, dấu của Đăng kiểm phải được đóng gần những ký hiệu nói trên.
4.3.1. Phạm vi áp dụng
1. Những qui định trong 4.3 được áp dụng cho ống thép không gỉ sử dụng ở nhiệt độ thấp hoặc ở điều kiện chống ăn mòn (sau đây, trong 4.3 gọi là “ống thép không gỉ”).
2. Ống thép không gỉ có đặc tính khác với yêu cầu qui đinh ở 4.3 thì phải phù hợp với yêu cầu qui định ở 1.1.1-2.
4.3.2. Cấp của ống thép không gỉ
Ống thép không gỉ được phân thành 10 loại như đưa ra ở trong Bảng 7-A/ 4.19.
Bảng 7-A/ 4.19 Cấp và thành phần hóa học của ống thép không gỉ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thành phần hóa học (%)
C
Si
Mn
P
S
Ni
Cr
Mo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
304TP
≤ 0,08
8,0 ÷ 11,0
18,0 ÷ 20,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
304LTP
≤ 0,03
≤ 1,00
9,0 ÷ 13,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
309STP
≤ 0,08
12,0 ÷ 15,0
22,0 ÷ 24,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
310STP
≤ 1,50
19,0 ÷ 22,0
24,0 ÷ 26,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 2,00
≤ 0,040
≤ 0,030
10,0 ÷ 14,0
16,0 ÷ 18,0
2,0 ÷ 3,0
316LTP
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12,0 ÷ 16,0
317TP
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11,0 ÷ 15,0
18,0 ÷ 20,0
3,0 ÷ 4,0
317LTP
≤ 0,03
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
321TP
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,0 ÷ 19,0
Ti ≥ 5 x C
347TP
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nb ≥ 10 x C
4.3.3. Nhiệt luyện
Thông thường ống thép không gỉ được nhiệt luyện ở trạng thái rắn.
4.3.4. Thành phần hóa học
Thành phần hóa học của ống thép không gỉ phải thỏa mãn các yêu cầu đưa ra ở Bảng 7-A/ 4.19.
4.3.5. Tính chất cơ học
1. Tính chất cơ học của ống thép không gỉ phải phù hợp với những yêu cầu sau đây :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống thép phải được thử kéo và có tính chất cơ học thỏa mãn yêu cầu qui định ở Bảng 7-A/ 4.20.
(2) Thử làm bẹp
Thử làm bẹp phải được tiến hành phù hợp với yêu cầu ở 4.2.5 (3). Khi áp dụng yêu cầu này giá trị của e được lấy bằng 0,09. Đối với ống có đường kính ngoài bằng và lớn hơn 200 mm được hàn bằng phương pháp hàn tự động, hàn bằng chùm laze và hàn điện trở, thử uốn vùng hàn có thể được thực hiện thay cho thử làm bẹp, nếu được Đăng kiểm chấp nhận.
(3) Thử thủy lực
(a) Ống thép không gỉ phải được tiến hành thử thủy lực theo áp suất qui định ở Bảng 7-A/ 4.21.
(b) Nếu khách hàng yêu cầu thử với áp suất lớn hơn so với qui định ở (a) thì nhà chế tạo phải thử theo yêu cầu của khách hàng. Khi đó, áp suất thử không được lớn hơn giá trị tính theo công thức sau :
![]()
Trong đó:
P : Áp suất thử thủy lực (MPa).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
t: Chiều dày ống (mm).
S : 60% giá trị giới hạn chảy tối thiểu hoặc giới hạn chảy qui ước (N/mm2).
(c) Nếu theo qui định của Nhà máy chế tạo, mỗi ống thép đều được thử thủy lực trong quá trình sản xuất, được đánh số liên tục và các kết quả thử đã được thông báo cho Đăng kiểm, thì khi tiến hành thử thủy lực không cần có sự chứng kiến của Đăng kiểm viên.
(d) Nếu cần thiết, Đăng kiểm có thể yêu cầu tiến hành thử không phá hủy thay cho thử thủy lực qui định ở trên.
Bảng 7-A/ 4.20 Thử kéo(2)(3)
Mác ống
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền (N/mm2)
Độ giãn dài (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L(1)
T(1)
304TP
≥ 205
≥ 520
≥ 26
≥ 22
304LTP
≥ 175
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
309STP
310STP
≥ 205
≥ 520
316TP
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 175
≥ 480
317TP
≥ 205
≥ 520
317LTP
≥ 175
≥ 480
321TP
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 520
347TP
Chú thích :
(1) Chữ L (hoặc chữ T) biểu thị đường tâm dọc của mẫu thử được bố trí song song (hoặc vuông góc) với hướng cán lần cuối cùng.
(2) Nếu đường kính danh nghĩa của ống thép không gỉ bằng 200 mm hoặc lớn hơn, mẫu thử kéo có thể được cắt theo chiều ngang.
(3) Nếu mẫu thử không phải là dạng ống được cắt ra từ các ống hàn bằng phương pháp hàn tự động, hàn bằng chùm laze và hàn điện trở thì các mẫu thử không được lấy từ những phần có đường hàn.
Bảng 7-A/ 4.21 Áp suất thử thủy lực
Số hiệu qui cách chiều dày
10S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
40
80
120
160
Áp suất thử(MPa)
2,0
3,5
6,0
12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
20
2. Đăng kiểm có thể yêu cầu tiến hành thử bổ sung khả năng chống ăn mòn hoặc thử độ dai va đập phù hợp với qui định thử ở 4.3, nếu thấy cần thiết.
4.3.6. Chọn mẫu thử
Mỗi ống mẫu phải được chọn từ mỗi lô có số lượng 50 ống hoặc phần dư của 50 ống trong cùng mẻ đúc có cùng cỡ và cấp, và được nhiệt luyện trong cùng một thời gian. Mỗi mẫu thử kéo và thử làm bẹp phải được cắt ra từ mỗi ống mẫu đó. Tuy nhiên, thử uốn vùng hàn có thể phải được thực hiện, mỗi một mẫu thử phải được cắt từ 120m ống hoặc phần dư của nó, được đúc trong cùng mẻ đúc có cùng cỡ và cấp, và được nhiệt luyện đồng thời.
4.3.7. Dung sai về kích thước ống
Dung sai đường kính ngoài và chiều dày thành của ống thép phải thỏa mãn các yêu cầu qui định ở Bảng 7-A/ 4.22.
Bảng 7-A/ 4.22 Dung sai đường kính ngoài và chiều dày thành ống
Phân loại
Đường kính ngoài D (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dày ống t (mm)
Dung sai chiều dày thành ống
Ống liền đúc nóng
D < 50
D ≥ 50
± 0,5 mm
± 1%
t < 4
t ≥ 4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
± 12,5%
Ống liên kéo nguội, ống làm bằng phương pháp hàn hồ quang tự động, ống làm bằng phương pháp hàn bằng tia laze và ống làm bằng phương pháp hàn điện trở
D < 30
D ≥ 30
± 0,3 mm
± 1%
t < 2
t ≥ 2
± 0,2 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích:
Sự khác nhau về chiều dày thành ống thép liền đúc nóng không được quá 20% chiều dày ống. Qui định này không áp dụng cho ống có chiều dày thành nhỏ hơn 5,6 mm.
4.3.8. Chất lượng
Chất lượng của ống thép không gỉ phải đồng nhất và không có những khuyết tật có hại.
4.3.9. Đóng dấu
Việc đóng dấu vào ống thép không gỉ phải tuân thủ theo những qui định ở 4.1.9.
4.4.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 4.4 được áp dụng cho ống góp nồi hơi.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.4.2. Cấp của ống góp
Ống góp nồi hơi được chia thành 6 cấp như đưa ra ở Bảng 7-A/ 4.23.
Bảng 7-A/ 4.23 Cấp của ống góp nồi hơi
Cấp
Cấp 1
Cấp 2
Cấp 3
Cấp 4
Cấp 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ký hiệu
BH - 1
BH - 2
BH - 3
BH - 4
BH - 5
BH - 6
4.4.3. Nhiệt luyện
Ống góp nồi hơi phải được nhiệt luyện bằng cách ủ hoặc thường hóa.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống góp nồi hơi phải có thành phần hóa học phù hợp với ở Bảng 7-A/ 4.24
Bảng 7-A/ 4.24 Thành phần hóa học
Cấp
Ký hiệu
Thành phần hóa học (%)
C
Si
Mn
P
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cr
Mo
Cấp 1
BH - 1
≤ 0,25
0,10 ÷ 0,35
0,30 ÷ 0,80
≤ 0,040
≤ 0,040
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Cấp 2
BH - 2
≤ 0,30
0,10 ÷ 0,35
0,30 ÷ 0,80
≤ 0,040
≤ 0,040
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp 3
BH - 3
0,10 ÷ 0,20
0,10 ÷ 0,50
0,30 ÷ 0,80
≤ 0,030
≤ 0,040
—
0,45 ÷0,65
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
BH - 4
0,10 ÷ 0,20
0,10 ÷ 0,50
0,30 ÷ 0,60
≤ 0,030
≤ 0,030
0,80 ÷ 1,20
0,20 ÷ 0,45
Cấp 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,15
0,10 ÷ 0,50
0,30 ÷ 0,60
≤ 0,030
≤ 0,030
0,80 ÷ 1,20
0,45 ÷ 0,65
Cấp 6
BH - 6
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,10 ÷ 0,50
0,30 ÷ 0,50
≤ 0,030
≤ 0,030
2,00 ÷ 2,50
0,90 ÷ 1,10
4.4.5. Tính chất cơ học
Ống góp nồi hơi phải có tính chất cơ học thỏa mãn những qui định dưới đây :
(1) Thử kéo :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Thử uốn :
Mẫu thử phải chịu được uốn nguội vượt qua góc uốn là 180o tới khi bán kính trong chỗ uốn đạt 12 mm, mà phía mặt ngoài phần bị uốn không bị khuyết tật hoặc bị nứt. Nếu không lấy được mẫu thử có chiều dày 20 mm thì vẫn giữ nguyên chiều dày của mẫu thử, nhưng chiều rộng của mẫu thử không được nhỏ hơn 1,5 lần chiều ống và bán kính trong của chỗ uốn phải bằng với chiều dày của mẫu thử.
4.4.6. Chọn mẫu thử
1. Mẫu thử kéo phải được cắt theo chiều dọc hoặc chiều ngang hướng cán thép và mẫu thử uốn phải được cắt vuông góc với hướng cán thép tính từ các đầu hở của ống góp nồi hơi.
2. Đối với ống góp nồi hơi có cùng quy cách, cùng mẻ đúc và cùng được nhiệt luyện trong một lò thì các mẫu thử kéo và thử uốn được chọn theo yêu cầu qui định ở Bảng 7-A/4.26.
Bảng 7-A/ 4.25 Thử kéo
Cấp ống
Ký hiệu
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ giãn dài (%)
(L = 5,65![]() )
)
Độ co thắt
(%)
Cấp 1
BH - 1
≥ 205
≥ 410
≥ 24
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp 2
BH - 2
≥ 225
≥ 450
≥ 23
≥ 40
Cấp 3
BH - 3
≥ 205
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 22
≥ 40
Cấp 4
BH - 4
≥ 205
≥ 410
≥ 21
≥ 40
Cấp 5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 205
≥ 410
≥ 21
≥ 40
Cấp 6
BH - 6
≥ 205
≥ 410
≥ 21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích :
Nếu mẫu thử được cắt vuông góc với hướng cán, thì giá trị giới hạn chảy và giới hạn bền kéo phải là giá trị nêu ở Bảng trên, và độ giãn dài được giảm 5% so với giá trị nêu ở Bảng trên. Trị số độ co thắt có thể giữ lại trong hồ sơ để tham khảo.
3. Nếu hai đầu của ống góp nồi hơi được bịt lại nhờ rèn thì cuống thử có kích thước thích hợp có thể được cắt ra từ đầu mở của ống trước khi mang đi rèn. Trong trường hợp này, các cuống thử phải được nhiệt luyện với thân ống ở trong cùng một lò.
4. Nếu cuống thử được cắt từ ống góp nồi hơi có hình tròn, v.v..., cần phải thử làm bẹp thì cuống thử phải được cắt từ thân ống trước khi mang đi nhiệt luyện. Sau khi được làm bẹp, cuống thử phải được nhiệt luyện cùng với thân ống ở trong cùng một lò, hoặc cuống thử phải được cắt từ các kết cấu sau khi đã được nhiệt luyện và làm bẹp ở trạng thái nguội. Những cuống thử này phải được nhiệt luyện ở nhiệt độ từ 600oC đến 650oC nhằm làm mất đi những chỗ biến dạng do bị làm bẹp và những mẫu thử phải được cắt từ các cuống thử này.
5. Mẫu thử kéo và mẫu thử uốn phải phù hợp với những yêu cầu tương ứng nêu trong Bảng 7-A/ 2.1 và Bảng 7-A/ 2.4.
4.4.7. Dung sai chiều dày
Dung sai chiều dày của ống thép là ± 12,5%. Tuy nhiên, qui định về dung sai chiều dày này có thể không áp dụng cho phần bịt kín của ống góp trên phần mặt cắt tròn hoặc vuông, các góc bên của ống góp vuông và ống gấp.
4.4.8. Chất lượng
Ống góp nồi hơi phải có chất lượng đồng nhất và không bị khuyết tật có hại.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp ống
Số lượng mẫu thử
Cấp 1 và Cấp 2
Một bộ cho mỗi đoạn ống : dài từ 3.000 mm trở lên
Một bộ cho mỗi 3 đoạn ống : dài từ 2.000 mm đến 3.000 mm
Một bộ cho mỗi 5 đoạn ống : ngắn hơn 2.000 mm
Cấp 3 và Cấp 6
Một bộ từ mỗi đầu của đoạn ống : dài từ 3.000 mm trở lên
Một bộ cho mỗi đoạn ống : ngắn hơn 3.000 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nói chung, việc đóng dấu ống góp nồi hơi phải phù hợp với qui định ở 4.1.9.
4.5. Ống thép dùng ở nhiệt độ thấp
4.5.1. Phạm vi áp dụng
1. Những qui định ở 4.5 được áp dụng cho ống thép liền và ống thép hàn điện trở có chiều dày không lớn hơn 25 mm làm việc ở nhiệt độ dưới 0oC trên tàu chở xô khí hóa lỏng (sau đây, trong 4.5 gọi là “ống thép”).
2. Ống thép có chiều dày lớn hơn 25 mm đều phải tuân theo yêu cầu riêng của Đăng kiểm.
3. Ống thép có đặc tính khác với qui định ở 4.5 phải tuân theo qui định ở 1.1.1-2.
4.5.2. Cấp của ống thép
Ống thép được phân thành 6 cấp như đưa ra ở Bảng 7-A/ 4.27.
4.5.3. Khử ôxy và thành phần hóa học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 4.27 Cấp của ống và thành phần hóa học (%)
Cấp ống
Khử ôxy
C
Si
Mn
P
S
Ni
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắng hoàn toàn và xử lý hạt mịn
≤ 0,25
≤ 0,35
≤ 1,35
≤ 0,035
≤ 0,035
-
LPB
≤ 0,18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,60
≤ 0,035
≤ 0,035
-
LPC
≤ 0,18
≤ 0,35
≤ 1,60
≤ 0,035
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
LP2
≤ 0,19
0,10 ÷ 0,35
≤ 0,90
≤ 0,035
≤ 0,035
2,00 ÷ 2,60
LP3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,10 ÷ 0,35
0,03 ÷ 0,60
≤ 0,030
≤ 0,030
3,20 ÷ 3,80
LP9
≤ 0,13
0,10 ÷ 0,35
≤ 0,90
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,030
8,50 ÷ 9,50
Chú thích:
Nếu cần thiết, những thành phần hợp kim khác với trong Bảng có thể được bổ sung.
4.5.4. Nhiệt luyện
Ống thép phải được nhiệt luyện theo qui định ở Bảng 7-A14.28.
Bảng 7-A/ 4.28 Nhiệt luyện và tính chất cơ học
Cấp ống
Nhiệt luyện
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử uốn
Thử độ dai va đập
Giới hạn chảy hoặc giới hạn chảy qui ước
Giới hạn bền kéo
Độ giãn dài (%)
(L = 5,65![]() )
)
Bán kính trong của chỗ uốn
Góc uốn
Nhiệt độ thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(N/mm2)
(N/mm2)
L
T
6 lần đường kính ngoài của ống
90o
(oC)
(J)(4)
LPA
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 205
≥ 380
≥ 26
≥ 19
-40(5)
≥ 27
LPB
-50(5)
LPC
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
LP2
≥ 2,45
≥ 450
≥ 20
≥ 14
-70
≥ 34
LP3
-95
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thường hóa kép và ram, hoặc tôi và ram
≥ 520
≥ 690
≥ 15
≥ 11
-196
≥ 41
Chú thích:
(1) L (hoặc T) biểu hiện đường tâm dọc của mẫu thử được bố trí song song (hoặc vuông góc) với hướng cán lần cuối.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(3) Nếu mẫu thử kéo phần không có dạng ống được cắt ra từ ống hàn điện trở thì phải cắt ở chỗ không có đường hàn.
(4) Nếu năng lượng hấp thụ của hai mẫu thử trở lên nhỏ hơn so với năng lượng hấp thụ trung bình tối thiểu hoặc năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% giá trị yêu cầu, thì mẫu thử coi như không đạt.
(5) Nhiệt độ thử độ dai va đập ống thép quy định ở Phần 8 -D phải thấp hơn so với nhiệt độ thiết kế là 5oC hoặc bằng -20oC lấy số nào thấp hơn.
4.5.5. Tính chất cơ học
1. Tính chất cơ học của ống thép phải phù hợp với những yêu cầu sau :
(1) Thử kéo
Ống thép phải được thử kéo và phải có tính chất cơ học thỏa mãn yêu cầu qui định ở Bảng 7-A/ 4.28.
(2) Thử độ dai va đập
Ống thép phải được thử độ dai va đập thỏa mãn yêu cầu qui định ở Bảng 7-A/ 4.28.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử làm bẹp của ống thép phải được tiến hành theo qui định ở 4.2.5-1(3), với giá trị e lấy bằng 0,08. Đối với ống thép có đường kính ngoài bằng 50 mm và nhỏ hơn thì thử uốn qui định dưới đây có thể thay cho thử làm bẹp ống.
(4) Thử uốn
Mẫu thử có mặt cắt hình tròn được cắt ra từ đầu ống có đủ chiều dài phải chịu được uốn nguội đến giá trị như qui định ở Bảng 7-A/ 4.28 mà không có vết nứt hoặc có khuyết tật trên thành ống.
Ngoài ra, ống thép hàn điện trở phải được uốn với đường hàn đặt ở phía ngoài của phần bị uốn.
(5) Thử thủy lực
Tất cả các ống thép đều phải được thử thủy lực và phải thỏa mãn yêu cầu qui định ở 4.2.5-1(4).
2. Khi Đăng kiểm thấy cần thiết, có thể phải tiến hành thử bổ sung ngoài những yêu cầu ở -1 trên.
4.5.6. Chọn mẫu thử
(1) Một ống mẫu thử phải được chọn ra từ mỗi lô ống có số lượng 50 hoặc phần dư ra của 50 ống này được đúc trong cùng mẻ, có cùng quy cách, cùng cấp ống và được nhiệt luyện trong cùng một lô hàng với cùng một thời gian.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(3) Một bộ gồm ba mẫu thử độ dai va đập phải được cắt ra từ một ống mẫu theo qui định ở Hình 7-A/ 4.3. Ngoài ra, đối với ống hàn điện trở, một bộ gồm ba mẫu khác phải được cắt ra từ phần có đường hàn như qui định ở Hình 7-A/ 4.4. Mẫu thử độ dai va đập phải phù hợp với qui định ở Bảng 7-A/ 2.5.
Hình 7-A/4.3 Vị trí chọn mẫu thử độ dai va đập cắt từ ống liền hoặc ở những chỗ không thuộc đường hàn từ ống làm bằng phương pháp hàn điện trở
Hình 7-A/ 4.4 Vị trí chọn mẫu thử độ dai va đập cắt từ phần có đường hàn của ống hàn bằng phương pháp điện trở
4.5.7. Dung sai kích thước
Dung sai đường kính ngoài và chiều dày thành ống thép phải tuân theo qui định ở Bảng 7-A/ 4.29.
Bảng 7-A/ 4.29 Dung sai đường kính ngoài và chiều dày thành ống(1)
Loại ống
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dung sai đường kính ngoài
Chiều dày thành ống t (mm)
Dung sai chiều dày thành ống
Ống liền đúc nóng
D <50
± 0,5 mm
t < 4
±0,5mm
50 ≤ D < 160
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
160 ≤ D < 200
± 1,6 mm
t ≥ 4
±12,5%
D ≥ 200
± 0,8%(2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ống liền cán nguội và ống làm bằng phương pháp hàn điện trở
D < 40
± 0,3 mm
t < 2
± 0,2 mm
D ≥ 40
±0,8%(2)
t ≥ 2
± 10%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Đối với ống thép liền đúc nóng dung sai về chiều dày thành ống không được vượt quá 20% chiều dày thành ống. Tuy nhiên, đối với ống có chiều dày thành nhỏ hơn 5,6 mm không yêu cầu áp dụng chú thích này.
(2) Đối với ống có đường kính ngoài bằng và lớn hơn 350 mm, chu vi có thể được xem như là cơ sở đối với dung sai đường kính ngoài ống. Trong trường hợp này, dung sai là ± 0,5 %.
4.5.8. Chất lượng
Ống thép phải có chất lượng đồng nhất và không bị khuyết tật có hại.
4.5.9. Thử bổ sung trước khi loại bỏ
1. Nếu thử cơ tính được tiến hành với những mẫu thử chọn lần đầu (trừ thử độ dai va đập) mà không đạt yêu cầu thì có thể tiến hành thử bổ sung theo qui định ở 1.4.4.
2. Thử bổ sung các mẫu thử độ dai va đập có thể được tiến hành theo yêu cầu ở 3.1.10-3.
4.5.10. Đóng dấu
Nói chung, việc đóng dấu vào ống thép phải được tiến hành theo qui định ở 4.2.9 và nếu có áp dụng chú thích (5) ở Bảng 7-A/ 4.28 thì phải đóng thêm vào sau các ký hiệu chữ “ T ” (Thí dụ : LPA -25T)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.1.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 5.1 được áp dụng để chế tạo các sản phẩm thép đúc dùng ở phần thân tàu, trang thiết bị và hệ thống máy tàu, trừ loại thép qui định ở 5.2, 5.3 và 5.4.
2. Thép đúc có đặc tính khác với qui định ở 5.1, phải phù hợp với các yêu cầu qui định ở 1.1.1-2.
5.1.2. Qui trình chế tạo
1. Việc cắt bằng hơi hoặc dùng đục để loại bỏ đậu ngót hoặc ba via phải được hoàn thành trước khi nhiệt luyện lần cuối. Khi xét đến thành phần hóa học và quy cách vật đúc, nếu thấy cần thiết có thể phải tiến hành nhiệt luyện từ trước.
2. Nếu vật đúc được nối với nhau bằng phương pháp hàn thì phải trình cho Đăng kiểm duyệt qui trình hàn trước khi hàn. Trong trường hợp này, Đăng kiểm có thể yêu cầu thử chứng nhận qui trình hàn.
3. Nếu được Đăng kiểm đồng ý, vật đúc có thể được sửa chữa bằng phương pháp hàn theo qui định ở 5.1.11.
4. Nếu bề mặt của thép đúc được làm cứng bằng điện cảm ứng, nitrat hóa, cán nguội hoặc phương pháp khác thì phải được Đăng kiểm duyệt.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép đúc được phân thành các loại như qui định ở Bảng 7-A/ 5.2.
5.1.4. Thành phần hóa học
1. Thép đúc phải có thành phần hóa học như qui định ở Bảng 7-A/ 5.1.
Bảng 7-A/ 5.1 Thành phần hóa học
Loại
Thành phần hóa học (%)
C
Si
Mn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
S
Cr
Mo
Thép đúc các bon
≤ 0,40
≤ 0,60
0,50 ÷ 1,60
≤ 0,040
≤ 0,040
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Thép đúc hợp kim thép
≤ 0,25
≤ 0,60
0,50 ÷ 0,80
≤ 0,030
≤ 0,030
≤ 1,50
≤ 1,20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thành phần các nguyên tố còn tại của thép đúc các bon không được vượt quá giới hạn sau đây : Cu tối đa 0,30 %; Ni tối đa 0,50% ; Mo tối đa 0,20% ; Cr tối đa 0,20%; (đối với mỗi lần giảm 0,01% các bon dưới mức qui định tối đa, mỗi lần tăng 0,04% Cr trên mức qui định tối đa, thì tổng số tăng hoặc giảm chỉ được phép đến tối đa là 0,40% so với tổng thành phần).
(2) Thành phần các nguyên tố còn lại của thép đúc hợp kim thép không được vượt quá giới hạn sau đây :
Cu: tối đa 0,50%; Tg : tối đa 0,1%; Ni: tối đa 0,50%
Tổng thành phần các nguyên tố còn lại không vượt quá 1,0%.
2. Đối với thép đúc các bon dùng trong kết cấu hàn, thành phần các bon nói chung phải không được vượt quá 23% và thành phần Mn không được vượt quá 0,8%, tùy theo tính hàn. Đối với thép đúc, mỗi lần giảm 0,01% các bon dưới mức qui định tối đa và tăng 0,04% Mn trên mức qui định tối đa thì tổng số tăng hoặc giảm chỉ được phép đến 1,0% của tổng thành phần. Thép đúc áp dụng yêu cầu này phải đánh thêm chữ “W” vào sau ký hiệu thép đúc.
3. Các nhà chế tạo có thể bổ sung thêm thành phần làm mịn hạt thích hợp, thí dụ như nhôm.
4. Nhà chế tạo phải tiến hành phân tích thành phần hóa học của mỗi mẻ đúc từ các gáo rót và trình kết quả cho Đăng kiểm.
5.1.5. Nhiệt luyện
1. Để đảm bảo việc làm mịn hạt được tốt, khử ứng suất dư và có được tính chất cơ học theo yêu cầu, thép đúc phải được ủ, thường hóa, thường hóa và ram hoặc tôi và ram trong các giai đoạn của quá trình chế tạo. Nhiệt độ ủ phải trên 550oC.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Lò dùng để nhiệt luyện phải có quy cách đủ để nung nóng đều thép đúc ở nhiệt độ theo yêu cầu. Lò phải được trang bị thiết bị có khả năng điều chỉnh và ghi nhiệt độ trong lò.
5.1.6. Tính chất cơ học
1. Tính chất cơ học của thép đúc phải phù hợp với những qui định ở Bảng 7-A/ 5.2.
2. Các giá trị trung gian trong Bảng 7-A/5.2 có thể được áp dụng nếu được Đăng kiểm chấp thuận. Trong trường hợp này, các giá trị được lấy theo phương pháp nội suy và các phần thập phân lớn hơn 0,5 phải được làm tròn thành 1 mà không cần để ý đến các số sau.
Bảng 7-A/ 5.2 Tính chất cơ học của thép đúc
Loại
Cấp thép
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(L = 5,65![]() )
)
Độ co thắt (%)
Thép đúc các bon
SC42
≥ 205
≥ 410
≥ 24
≥ 38
SC46
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 450
≥ 22
≥ 29
SC49
≥ 240
≥ 480
≥ 20
≥ 27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCA45
≥ 245
≥ 440
≥ 22
≥ 40
SCA49
≥ 275
≥ 480
≥ 17
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCA56
≥ 340
≥ 550
≥ 16
≥ 35
5.1.7. Thử tính chất cơ học
1. Việc thử tính chất cơ học của thép đúc phải được tiến hành theo các yêu cầu qui định ở Chương 2.
2. Khi thử kéo đối với các mẫu thử được chọn đầu tiên không đạt, có thể tiến hành thử bổ sung như qui định ở 1.4.4.
5.1.8. Chọn mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Số lượng mẫu thử được lấy theo qui định từ (1) đến (4) dưới đây :
(1) Thép đúc :
Trừ khi Đăng kiểm có qui định khác, một mẫu thử kéo phải được cắt từ mỗi vật đúc. Trong trường hợp một vật đúc (khi nhiệt luyện, sau đây gọi là “khối lượng”) có khối lượng lớn hơn 10 tấn thì phải được cắt hai mẫu thử.
(2) Nếu khối lượng vật đúc bằng 1 tấn và nhỏ hơn thì một mẫu thử phải được cắt ra từ mỗi nhóm vật đúc ở cùng một mẻ và được nhiệt luyện đồng thời trong cùng một lò luyện. Trường hợp vật đúc trong nhóm có tổng khối lượng lớn hơn 2 tấn thì phải cắt hai mẫu thử.
(3) Nếu nhiều vật đúc được đúc trong cùng một mẻ có quy cách và hình dạng giống nhau và mỗi vật đúc có khối lượng nhỏ hơn 500 kg thì có thể đúc cuống thử theo yêu cầu của Đăng kiểm viên mà không cần để ý đến qui định ở -1 và -2 trên. Trong trường hợp như vậy, một mẫu thử phải cắt ra từ mỗi cuống thử. Những cuống này phải được nhiệt luyện đồng thời với thân vật đúc trong cùng lò.
(4) Trường hợp vật đúc không cùng mẻ đúc và thép đúc không được hòa trộn trước khi rót thì phải lấy một mẫu thử kéo từ mỗi mẻ đúc mà không cần thực hiện những yêu cầu ở (1) hoặc (2) nói trên.
3. Mẫu thử phải được cắt ra từ vật mẫu có chiều dày không nhỏ hơn 30 mm.
5.1.9. Kiểm tra bề mặt và kiểm tra kích thước
1. Khi hoàn thành công việc nhiệt luyện và gia công, phải kiểm tra bề mặt vật đúc vào thời điểm thích hợp trong khi gia công.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Nhà chế tạo phải có trách nhiệm kiểm tra kích thước vật đúc.
5.1.10. Kiểm tra không phá hủy
1. Vật đúc phải được tiến hành kiểm tra không phá hủy như yêu cầu ở (1) và (2) sau đây :
(1) Kiểm tra bằng siêu âm :
(a) Vật đúc dùng làm sống đuôi, sống bánh lái hoặc những phần quan trọng khác của kết cấu thân tàu và các vật đúc qui định ở 2.2.1-1 Phần 3 - TCVN 6259 - 3 : 2003, phải được kiểm tra bằng siêu âm vào thời điểm thích hợp trong quá trình chế tạo. Kết quả kiểm tra phải trình cho Đăng kiểm xem xét.
(b) Khả năng hoạt động của các thiết bị kiểm tra bằng siêu âm phải đảm bảo hiệu quả như khi kiểm tra vật đúc lớn.
(c) Cán bộ kiểm tra bằng siêu âm phải có đủ trình độ chuyên môn và kinh nghiệm để kiểm tra vật đúc.
(2) Kiểm tra bằng từ tính :
Những phần quan trọng của vật đúc phải được kiểm tra bằng từ tính tại thời điểm thích hợp trong quá trình chế tạo. Tại các bề mặt gia công có thể được kiểm tra bằng phương pháp thẩm thấu chất lỏng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(b) Thép đúc yêu cầu kiểm tra bằng từ tính hoặc thẩm thấu chất lỏng qui định ở 2.2.1-1 Phần 3 TCVN- 6259-3.
(c) Chân vịt.
(d) Vỏ tuabin.
2. Đăng kiểm có thể chấp nhận phương pháp thử không phá hủy khác nếu thấy thỏa mãn để thay cho phương pháp thử nêu ở -1 trên.
3. Đăng kiểm có thể yêu cầu kiểm tra không phá hủy bằng phương pháp chụp ảnh phóng xạ, kiểm tra bằng siêu âm, kiểm tra bằng từ tính hoặc kiểm tra bằng phương pháp thẩm thấu chất lỏng không chỉ đối với vật đúc nêu ở -1 trên mà còn kiểm tra đối với các vật đúc khác, khi thấy cần thiết.
4. Những bộ phận của vật đúc được sử dụng trong kết cấu hàn, phải được kiểm tra bằng phương pháp không phá hủy, nếu Đăng kiểm thấy cần thiết.
5.1.11. Sửa chữa khuyết tật
1. Trường hợp kiểm tra không phá hủy phát hiện thấy khuyết tật có hại cho mục đích sử dụng của vật đúc thì phải loại bỏ khuyết tật đó bằng cách mài, v.v...
Sau khi loại bỏ khuyết tật, phải tiến hành kiểm tra không phá hủy lại để đảm bảo rằng khuyết tật đã được loại bỏ hoàn toàn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Nếu vật đúc có khuyết tật được loại bỏ và được sửa chữa bằng phương pháp hàn, thì trước khi thi công, mức độ sửa chữa, qui trình hàn và phương pháp nhiệt luyện phải được Đăng kiểm duyệt.
4. Phải xác nhận rằng những chỗ được sửa chữa bằng phương pháp hàn không còn khuyết tật có hại qua kiểm tra không phá hủy.
5.1.12. Đóng dấu
1. Thép đúc đã thỏa mãn các yêu cầu thử phải được đóng dấu phù hợp với yêu cầu ở 1.5.1. Đối với thép đúc áp dụng các yêu cầu đưa ra ở 5.1.6-2 thì trị số tương ứng với độ bền kéo qui định phải được sử dụng vào dấu hiệu của cấp thép. (Thí dụ : nếu độ bền kéo qui định là 430 N/mm2 thì phải ghi “SC44”).
2. Cấp của vật liệu, tên nhà chế tạo hoặc nhãn mác khác phải được đúc hoặc đóng chìm vào tất cả vật đúc. Ngoài ra, còn phải đóng chìm số mẻ và số thứ tự thử trên tất cả vật đúc có khối lượng lớn hơn 250 kg. Dấu hiệu của Đăng kiểm chứng tỏ rằng vật đúc thỏa mãn yêu cầu của Qui phạm phải được đóng chìm gần những nhãn mác nói trên.
5.1.13. Những yêu cầu bổ sung đối với trục khuỷu
1. Nếu trục khuỷu bán ghép của động cơ đi-e-den được làm bằng thép đúc, phải trình cho Đăng kiểm duyệt qui trình chế tạo trục.
2. Nếu áp dụng phương pháp chế tạo đặc biệt để làm giảm kích thước của trục khuỷu theo qui định ở 3/2.3.1-1, phải tiến hành thử sơ bộ theo hướng dẫn của Đăng kiểm.
5.2. Thép đúc dùng chế tạo xích
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Những yêu cầu qui định ở 5.2 được áp dụng cho thép đúc dùng chế tạo xích cấp 2, cấp 3, maní, mắt xoay, v.v..., và tất cả các cấp xích trừ xích cấp 1 qui định ở Phần 7-B (sau đây, trong 5.2 gọi là “thép đúc”).
2. Thép đúc có đặc tính khác với yêu cầu qui định ở 5.2 phải phù hợp với yêu cầu qui định ở 1.1.1-2.
5.2.2. Cấp của thép đúc
Thép đúc được phân thành 5 cấp đưa ra ở Bảng 7-A/ 5.3
Bảng 7-A/ 5.3 Cấp của thép đúc
Cấp thép
Áp dụng
Thép đúc cấp 2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xích cấp 2
Thép đúc cấp 3
SCC10
Xích cấp 3
Thép đúc cấp R3
SCCR3
Xích cấp R3
Thép đúc cấp R3S
SCCR3S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép đúc cấp R4
SCCR4
Xích cấp R4
5.2.3. Nhiệt luyện
1. Vật đúc phải được ủ, tôi và ram hoặc nhiệt luyện theo qui trình đã được Đăng kiểm duyệt.
2. Vật đúc được nung nóng cục bộ hoặc phải qua gia công nguội sau khi nhiệt luyện phải khử ứng suất dư theo phương pháp đã duyệt.
3. Việc cắt bằng hơi hoặc đục bỏ đậu ngót và ba via của vật đúc phải được hoàn thành trước khi nhiệt luyện lần cuối cùng.
5.2.4. Thành phần hóa học
Thành phần hóa học của thép đúc phải được Đăng kiểm duyệt.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Tính chất cơ học của thép đúc phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 5.4.
Bảng 7-A/ 5.4 Tính chất cơ học
Cấp thép
Thử kéo
Thử độ dai va đập (1)
Giới hạn chảy hoặc giới hạn chảy qui ước (2) (N/mm2)
Giới hạn bền kéo (2) (N/mm2)
Độ giãn dài (%)
(L = 5d)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(%)
Nhiệt độ thử
(oC)
Năng lượng hấp thụ trung bình (J)
SCC50
≥ 295
490 ÷ 690
≥ 22
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SCC70
≥ 410
≥ 690
≥ 17
≥ 40
0
≥ 60
SCCR3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 690
≥ 17
≥ 50
- 20 (3)
≥ 40 (3)
SCCR3S
≥ 490
≥ 770
≥ 15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 20 (3)
≥ 45 (3)
SCCR4
≥ 580
≥ 860
≥ 12
≥ 50
- 20
≥ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Nếu năng lượng hấp thụ của hai mẫu thử trở lên trong một bộ mẫu thử nhỏ hơn trị số năng lượng hấp thụ trung bình tối thiểu theo qui định hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% trị số năng lượng hấp thụ trung bình tối thiểu theo qui định thì cuộc thử coi như không đạt.
(2) Tỷ số của giới hạn chảy và giới hạn bền kéo của thép SCCR2, SCCR3S và SCCR4 tối đa phải là 0,92.
(3) Thử độ dai va đập của thép cấp SCCR3 và SCCR3S có thể được tiến hành ở nhiệt độ 0oC, nếu được Đăng kiểm chấp nhận. Trong trường hợp này, năng lượng hấp thụ trung bình tối thiểu phải không nhỏ hơn 60J đối với thép cấp SCCR2 và không nhỏ hơn 65J đối với thép cấp SCCR3S.
5.2.6. Chọn mẫu thử
1. Một vật mẫu phải được cắt ra từ những vật đúc có cùng kích thước ở trong cùng một mẻ nhiệt luyện và cùng mẻ đúc. Trong trường hợp này, vật mẫu có thể được đúc ghép cùng với thân của vật đúc và vùng tương tự.
2. Một mẫu thử kéo và một bộ mẫu thử độ dai va đập (3 mẫu) phải được lấy từ vật mẫu qui định ở -1 trên. Tuy nhiên, đối với thép đúc cấp 2, không yêu cầu phải lấy mẫu thử độ dai va đập .
3. Mẫu thử kéo và mẫu thử độ dai va đập phải được cắt ra từ vật mẫu theo hướng dọc tại vị trí bằng 1/6 đường kính kể từ mặt ngoài hoặc càng gần vị trí này càng tốt (xem Hình 7-A/ 3.2).
4. Mẫu thử kéo phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 2.1 và mẫu thử độ dai va đập phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 2.5.
5.2.7. Kiểm tra bề mặt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.8. Chất lượng thép đúc
Thép đúc phải có chất lượng đồng nhất và không có khuyết tật có hại.
5.2.9. Kiểm tra không phá hủy
1. Tất cả các thép đúc cấp SCCR3, SCCR3S và SCCR4, phải được kiểm tra bằng siêu âm ở giai đoạn thích hợp trong quá trình sản xuất và phải xác nhận chúng không có khuyết tật có hại.
2. Thép đúc cấp SCC50 và SCC70, có thể được yêu cầu thử bằng phương pháp kiểm tra không phá hủy thích hợp như kiểm tra siêu âm, nếu Đăng kiểm thấy cần thiết.
5.2.10. Sửa chữa khuyết tật
Nói chung việc sửa chữa khuyết tật của vật đúc phải được thực hiện phù hợp với những yêu cầu qui định ở 5.1.11.
5.2.11. Thử bổ sung trước khi loại bỏ
Nếu các mẫu thử kéo và thử độ dai va đập được chọn lần đầu để thử mà không đạt yêu cầu thì có thể được thử bổ sung theo yêu cầu qui định ở 3.6.9.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép đúc sau khi thỏa mãn các yêu cầu thử phải được đóng dấu kèm theo các dấu hiệu qui định ở 5.1.12.
5.3.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 5.3 được áp dụng cho thép không gỉ đúc dùng để chế tạo van và phụ tùng ống trong các hệ thống đường ống làm việc ở nhiệt độ thấp (từ - 165oC trở lên theo thiết kế) hoặc ở môi trường chịu ăn mòn (sau đây, trong 5.3 gọi là “thép đúc”).
2. Thép đúc có đặc tính khác với yêu cầu qui định ở 5.3, phải phù hợp với những yêu cầu qui định ở 1.1.1-2.
3. Ngoài những yêu cầu qui định ở 5.3, Đăng kiểm có thể còn đưa ra những yêu cầu bổ sung.
5.3.2. Cấp thép
Thép đúc được phân thành 7 cấp đưa ra ở Bảng 7-A/ 5.5.
Bảng 7-A/ 5.5 Cấp thép và thành phần hóa học của thép đúc không gỉ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thành phần hóa học (%)
C
Si
Mn
P
S
Ni
Cr
Mo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS13
≤ 0,08
≤ 2,00
≤ 2,00
≤ 0,040
≤0,030
8,00 ÷ 11,00
18,00 ÷ 21,00
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS14
≤ 0,08
≤ 1,50
≤ 2,00
≤ 0,040
≤0,030
10,00 ÷ 14,00
17,00 ÷ 20,00
2,00 ÷ 3,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS16
≤ 0,030
≤ 1,50
≤ 2,00
≤ 0,040
≤0,030
12,00 ÷ 16,00
17,00 ÷ 20,00
2,00 ÷ 3,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS17
≤ 0,08
≤ 2,00
≤ 2,00
≤0,040
≤0,030
12,00 ÷ 15,00
22,00 ÷ 26,00
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS1 8
≤ 0,08
≤ 2,00
≤ 2,00
≤ 0,040
≤0,030
19,00 ÷ 22,00
23,00 ÷ 27,00
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS19
≤ 0,030
≤ 2,00
≤ 2,00
≤0,040
≤0,030
8,00 ÷ 12,00
17,00 ÷ 21,00
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS21
≤ 0,08
≤ 2,00
≤ 2,00
≤ 0,040
≤0,030
9,00 ÷ 12,00
18,00 ÷ 21,00
1,35 ≥ Nb + Ta ≥ 10 x C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nói chung, thép đúc phải được nhiệt luyện ở trạng thái rắn.
5.3.4. Thành phần hóa học
Thành phần hóa học của thép không gỉ phải thỏa mãn những yêu cầu qui định ở Bảng 7-A/ 5.5
5.3.5. Tính chất cơ học
1. Tính chất cơ học của thép đúc không gỉ khi thử kéo và thử độ cứng phải thỏa mãn yêu cầu qui định ở Bảng 7-A/ 5.6.
2. Ngoài những yêu cầu thử thông thường, Đăng kiểm có thể yêu cầu các dạng thử bổ sung, như thử độ dai va đập với rãnh khía chữ V hoặc thử tính chịu ăn mòn.
Bảng 7-A/ 5.6 Tính chất cơ học của thép đúc không gỉ
Cấp thép
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
HB
Giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
(L = 5,65![]() )
)
SCS13
≥ 185
≥ 440
≥ 26
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS14
≥ 185
≥ 440
≥ 26
SCS16
≥ 175
≥ 390
≥ 31
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS17
≥ 205
≥ 440
≥ 26
≤ 183
SCS18
≥ 185
≥ 440
≥ 26
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCS19
≥ 185
≥ 390
≥ 31
SCS21
≥ 205
≥ 440
≥ 26
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3.6. Chọn mẫu thử
1. Nếu vật đúc có khối lượng từ 500 kg trở lên, phải cắt một mẫu thử kéo và một mẫu thử độ cứng từ mỗi vật đúc.
2. Nếu số lượng vật đúc có hình dạng kích thước giống nhau, nhưng khối lượng mỗi vật đúc nhỏ hơn 500 kg, được đúc trong cùng một mẻ và được nhiệt luyện trong cùng một lò thì phải cắt ra hai mẫu thử kéo và hai mẫu thử độ cứng từ mỗi nhóm vật đúc này.
3. Mẫu thử độ cứng có thể là một phần của mẫu thử kéo.
4. Mẫu thử kéo phải phù hợp với những qui định ở Bảng 7-A/ 2.1.
5.4. Thép đúc dùng ở nhiệt độ thấp
5.4.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 5.4 được áp dụng cho thép đúc dùng để làm van, thiết bị đường ống làm việc ở môi trường nhiệt độ thấp (sau đây, trong 5.4 gọi là “thép đúc”).
2. Thép đúc, không qui định ở 5.4 hoặc thép đúc sử dụng cho các chi tiết không qui định ở -1 trên, phải thỏa mãn các yêu cầu qui định ở 1.1.1-2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4.2. Cấp của thép
Thép được phân thành 4 cấp như ở Bảng 7-A/ 5.7.
5.4.3. Nhiệt luyện
Thép đúc phải được thường hóa hoặc thường hóa và ram.
5.4.4. Khử ôxy và thành phần hóa học
Việc khử ôxy và thành phần hóa học của thép đúc phải tuân theo những yêu cầu qui định ở Bảng 7-A/ 5.7.
5.4.5. Tính chất cơ học
1. Tính chất cơ học của thép đúc phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 5.8.
2. Ngoài yêu cầu ở -1 trên, nếu thấy cần thiết, Đăng kiểm có thể yêu cầu thử bổ sung.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
Khử ôxy
C
Si
Mn
P
S
Ni
Mo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hạt mịn lắng hoàn toàn
≤ 0,30
≤ 0,60
≤ 1,00
≤ 0,035
≤ 0,035
—
—
LCB
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,60
0,50 ÷ 0,80
≤ 0,035
≤ 0,035
—
0,45 ÷ 0,65
LC2
≤ 0,25
≤ 0,60
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,030
≤ 0,030
2,00 ÷ 3,00
—
LC3
≤ 0,15
≤ 0,60
0,50 ÷ 0,80
≤ 0,030
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,00 ÷ 4,00
—
5.4.6. Chọn mẫu thử
1. Nếu vật đúc có khối lượng bằng 500 kg trở lên thì phải cắt một mẫu thử kéo và một bộ mẫu thử độ dai va đập từ mỗi vật đúc.
2. Nếu vật đúc có khối lượng nhỏ hơn 500 kg và có hình dạng và quy cách giống nhau, được đúc trong cùng một mẻ thì phải cắt hai mẫu thử kéo và hai bộ mẫu thử độ dai va đập từ mỗi nhóm vật đúc đã được nhiệt luyện đồng thời trong cùng một lò luyện.
3. Quy cách của mẫu thử kéo và mẫu thử độ dai va đập phải phù hợp với những qui định trong Bảng 7-A/ 2.1 và kích thước của mẫu thử độ dai va đập phải phù hợp với những qui định trong Bảng 7-A/ 2.5.
Bảng 7-A/ 5.8 Tính chất cơ học
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài
(%)
(L = 5d)
Độ co thắt
(%)
Nhiệt độ thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Năng lượng hấp thụ trung bình
(J)
LCA
≥ 245
≥ 450
≥ 21
≥ 35
-45(1)
≥ 27
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-60(1)
LC2
≥ 275
- 70
≥ 34
LC3
-95
Chú thích :
(1) Nhiệt độ thử độ dai va đập của thép đúc qui định trong Phần 8-D là thấp hơn 5oC so với nhiệt độ thiết kế hoặc - 20oC lấy nhiệt độ nào thấp hơn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4.7. Thử bổ sung trước khi loại bỏ
1. Nếu mẫu thử kéo được chọn đợt đầu để thử không đạt yêu cầu thì có thể tiến hành thử bổ sung theo yêu cầu qui định ở 1.4.4.
2. Thử bổ sung đối với thử độ dai va đập, phải được tiến hành theo yêu cầu qui định ở 3.1.10-3.
5.4.8. Đóng dấu
Việc đóng dấu vào thép đúc phải phù hợp với những yêu cầu qui định ở 5.1.12, và trong trường hợp áp dụng chú thích (1) Bảng 7-A/ 5.8 thì phải đóng thêm chữ “T” vào sau các ký hiệu qui định của mác thép. (Thí dụ : LCA - 25T).
5.5.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 5.5 được áp dụng cho gang xám đúc (sau đây gọi là “gang đúc”).
2. Gang đúc không đưa ra trong 5.5 phải áp dụng những yêu cầu đưa ra ở 1.1.1-2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các phương pháp cơ khí thích hợp như mài phải được sử dụng để loại bỏ các ba via khỏi gang đúc. Phương pháp cắt bằng nhiệt không được chấp nhận trừ khi sử dụng nó như là công đoạn gia nhiệt sơ bộ cho các phương pháp cơ khí.
5.5.3. Cấp của gang đúc
Gang đúc được phân thành các cấp như quy định ở Bảng 7-A/ 5.9
Bảng 7-A/5.9 Cấp và tính chất cơ học của gang đúc
Cấp vật liệu
Giới hạn bền kéo
CF 20
≥ 200
CF 25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CF 30
≥ 290
CF 35
≥ 340
Chú thích:
(1) Tiêu chuẩn đưa ra trong bảng này áp dụng cho vật mẫu thử cắt từ khối gang đúc được đúc riêng rẽ. Nếu vật mẫu thử được đúc liền với khối gang đúc thì tiêu chuẩn áp dụng do Đăng kiểm quy định.
5.5.4. Thành phần hóa học
Thành phần hóa học của gang đúc phải phù hợp để đạt được các đặc tính cơ học theo qui định. Nếu Đăng kiểm thấy cần thiết, Đăng kiểm có thể yêu cầu nhà chế tạo tiến hành phân tích từng mẻ đúc.
5.5.5. Nhiệt luyện
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.5.6. Tính chất cơ học
1. Tính chất cơ học của gang đúc phải phù hợp với các yêu cầu đưa ra ở Bảng 7-A/5.9.
2. Trị số trung gian giữa các trị số đưa ra trong Bảng 7-A/5.9 có thể được sử dụng nếu được Đăng kiểm chấp nhận. Trong trường hợp này, trị số phải được lấy theo phương pháp nội suy và làm tròn số, nếu số lẻ bằng hoặc lớn hơn 0,5 được lấy bằng 1, còn nếu nhỏ hơn 0,5 thì được bỏ qua.
5.5.7. Thử cơ tính
1. Thử cơ tính đối với gang đúc là thử kéo và phải được thực hiện phù hợp với các yêu cầu được đưa ra ở Chương 2.
2. Nếu thử kéo không đạt yêu cầu thì có thể tiến hành thử lại phù hợp với các yêu cầu đưa ra ở 1.1.4. Tuy nhiên trong trường hợp này các mẫu thử phải được cắt từ các vật mẫu thử khác.
5.5.8. Chọn mẫu thử
1. Phải sử dụng các vật mẫu thử gang đúc được đúc riêng rẽ.
2. Vật mẫu thử phải được đúc từ cùng một mẻ đúc vừa là một vật mẫu thử cho vật đúc trong khuôn của cùng loại vật liệu vừa là một vật mẫu thử cho các khuôn của vật đúc và không được gạn kim loại chảy từ khuôn đúc khi nhiệt độ kim loại đã giảm xuống dưới 500oC. Vật mẫu thử phải là kim loại dạng thanh có đường kính 30 mm và có chiều dài phù hợp. Nếu 2 hoặc 3 vật mẫu thử được đúc đồng thời ở trong một khuôn duy nhất thì các thanh thử này phải được cắt cách nhau không dưới 50 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Nếu Đăng kiểm không có qui định nào khác, thì mỗi một vật mẫu thử phải được cắt từ mỗi lô, ở đây một lô là vật đúc có trọng lượng dưới 2 tấn và gồm các vật đúc được rót từ một mẻ kim loại có kiểu và kích thước tương tự nhau. Nếu trọng lượng của từng vật đúc lớn hơn 2 tấn thì thì vật đúc đó được coi là một lô và phải cắt một vật mẫu thử của từng lô ấy.
(2) Cho dù có yêu cầu ở (1) nói trên, đối với cùng một loại gang đúc được rót liên tục thì một lô là khối lượng của một mẻ được rót liên tục trong 2 giờ. Trong trường hợp này, một vật mẫu thử phải được cắt ra từ một lô như vậy.
(3) Cho dù có yêu cầu ở (1) và (2) nói trên, nếu được Đăng kiểm chấp thuận, thì một lô có thể được rót trong khoảng thời gian lâu hơn hoặc có số lượng lớn hơn.
5.5.9. Kiểm tra bề mặt và kiểm tra kích thước
Phải tiến hành kiểm tra bề mặt và kiểm tra kích thước phù hợp với các yêu cầu đưa ra ở 5.1.9.
5.5.10. Kiểm tra không phá hủy
Đăng kiểm có thể yêu cầu kiểm tra không phá hủy đối với gang đúc, nếu cần thiết.
5.5.11. Chất lượng
1. Để được phép sử dụng, gang đúc không được có các khuyết tật có hại.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Nói chung, không cho phép sửa chữa các khuyết tật bằng phương pháp hàn.
5.5.12. Đóng dấu
Việc đóng dấu vào gang đúc phải phù hợp với những yêu cầu qui định ở 5.1.12
5.6. Gang đúc graphit mặt sần hoặc mặt cầu
5.6.1. Phạm vi áp dụng
1. Những yêu cầu này được áp dụng cho gang đúc graphit mặt sần hoặc mặt cầu (sau đây gọi là “Gang đúc”).
2. Gang đúc không đưa ra ở 5.6 phải phù hợp với các yêu cầu ở 1.1.1-2.
5.6.2. Phương pháp khắc phục khuyết tật
1. Các phương pháp cơ khí thích ứng như phương pháp mài được sử dụng để loại bỏ các bavia khỏi gang đúc. Phương pháp cắt bằng nhiệt không được chấp nhận trừ khi sử dụng nó như là công đoạn gia nhiệt sơ bộ cho các phương pháp cơ khí.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6.3. Cấp của gang đúc
Gang đúc được phân thành các cấp như qui định ở Bảng 7-A/5.10.
5.6.4. Thành phần hóa học
1. Thành phần hóa học của gang đúc phải phù hợp để đạt được các đặc tính cơ học theo qui định. Nếu thấy cần thiết, Đăng kiểm có thể yêu cầu Nhà chế tạo tiến hành phân tích từng mẻ đúc.
2. Nói chung sự phân bố các phần tử graphit của gang mặt sần hoặc gang mặt cầu ít nhất phải là 90%. Nếu thấy cần thiết, Đăng kiểm có thể yêu cầu xác nhận sự phân bố các phần tử graphit của gang mặt sần hoặc mặt cầu.
5.6.5. Nhiệt luyện
Nếu cần thiết, gang đúc có thể phải được nhiệt luyện một cách phù hợp. Gang đúc FCD 36S và FCD 41S phải qua nhiệt luyện.
5.6.6. Tính chất cơ học
1. Tính chất cơ học của gang đúc phải phù hợp với các yêu cầu đưa ra ở Bảng 7-A/5.10.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/5.10 Cấp và tính chất cơ học của gang đúc
Cấp của vật liệu
Thử kéo
Thử va đập (1)
Giới hạn bền kéo (N/mm2)
Giới hạn chảy qui ước(2) (N/mm2)
Độ dãn dài (%)
(L = 5,65![]() )
)
Nhiệt độ thử (oC)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
F D 37
≥ 360
≥ 235
≥ 17
-
-
FCD 40
≥ 390
≥ 255
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
FCD 45
≥ 440
≥ 285
≥ 10
-
-
FCD 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 325
≥ 7
-
-
FCD 60
≥ 590
≥ 370
≥ 3
-
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
FCD 70
≥ 680
≥ 420
≥ 2
-
-
FCD 80
≥ 780
≥ 480
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
-
FCD 36S
≥ 350
≥ 220
≥ 22
20
≥ 17 (14) (3)
FCD 41S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 250
≥ 18
20
14 (11)(3)
Chú thích:
(1) Tiêu chuẩn đưa ra trong bảng này được áp dụng cho vật mẫu thử cắt từ khối gang đúc được đúc riêng lẻ. Nếu sử dụng vật mẫu thử được đúc liền với khối gang đúc thì tiêu chuẩn sử dụng phải được Đăng kiểm chấp nhận.
(2) Giới hạn chảy qui ước đưa ra trong Bảng này được dùng để tham khảo.
(3) Nếu năng lượng hấp thụ của 2 mẫu thử trở lên trong bộ mẫu thử nhỏ hơn trị số năng lượng hấp thụ trung bình nhỏ nhất theo qui định hoặc nếu năng lượng hấp thụ của một mẫu thử riêng lẻ nhỏ hơn trị số chỉ ra trong ngoặc đơn trong bảng này thì cuộc thử coi như không đạt yêu cầu.
5.6.7. Thử tính chất cơ học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Nếu thử kéo không đạt yêu cầu thì có thể tiến hành thử lại phù hợp với các yêu cầu đưa ra ở 1.4.4. Tuy nhiên trong trường hợp này, các mẫu thử phải được cắt từ các vật mẫu thử khác.
3. Nếu như kết quả thử độ dai va đập không đạt yêu cầu, có thể tiến hành thử lại phù hợp với các yêu cầu đưa ra ở 3.1.10-3. Trong trường hợp này, các mẫu thử phải được cắt từ các vật mẫu thử khác.
5.6.8. Chọn mẫu thử
1. Mẫu thử gang đúc phải được cắt từ vật mẫu thử được đúc riêng lẻ.
2. Vật mẫu thử phải được đúc từ cùng một mẻ đúc vừa là vật mẫu thử cho vật đúc trong khuôn của cùng loại vật liệu vừa là một vật mẫu thử cho các khuôn của vật đúc và không được gạn kim loại chảy từ khuôn đúc khi nhiệt độ kim loại đã giảm xuống dưới 500oC. Qui cách và kích thước của vật mẫu phải phù hợp với yêu cầu của Đăng kiểm.
3. Một phần của mẫu thử kéo và một bộ mẫu thử va đập của gang đúc phải được cắt từ các vật mẫu thử sau đây:
(1) Nếu Đăng kiểm không có qui định đặc biệt nào khác thì mỗi vật mẫu thử phải được cắt từ mỗi lô, một lô ở đây là vật đúc có trọng lượng nhỏ hơn 1 tấn và chỉ gồm một khối gang đúc được rót ra từ một mẻ kim loại, với điều kiện là tất cả chúng phải có qui cách và kích thước tương tự nhau. Nếu trọng lượng của khối gang đúc riêng lẻ nhỏ hơn 2 tấn, thì nó cũng được coi là một lô và một vật mẫu thử phải được cắt ra từ mỗi một lô.
(2) Cho dù đã đưa ra yêu cầu ở (1) trên, đối với khối gang đúc lớn phải dùng đến 2 mẻ đúc trở lên thì cứ một mẻ đúc phải cắt một vật mẫu thử.
5.6.9. Kiểm tra bề mặt và kiểm tra kích thước
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6.10. Kiểm tra không phá hủy
Đăng kiểm viên có thể yêu cầu kiểm tra không phá hủy đối với gang đúc, nếu thấy cần thiết.
5.6.11. Chất lượng
1. Để được phép sử dụng, gang đúc không được có các khuyết tật có hại.
2. Các khuyết tật nhỏ ở bề mặt phải được loại trừ bằng cách mài cục bộ. Gang đúc có rỗ khí nhỏ có thể được khắc phục bằng phương pháp sửa chữa phù hợp, với điều kiện phải được Đăng kiểm chấp nhận trước:
3. Nói chung không cho phép sửa chữa các khuyết tật bằng phương pháp hàn.
5.6.12. Đóng dấu
Đóng dấu trên gang đúc phải phù hợp với các yêu cầu đưa ra ở 5.1.12.
5.7. Thép không gỉ dùng để đúc chân vịt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Những yêu cầu qui định trong 5.7 được áp dụng cho thép đúc không gỉ dùng để đúc chân vịt và cánh chân vịt (sau đây trong 5.7 gọi là thép đúc chân vịt).
2. Thép đúc chân vịt có đặc tính khác với qui định ở 5.7, phải phù hợp với những yêu cầu qui định ở 1.1.1-2.
5.7.2. Cấp thép
Thép đúc chân vịt được phân thành các cấp như qui định ở Bảng 7-A/5.11.
Bảng 7-A/5.11 Loại và cấp thép đúc chân vịt
Loại thép
Cấp thép
Thép đúc không gỉ mactensit Cấp 1 (12Cr- 1 Ni)
SCSP1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCSP2
Thép đúc không gỉ mactensit Cấp 3 (16Cr- 5Ni)
SCSP3
Thép đúc không gỉ austenit Cấp 4 (19Cr- 11Ni)
SCSP4
5.7.3. Thành phần hóa học
Thành phần hóa học của thép đúc chân vịt phải thỏa mãn các yêu cầu qui định trong Bảng 7-A/5.12.
5.7.4. Nhiệt luyện
Thép đúc không gỉ mactensit dùng để chế tạo chân vịt phải được tôi và ram. Thép đúc không gỉ austenit phải được nhiệt luyện trong dung môi.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cấp thép
Thành phần hóa học
C
Si
Mn
P
S
Ni
Cr
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCSP1
≤ 0,15
≤ 1,0
≤ 2,0
≤ 0,04
≤ 0,03
≤ 2,0
11,5-17,0
≤ 0,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,06
≤ 1,0
≤ 2,0
≤ 0,04
≤ 0,03
3,5-5,0
11,5-17,0
≤ 1,0
SCSP3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,0
≤ 2,0
≤ 0,04
≤ 0,03
3,5-6,0
15,0-17,5
≤ 1,5
SCSP4
≤ 0,12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 2,0
≤ 0,04
≤ 0,03
8,0-13,0
16,0-21,0
≤ 4,0
5.7.5. Tính chất cơ học
Tính chất cơ học của thép đúc chân vịt phải phù hợp với các yêu cầu qui định ở Bảng 7-A/5.13.
Bảng 7-A/5.13 Tính chất cơ học của thép đúc chân vịt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử kéo
Thử va đập(3)
0,2% Giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ dãn dài
(L = 5,65![]() )
)
Độ co thắt (%)
Năng lượng hấp thụ trung bình (J)
SCSP1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 590
≥ 15(4)
≥ 30
≥ 20
SCSP2
≥ 550
≥ 750
≥ 15(4)
≥ 35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SCSP3
≥ 540
≥ 760
≥ 15(4)
≥ 35
≥ 30
SCSP4
≥ 180(2)
≥ 440
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 40
≥ 20
Chú thích:
(1) Các yêu cầu qui định trong bảng này áp dụng cho các mẫu cắt trực tiếp từ chân vịt đúc. Nếu mẫu thử được cắt từ vật mẫu được đúc riêng rẽ, các yêu cầu thử sẽ do Đăng kiểm qui định trong từng trường hợp riêng.
(2) Trong trường hợp khi 10% giới hạn chảy qui ước được áp dụng, thì giới hạn chảy qui ước không được nhỏ hơn 205 N/mm2.
(3) Thử va đập chỉ phải yêu cầu đối với các chân vịt của các tàu mang ký hiệu cấp tàu phá băng. Nhiệt độ thử phải là - 10oC. Nếu năng lượng hấp thụ của 2 mẫu thử trở lên trong một bộ mẫu thử nhỏ hơn trị số năng lượng hấp thụ trung bình tối thiểu theo qui định hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% trị số năng lượng hấp thụ trung bình tối thiểu theo qui định, thì cuộc thử coi như không đạt.
(4) Đối với chân vịt của các tàu mang cấp ký hiệu tàu phá băng, độ dãn dài nhỏ nhất phải là 19%.
5.7.6. Tính chất cơ học
1. Thử kéo và thử va đập phải được thực hiện phù hợp với các yêu cầu qui định ở Chương 2 để xem xét các tính chất cơ học của thép đúc chân vịt.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.7.7. Chọn mẫu thử
1. Các mẫu thử đối với thép đúc chân vịt phải được cắt từ vật mẫu thử được đúc liền với chân vịt. Nếu các mẫu thử đúc riêng rẽ với thép đúc chân vịt thì phải được Đăng kiểm duyệt trước.
2. Các vật mẫu thử gắn trên các cánh chân vịt phải được đặt tại vị trí trong khoảng 0,5 đến 0,6R, ở đây R là bán kính chân vịt, và không được lấy ra khỏi vật đúc đến khi việc nhiệt luyện lần cuối đã được thực hiện. Việc lấy vật mẫu ra khỏi vật đúc phải được thực hiện bằng qui trình không sử dụng nhiệt.
3. Ít nhất một vật mẫu thử phải được thực hiện đối với vật liệu đại diện cho mỗi thép đúc chân vịt. Nếu các chân vịt có số lượng ít với cùng một qui cách và có đường kính nhỏ hơn 1m được đúc từ cùng một mẻ và được nhiệt luyện trong cùng một lò, qui trình thử cho một mẻ có thể được chọn sử dụng các vật mẫu thử được đúc riêng rẽ với các kích thước phù hợp. Trong trường hợp này ít nhất một vật mẫu thử phải được thực hiện đối với mỗi 5 vật đúc trong mẻ.
4. Thử cơ học phải được thực hiện gồm một mẫu thử đối với thử kéo và một bộ mẫu thử đối với thử va đập.
5.7.8. Kiểm tra bề mặt và kiểm tra kích thước
1. Thép đúc chân vị phải được kiểm tra trực quan khi đã gia công xong tại các vùng A, B, C theo Hình vẽ 7- A/7.1. Việc kiểm tra có thể được yêu cầu tại các công đoạn gia công tương ứng, nếu Đăng kiểm thấy cần thiết.
2. Nhà chế tạo phải có trách nhiệm kiểm tra kích thước thép đúc chân vịt. Khi thực hiện việc nắn các cánh chân vịt bị cong phải được sự phê duyệt trước của Đăng kiểm. Qui trình nắn phải được Đăng kiểm xem xét và phê duyệt.
5.7.9. Kiểm tra không phá hủy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Kiểm tra siêu âm hoặc chụp ảnh phóng xạ được yêu cầu, nếu Đăng kiểm thấy cần thiết.
5.7.10. Sửa chữa khuyết tật
1. Các khuyết tật có thể gây nguy hại tới sự sử dụng của thép đúc chân vịt trong quá trình hoạt động phải được loại bỏ bằng phương pháp mài, v.v ... và biến dạng của các vết lõm phải được mài nhẵn. Các vùng đã sửa chữa phải được thực hiện kiểm tra không phá hủy một cách thích ứng để đảm bảo rằng tất cả các khuyết tật đã được loại bỏ hoàn toàn thỏa mãn yêu cầu của Đăng kiểm viên.
2. Mối hàn sửa chữa đối với các phần mà khuyết tật đã bị loại bỏ phải phù hợp với các yêu cầu sau, tương ứng với các vùng để kiểm tra không phá hủy chỉ ra trong Hình 7-A/7.1:
(1) Các vùng nếu hàn sửa chữa cho phép, phải như sau:
Vùng A: hàn sửa chữa là không cho phép.
Vùng B : hàn sửa chữa phải được phê duyệt.
Vùng C: hàn sửa chữa là cho phép.
(2) Trước khi hàn sửa chữa đối với vùng B và vùng C đề cập trong mục (1) ở trên, phương án sửa chữa bao gồm các qui trình bàn, các loại vật liệu hàn, chuẩn bị mép hàn cho việc hàn sửa chữa sau khi loại bỏ khuyết tật và qui trình xử lý nhiệt phải được đệ trình và phê duyệt bởi Đăng kiểm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Các qui trình hàn phải được Đăng kiểm xét duyệt.
5.7.11. Đóng dấu
Thép đúc chân vịt sau khi thỏa mãn các yêu cầu thử phải được đóng dấu kèm theo các dấu hiệu qui định ở 5.1.12.
6.1.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 6.1 được áp dụng cho thép rèn dùng làm các bộ phận kết cấu thân tàu, trang thiết bị và máy móc theo qui định ở từng phần của Qui phạm và các thỏi thép cán làm trục hoặc bu lông (trừ thép rèn quy định trong 6.2, 6.3 và 6.4) (sau đây, trong 6.1 gọi là “thép rèn”).
2. Thép rèn có những đặc tính khác so với qui định ở 6.1 phải thỏa mãn những qui định ở 1.1.1-2.
6.1.2. Qui trình chế tạo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Phải để lượng dư đầu và đuôi vật rèn đủ để đảm bảo vật rèn không có sự phân tầng có hại.
3. Thép rèn phải được gia công nóng theo các biện pháp qui định trong Bảng 7-A/ 6.1 từ các thỏi thép được rèn hoặc cán hoặc được chế tạo bằng phương pháp kết hợp cả rèn và cán.
Bảng 7-A/ 6.1 Tỉ số rèn
Vật rèn
Gia công nóng
Vị trí
Tỉ số rèn (1)
Thép rèn làm trục
Chỉ rèn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
S = 3
Chỗ khác
S = 1,5
Rèn và cán
Thân
S = 5
Chỗ khác
S = 3
Thép rèn làm séc măng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
S = 3
Thép rèn làm đĩa
Chồn từ phôi (2)
—
U = 1/3
Chú thích:
(1) Tỉ số rèn phải được tính theo công thức sau đây :
![]() ,
, ![]()
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A : Diện tích mặt cắt trung bình của phôi gốc (m2)
a : Diện tích mặt cắt của phần sau khi rèn (m2)
L : Chiều dài trước khi chồn (m)
L1 : Chiều dài sau khi chồn (m)
(2) Trong những trường hợp khác, chồn đến 1/2U trở lên để tạo ra giá trị U, nói chung lấy trị số 1/3.
4. Thép rèn phải được gia công nóng dần đều đến mức tối đa có thể thực hiện được và phải được rèn đến khi có hình dạng và quy cách sao cho càng gần với yêu cầu càng tốt, để dòng kim loại có hướng tốt nhất trong việc tạo ứng suất khi sử dụng.
5. Thép rèn phải qua gia công nóng để tạo ra tỉ số rèn thỏa mãn. Tỉ số này không được nhỏ hơn giá trị qui định ở Bảng 7-A/ 6.1.
Tuy nhiên, những qui định này có thể được thay đổi theo yêu cầu của Đăng kiểm tùy theo qui cách và hình dạng cũng như mục đích sử dụng của thép rèn.
6. Nếu thép rèn phải qua quá trình làm cứng bề mặt, ví dụ làm cứng theo phương pháp cảm ứng, thấm nitơrát hoặc cán nén, thì những số liệu liên quan đến quá trình làm cứng phải được trình cho Đăng kiểm duyệt trước.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1.3. Cáp của thép rèn
1. Thép rèn được phân thành các cấp như ở Bảng 7-A/ 6.2.
Bảng 7-A/ 6.2 Tính chất cơ học
Loại
Cấp thép
Giới hạn bền kéo
Giới hạn chảy hoặc giới hạn chảy qui ước
Độ giãn dài
(%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ co thắt
Thử độ dai va đập
Năng lượng hấp thụ trung bình (J)
(%)
U4
U5
(N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L
T
L
T
L
T
L
T
Thép rèn các bon và thanh cán
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 400
≥ 200
≥ 26
≥ 19
≥ 50
≥ 35
—
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SF 45
≥ 440
≥ 220
≥ 24
≥ 18
≥ 50
≥ 35
—
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SF 50
≥ 490
≥ 245
≥ 22
≥ 16
≥ 45
≥ 30
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
—
SF 55
≥ 540
≥ 270
≥ 21
≥ 15
≥ 43
≥ 29
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
—
—
SF 60
≥ 590
≥ 295
≥ 19
≥ 13
≥ 40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
—
—
—
SF 65
≥ 640
≥ 320
≥ 17
≥ 12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 27
—
—
—
—
SF 70
≥ 680
≥ 340
≥ 16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 35
≥ 24
—
—
—
—
SF 75
≥ 730
≥ 365
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 11
≥ 35
≥ 24
—
—
—
—
SF 78
≥ 760
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 14
≥ 10
≥ 35
≥ 24
—
—
—
—
Thép rèn hợp kim thấp và thanh cán
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 590
≥ 410
≥ 18
≥ 14
≥ 50
≥ 35
≥ 41
≥ 24
≥ 35
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SFA 65
≥ 640
≥ 440
≥ 17
≥ 13
≥ 50
≥ 35
≥ 34
≥ 23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 23
SFA 70
≥ 680
≥ 470
≥ 16
≥ 12
≥ 46
≥ 31
≥ 32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 30
≥ 23
SFA 75
≥ 730
≥ 520
≥ 15
≥ 11
≥ 45
≥ 30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 21
≥ 30
≥ 22
SFA 80
≥ 780
≥ 570
≥ 14
≥ 10
≥ 42
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 32
≥ 20
≥ 30
≥ 22
SFA 85
≥ 830
≥ 620
≥ 13
≥ 9
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 27
≥ 29
≥ 19
≥28
≥ 21
SFA 90
≥ 880
≥ 670
≥ 13
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 40
≥ 27
≥ 27
≥ 18
≥ 26
≥ 20
SFA 95
≥ 930
≥ 720
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 8
≥ 36
≥ 25
≥ 26
≥ 17
≥ 25
≥ 19
SFA 100
≥ 980
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 12
≥ 8
≥ 35
≥ 24
≥ 25
≥ 16
≥ 25
≥ 18
SFA 105
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 840
≥ 11
≥ 7
≥ 35
≥ 24
≥ 23
≥ 14
≥ 24
≥ 16
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 1080
≥ 900
≥ 11
≥ 7
≥ 35
≥ 24
≥ 21
≥ 13
≥ 23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích:
(1) Chữ “L” và chữ “T” trong Bảng này biểu thị hướng của mẫu thử được lấy dọc hay ngang so với đường tâm trục của vật rèn.
(2) Mẫu thử độ dai va đập phải là loại U4 hoặc U5, như nêu ở 2.3.3 và có thể được dùng theo ý của Nhà chế tạo.
(3) Những yêu cầu đối với thép cácbon rèn trong Bảng này được áp dụng đối với thép đã được ủ, thường hóa, thường hóa và ram hoặc tôi và ram.
(4) Những yêu cầu đối với thép rèn hợp kim thấp được áp dụng đối với thép đã được ram và tôi. Nếu chúng được thường hóa và ram thì tính chất cơ học của thép phải được Đăng kiểm duyệt.
(5) Đối với thép rèn hợp kim thấp có đường kính ngoài (sau khi đã gia công bề mặt) vượt quá 400 mm, năng lượng hấp thụ khi thử độ dai va đập có thể được thay tùy thuộc vào qui định của Đăng kiểm.
6.1.4. Thành phần hóa học
1. Thép rèn phải có thành phần hóa học như đưa ra ở Bảng 7-A/ 6.3
2. Nếu thép các bon rèn được hàn trong quá trình đóng tàu thì thành phần các bon không được quá 0,23%, trừ khi được Đăng kiểm chấp thuận. Nếu thép các bon rèn thỏa mãn yêu cầu này thì trong ký hiệu phải thêm chữ “W” vào sau cùng ký hiệu của thép.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4. Nhà chế tạo phải tiến hành phân tích thành phần hóa học của mỗi mẻ rèn và kết quả phân tích phải được trình cho Đăng kiểm.
Bảng 7-A/ 6.3 Thành phần hóa học
Loại
Thành phần hóa học (%)
C
Si
Mn
P
S
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Cr
Mo
Thép rèn các bon
≤ 0,60
0,15 ÷ 0,45
0,30 ÷ 1,5
≤ 0,03
≤ 0,035
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
Thép rèn hợp kim thấp
≤ 0,50
0,15 ÷ 0,45
0,35 ÷ 1,00
≤ 0,03
≤ 0,030
≤ 3,50
≤ 3,50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích:
(1) Nếu áp dụng phương pháp đặc biệt để khử ôxy thì thành phần Si trong Bảng trên có thể được giảm đi.
(2) Hàm lượng Cu trong thép không được quá 0,3%.
6.1.5. Nhiệt luyện
1. Thép rèn phải được ủ, thường hóa hoặc thường hóa và ram hoặc tôi và ram ở từng giai đoạn thích hợp trong quá trình chế tạo sao cho đạt được độ mịn hạt yêu cầu, khử được ứng suất dư và phải đạt được những tính chất cơ học cần thiết. Nhiệt độ thường hóa của thép rèn không được thấp hơn 550oC.
2. Thép rèn qua các giai đoạn gia công nóng mà gây ra thay đổi mạng tinh thể kim loại hoặc tạo ra ứng suất dư sau khi nhiệt luyện thì phải được nhiệt luyện lại.
3. Thép rèn qua các giai đoạn gia công nguội mà gây ra ứng suất quá mức thì phải được khử ứng suất dư theo yêu cầu.
4. Nếu thép rèn phải qua quá trình làm cứng bề mặt, chẳng hạn thấm các bon, thì việc nhiệt luyện để phù hợp với việc làm cứng bề mặt phải được tiến hành tại giai đoạn thích hợp trong quá trình chế tạo.
5. Lò dùng nhiệt luyện phải có kích thước đủ để vật rèn nung nóng đều theo nhiệt độ yêu cầu. Lò luyện phải có dụng cụ có khả năng điều chỉnh và ghi được nhiệt độ.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Tính chất cơ học của thép rèn phải phù hợp với những yêu cầu ở Bảng 7-A/ 6.2.
2. Các giá trị trung gian ở Bảng 7-A/6.2 có thể được áp dụng, nếu Đăng kiểm chấp thuận. Trong trường hợp này, các giá trị phải được lấy theo phương pháp nội suy và phần lẻ lớn hơn 0,5 được làm tròn bằng 1.
3. Trừ khi có qui định khác, thử độ dai va đập phải được tiến hành ở nhiệt độ từ 18oC đến 25oC.
4. Hiệu số giữa giá trị lớn nhất và giá trị nhỏ nhất của giới hạn bền kéo không được lớn hơn 70 N/mm2 nếu hai mẫu thử trở lên được lấy ra từ một vật rèn, đối với thép rèn có qui định giới hạn bền nhỏ hơn 600 N/mm2 và không quá 100 N/mm2, đối với thép rèn có qui định giới hạn bền không nhỏ hơn 600 N/mm2.
5. Khi tiến hành thử vật liệu theo mẻ, Đăng kiểm viên có thể yêu cầu thử độ cứng cho mỗi loại vật liệu. Trong trường hợp này, hiệu số độ cứng giữa giá trị lớn nhất và nhỏ nhất của thép rèn trong cùng lô không được quá 20 HB, đối với thép rèn có qui định giới hạn bền nhỏ hơn 600 N/mm2 và không quá 30 HB đối với thép rèn có qui định giới hạn bền không nhỏ hơn 600 N/mm2.
6. Thử độ cứng bánh răng và vành răng phải phù hợp với các qui định ở 6.1.15-4.
6.1.7. Thử tính chất cơ học
1. Thử tính chất cơ học của thép rèn phải được tiến hành phù hợp với các yêu cầu qui định ở Chương 2.
2. Nếu thử kéo hoặc thử độ cứng không đạt yêu cầu thì có thể tiến hành thử lại phù hợp với các qui định ở 1.4.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1.8. Chọn mẫu thử
1. Trừ khi có qui định khác, sau khi hoàn thành nhiệt luyện mẫu thử, thép rèn phải được cắt ra theo chiều dọc vật rèn, kể từ phần có diện tích mặt cắt không nhỏ hơn diện tích mặt cắt của thân vật rèn. Tùy thuộc hình dạng của vật rèn mẫu thử cũng có thể phải cắt theo chiều ngang vật rèn, nếu thấy cần thiết.
2. Mẫu thử không được tách khỏi thân vật rèn trước khi nhiệt luyện lần cuối cùng kết thúc. Nếu thép rèn dùng vào mục đích đặc biệt cần phải qua quá trình làm cứng bề mặt, mẫu thử có thể được tách riêng tại thời điểm hợp lý, trước khi kết thúc nhiệt luyện lần cuối cùng, nếu được Đăng kiểm chấp thuận.
3. Số lượng mẫu thử phải tuân theo các qui định từ (1) đến (5) dưới đây :
(1) Nếu một vật rèn được nhiệt luyện có khối lượng từ 4 tấn trở lên (sau đây gọi là “khối lượng”) thì phải cắt một bộ mẫu thử từ hai đầu vật rèn.
(2) Nếu một vật rèn có khối lượng từ 500 kg đến 4 tấn thì một bộ mẫu thử được cắt ra từ một đầu vật rèn.
(3) Nếu nhiều vật rèn có hình dạng và kích thước giống nhau, mỗi vật có khối lượng từ 250 kg đến 500 kg được tạo ra từ cùng một phôi và được nhiệt luyện đồng thời thì một bộ mẫu thử được cắt ra từ mỗi ba vật rèn hoặc từ số dư của ba vật rèn.
(4) Nếu nhiều vật rèn có hình dạng và kích thước giống nhau, mỗi vật có khối lượng nhỏ hơn 250 kg, được tạo ra từ cùng một phôi và được nhiệt luyện đồng thời trong một lò thì một bộ mẫu thử được cắt ra từ một phôi.
(5) “Một bộ mẫu thử” có nghĩa là một mẫu thử kéo, nếu là thép rèn các bon, và một mẫu thử kéo và ba mẫu thử độ dai va đập, nếu là thép rèn hợp kim thấp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1.9. Kiểm tra bề mặt và kích thước
1. Khi nhiệt luyện và gia công lần cuối cùng đã hoàn thành, phải tiến hành kiểm tra bề mặt tại thời điểm thích hợp trong quá trình gia công, nếu cần thiết.
2. Nhà chế tạo phải có trách nhiệm kiểm tra kích thước của thép rèn.
6.1.10. Kiểm tra không phá hủy
1. Thép rèn phải được kiểm tra không phá hủy theo qui định ở (1) và (2) dưới đây :
(1) Kiểm tra siêu âm :
(a) Những loại thép rèn sau đây phải được kiểm tra bằng siêu âm trong giai đoạn chế tạo thích hợp và biên bản của những lần thử này phải trình cho Đăng kiểm.
(i) Trục lái và chốt trục lái;
(ii) Thép rèn qui định ở 2.2.1-1, Phần 3 ;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(iv) Bánh răng giảm tốc và trục bánh tăng giảm tốc ;
(v) Rôto, đĩa và cánh tua bin ;
(b) Máy siêu âm để thử thép rèn phải đảm bảo hoạt động có hiệu quả.
(c) Cán bộ thực hiện kiểm tra bằng siêu âm phải có đủ trình độ kỹ thuật và kinh nghiệm.
(2) Kiểm tra bằng từ tính hoặc phương pháp thẩm thấu chất lỏng :
Những bộ phận quan trọng sau đây của thép rèn phải được kiểm tra bằng từ tính hoặc bằng phương pháp thẩm thấu chất lỏng trong các giai đoạn chế tạo thích hợp.
(a) Thép rèn phải được thử từ tính hoặc kiểm tra bằng thẩm thấu chất lỏng theo yêu cầu qui định ở 2.2.1-1, Phần 3 ;
(b) Trục chân vịt;
(c) Bánh răng giảm tốc ;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Đăng kiểm có thể yêu cầu thử vết in lưu huỳnh đối với các vùng của bánh răng ở đó có các răng bị cắt.
3. Đăng kiểm có thể chấp nhận những phương pháp kiểm tra không phá hủy khác thay cho phương pháp thử qui định ở -1 và -2 trên, nếu xét thấy cần thiết.
4. Đăng kiểm có thể yêu cầu kiểm tra không phá hủy đối với thép rèn ngoài những qui định ở -1 trên, nếu thấy cần thiết.
5. Những bộ phận của thép rèn dùng trong kết cấu hàn phải được kiểm tra không phá hủy, nếu Đăng kiểm yêu cầu.
6.1.11. Sửa chữa khuyết tật
1. Trường hợp phát hiện thấy khuyết tật có hại cho mục đích sử dụng của thép rèn thì khuyết tật phải được loại bỏ bằng phương pháp mài, v.v...
2. Sau khi loại bỏ khuyết tật, phải tiến hành kiểm tra không phá hủy để đảm bảo rằng khuyết tật đã được loại bỏ hoàn toàn.
3. Thép rèn đã loại bỏ khuyết tật phải được Đăng kiểm viên chấp nhận.
4. Nói chung, rãnh khoét khi loại bỏ khuyết tật không được sửa chữa bằng phương pháp hàn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép thỏa mãn các yêu cầu thử phải được đóng dấu phân biệt phù hợp với yêu cầu ở 1.5.1. Đối với thép rèn áp dụng các yêu cầu qui định ở 6.1.6-2 thì trị số tương đương độ bền kéo qui định phải được sử dụng vào dấu hiệu chỉ cấp thép (thí dụ : Độ bền kéo qui định là 440 N/mm2, “SF45” phải được ghi lên mác).
6.1.13. Yêu cầu bổ sung đối với trục khuỷu
1. Nếu trục khuỷu đặc có đường kính bằng 250 mm và lớn hơn được chế tạo bằng phương pháp rèn, thì thông thường phải nhiệt luyện sau khi phần khuỷu được gia công gần tới hình dạng hoàn chỉnh. Trong trường hợp này, một bộ mẫu phải được cắt ra từ mỗi đầu trục.
2. Nếu trục khuỷu đặc, trục khuỷu bán ghép và má trục khuỷu ghép hoàn toàn được chế tạo theo qui trình đặc biệt thì phải được tiến hành thử sơ bộ theo chỉ dẫn của Đăng kiểm kể cả qui trình chế tạo cũng như chọn mẫu thử.
3. Nếu qui trình chế tạo đặc biệt được chấp nhận để giảm kích cỡ của trục khuỷu theo qui định ở 2.3.1-1 Phần 3, thì phải tiến hành thử sơ bộ theo chỉ dẫn của Đăng kiểm
6.1.14. Yêu cầu bổ sung đối với Rôto tuabin
1. Mẫu thử rôto tua bin phải được cắt theo qui định ở (1) và (2) dưới đây :
(1) Nếu rôto tua bin có khối lượng lớn hơn 3 tấn thì một bộ mẫu thử dọc phải được cắt ra từ mỗi đầu thân trục và một bộ mẫu thử ngang phải được cắt ra theo hướng tiếp tuyến với thân rôto. (Xem hình 7-A/ 6.1)
(2) Nếu khối lượng rô to tua bin bằng 3 tấn và nhỏ hơn thì một bộ mẫu thử dọc phải được cắt từ một đầu thân trục và một bộ mẫu thử ngang phải được cắt theo hướng tiếp tuyến.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 7-A/ 6.1 Chọn mẫu thử đối với rôto tua bin
2. Đối với mỗi đĩa tua bin, một bộ mẫu thử ngang phải được cắt ra theo hướng tiếp tuyến từ phần củ rôto (xem Hình 7-A/6.2).
Hình 7-A/ 6.2 Chọn mẫu thử đối với đĩa tua bin
3. Rôto tua bin rèn đặc dùng làm máy chính có nhiệt độ hơi nước vào lớn hơn 400oC phải được thử ổn định ít nhất một lần vào thời điểm thích hợp sau khi đã gia công thô hoặc nhiệt luyện. Yêu cầu này cũng áp dụng đối với rôto được lắp ghép theo phương pháp hàn. Trước khi thử ổn định, Đăng kiểm sẽ quyết định phương pháp thử.
6.1.15. Yêu cầu bổ sung đối với bánh răng giảm tốc
1. Bánh răng dùng làm bánh răng giảm tốc phải phù hợp với những yêu cầu qui định ở từ (1) đến (4) dưới đây :
(1) Nếu đường kính sau khi đã gia công không lớn hơn 200 mm mà trên đó răng được cắt, thì một bộ mẫu thử dọc phải được cắt từ một đầu của cổ trục (xem Hình 7-A/ 6.3).
(2) (a) Nếu đường kính sau khi đã gia công lớn hơn 200 mm và khối lượng của một phôi mẫu quá 3 tấn, phải cắt bộ mẫu thử ngang từ mỗi đầu của phần tiếp giáp tại chỗ răng sẽ được cắt (xem Hình 7-A/ 6.4(A)). Trường hợp lấy mẫu thử gặp khó khăn do cấu tạo của cổ trục thì mẫu thử ngang có thể được cắt ra từ đầu cổ trục (xem Hình 7-A/ 6.4 (B)). Nếu đường kính đã gia công của cổ trục không lớn hơn 200 mm, có thể cắt một bộ mẫu thử dọc từ mỗi đầu cổ trục (xem Hình 7-A/ 6.4 (C).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(3) Nếu bánh răng được thiết kế có thân răng chìm trong trục, thì một bộ mẫu thử được cắt ngang theo phương tiếp tuyến từ đầu thân răng.
(4) Nếu có nhiều bánh răng, mỗi bánh răng nặng không quá 250 kg được chế tạo từ một phôi và được nhiệt luyện đồng thời, thì ít nhất cứ 2 bánh răng phải được cắt một bộ mẫu thử.
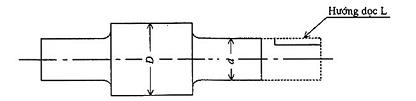
Hình 7-A/6.3 Chọn mẫu thử đối với bánh răng có đường kính đã gia công không lớn hơn 200 mm
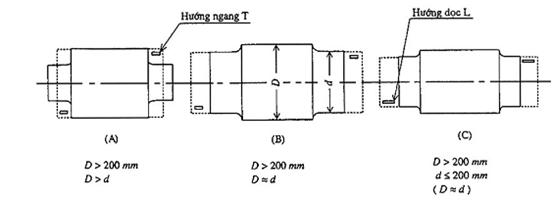
Hình 7-A/6.4 Chọn mẫu thử đối với bánh răng có đường kính đã gia công lớn hơn 200 mm
2. Vành răng dùng ở hộp giảm tốc và trục cam lai bánh răng động cơ Đi-e-den (xem 2.2.2-1 Phần 3) phải tuân theo các qui định từ (1) đến (3) dưới đây :
(1) Nếu đường kính sau khi đã gia công của một vành răng lớn hơn 2,5 m hoặc khối lượng của nó lớn hơn 3 tấn, thì phải lấy một bộ mẫu thử ngang từ mỗi đầu của vành răng ở vị trí hướng kính ngược nhau (xem Hình 7A/ 6.5). Nếu chiều rộng đã gia công của một vành răng không quá 1 m, thì một bộ mẫu thử có thể được lấy ra từ một trong hai đầu đường kính vành răng. Tính chất cơ học của vành răng phải phù hợp với những yêu cầu áp dụng trong trường hợp mẫu thử được lấy theo hướng song song với hướng rèn.
(2) Nếu khối lượng và đường kính đã gia công khác với qui định nêu ở (1) trên, thì một bộ mẫu thử có thể được lấy ra từ một đầu của vành răng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Nếu bánh răng hộp số cần được làm cứng bề mặt thì phải cung cấp cho Đăng kiểm những số liệu chi tiết có liên quan đến việc chế tạo và phải được Đăng kiểm duyệt qui trình thử trước khi công việc bắt đầu. Trong trường hợp này, nếu Đăng kiểm thấy cần thiết thì có thể phải tiến hành thử sơ bộ.
4. Các bánh răng đưa ra ở từ -1 đến -3 trên phải được thử độ cứng theo các qui định dưới đây :
(1) Bánh răng không cần làm cứng bề mặt
Phải tiến hành bốn lần thử độ cứng theo khoảng cách đều nhau xung quanh chu vi bánh răng trước khi gia công các răng. Nếu chiều rộng thân răng lớn hơn 500 mm, thử độ cứng phải được tiến hành ở mỗi đầu của phần răng đó.
(2) Bánh răng được làm cứng bề mặt
Khi việc làm cứng bề mặt đã hoàn thành, phải tiến hành thử độ cứng trên bề mặt của răng.
(3) Kết quả độ cứng đo được phải trình Đăng kiểm duyệt.
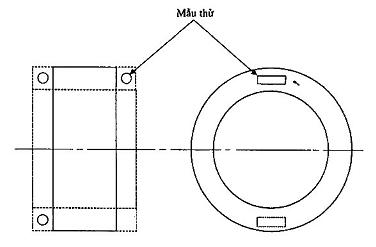
Hình 7-A/ 6.5 Chọn mẫu thử đối với vành răng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.2.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 6.2 được áp dụng cho thép rèn không gỉ dùng chế tạo van và các thiết bị đường ống làm việc ở nhiệt độ thấp (nhiệt độ thiết kế -165oC và lớn hơn) hoặc trong môi trường dễ ăn mòn (sau đây, trong 6.2 gọi là “thép rèn không gỉ”).
2. Thép rèn không gỉ có các đặc tính khác với qui định ở 6.2 phải tuân theo những yêu cầu qui định ở 1.1.1-2.
3. Đăng kiểm có thể đưa ra những yêu cầu bổ sung ngoài những qui định ở 6.2.
6.2.2. Qui trình chế tạo
Qui trình chế tạo thép rèn không gỉ phải như qui định ở 6.1.2.
6.2.3. Cấp của thép
Thép rèn được phân thành chín cấp như quy định ở Bảng 7-A/ 6.4.
6.2.4. Thành phần hóa học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.2.5. Nhiệt luyện
1. Nói chung thép rèn không gỉ phải được nhiệt luyện ở trạng thái rắn.
2. Thép rèn không gỉ làm việc trong môi trường nóng có thể thay đổi kết cấu tinh thể của kim loại hoặc tạo nên ứng suất dư sau khi nhiệt luyện phải được nhiệt luyện lại.
3. Thép rèn không gỉ làm việc trong môi trường lạnh gây nên độ co ngót quá mức của kim loại phải được khử ứng suất dư.
4. Lò dùng để nhiệt luyện phải có đủ độ lớn để nung nóng đồng đều thép rèn không gỉ đến nhiệt độ yêu cầu. Lò phải được trang bị cơ cấu có khả năng điều chỉnh và ghi lại nhiệt độ lò.
6.2.6. Tính chất cơ học
1. Tính chất cơ học của thép không gỉ phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 6.5. Khi áp dụng Bảng này, thép rèn không gỉ phải được nhiệt luyện trong môi trường dung dịch rắn.
2. Mặc dù đã có qui định ở -1 trên, có thể bỏ qua thử độ cứng đối với thép rèn không gỉ sử dụng để chế tạo van và phụ tùng ống trong hệ thống đường ống làm việc ở nhiệt độ thấp.
3. Nếu Đăng kiểm thấy cần thiết, có thể yêu cầu thử về độ bền của rãnh khía hoặc tính chống ăn mòn của thép bổ sung thêm vào các yêu cầu thử đã qui định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Thử tính chất cơ học đối với thép rèn không gỉ phải được tiến hành phù hợp với các yêu cầu đưa ra ở Chương 2.
2. Nếu như thử kéo và thử độ cứng không đạt yêu cầu thì có thể tiến hành thử lại phù hợp với các yêu cầu ở 1.4.4.
3. Hiệu số giữa trị số độ bền kéo lớn nhất và nhỏ nhất của hai hoặc nhiều mẫu thử được cắt ra từ cùng một vật thép rèn không gỉ không được lớn hơn 70 N/mm2.
4. Hiệu số giữa trị số độ cứng lớn nhất và nhỏ nhất đo được của thép rèn không gỉ trong cùng một lò không được lớn hơn 20 (HB).
Bảng 7-A/ 6.4 Cấp và thành phần hóa học của thép rèn không gỉ
Cấp thép
Thành phần hóa học (#>)
C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P
S
Si
Cr
Ni
Nguyên tố khác
SUSF304
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18,00 ÷ 20,00
8,00 ÷ 12,00
SUSF304L
≤ 0,03
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
18,00 ÷ 20,00
8,00 ÷ 12,00
—
SUSF309S
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
22,00 ÷ 24,00
12,00 ÷ 15,00
SUSF310S
≤ 0,08
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
19,00 ÷ 22,00
SUSF316
≤ 0,08
≤ 2,00
≤ 0,040
≤ 0,030
≤ 1,00
16,00 ÷ 18,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mo 2,00 ÷ 3,00
SUSF316L
≤ 0,03
16,00 ÷ 18,00
10,00 ÷ 14,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUSF317
≤ 0,08
18,00 ÷ 20,00
11,00 ÷ 15,00
Mo 3,00 ÷ 4,00
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,08
17,00 ÷ 19,00
9,00 ÷ 12,00
Ti ≥ 5 x C
SUSF347
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
17,00 ÷ 19,00
9,00 ÷ 13,00
Nb +Ta ≥ 10 x C
Bảng 7-A/ 6.5 Tính chất cơ học của thép rèn không gỉ
Cấp thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử độ cứng
Giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
(L
= 5,65![]() )
)
Độ co thắt (%)
HB
HRB
HV
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SUSF316L
≥ 175
≥ 450
≥ 37
≥ 50
≤ 187
≤ 90
≤ 200
Cấp của thép rèn khác
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 520
≥ 37
≥ 50
6.2.8. Chọn mẫu thử
1. Số lượng mẫu thử kéo phải được chọn theo yêu cầu qui định ở 6.1.8.
2. Mẫu thử kéo phải được cắt ra sao cho trục dọc của chúng song song với hướng rèn, nếu không có qui định nào khác.
3. Nếu việc thử được tiến hành theo qui định ở 6.1.8-3(3) hoặc (4), thì Đăng kiểm có thể yêu cầu tiến hành thử độ cứng cho mỗi vật rèn.
4. Mẫu thử kéo phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 2.1.
6.2.9. Kiểm tra bí mật và kiểm tra kích thước
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Kiểm tra kích thước của thép rèn không gỉ là trách nhiệm của nhà sản xuất.
6.2.10. Kiểm tra không phá hủy
1. Thép rèn không gỉ dùng để chế tạo trục chân vịt, v.v..., phải được kiểm tra không phá hủy phù hợp với các yêu cầu (1) và (2) dưới đây :
(1) Kiểm tra siêu âm
(a) Thép rèn không gỉ phải được kiểm tra siêu âm vào một giai đoạn thích hợp trong quá trình sản suất và biên bản thử phải trình cho Đăng kiểm viên xem xét.
(b) Đặc tính của thiết bị kiểm tra siêu âm phải tốt để thử thép rèn này.
(c) Cán bộ thực hiện kiểm tra siêu âm phải có đủ năng lực chuyên môn và kinh nghiệm để tiến hành thử thép rèn không gỉ.
(2) Phần quan trọng của thép rèn không gỉ phải được kiểm tra bằng chất thẩm thấu màu vào giai đoạn thích hợp trong quá trình sản xuất.
2. Thay cho phương pháp kiểm tra qui định ở -1 trên, Đăng kiểm có thể chấp nhận phương pháp kiểm tra không phá hủy khác nếu Đăng kiểm thấy phù hợp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sửa chữa khuyết tật của thép rèn không gỉ phải phù hợp với các yêu cầu qui định ở 6.1.11.
6.2.12. Đóng dấu
Việc đóng dấu vào thép rèn không gỉ phải phù hợp với các yêu cầu qui định ở 1.5.1.
6.3. Thép rèn dùng chế tạo xích
6.3.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 6.3 được áp dụng cho thép rèn dùng chế tạo các phụ kiện của xích như ma ní, mắt xoay, v.v..., qui định ở Phần 7-B (sau đây, trong 6.3 gọi là “thép rèn”).
2. Thép rèn có đặc tính khác với qui định ở 6.3 phải tuân theo các yêu cầu qui định ở 1.1.1-2.
3. Ngoài những yêu cầu qui định ở 6.3, Đăng kiểm có thể đưa ra những qui định bổ sung.
6.3.2. Cấp của thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 6.6 Cấp của thép rèn
Cấp thép
Phạm vi áp dụng
Thép rèn dùng chế tạo xích cấp 2
SFC50
Xích cấp 2
Thép rèn dùng chế tạo xích cấp 3
SFC70
Xích cấp 3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
SFCR3
Xích cấp R3
Thép rèn cấp R3S
SFCR3S
Xích cấp R3S
Thép rèn cấp R4
SFCR4
Xích cấp R4
6.3.3. Nhiệt luyện
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.3.4. Khử ôxy và thành phần hóa học
Việc khử ôxy và thành phần hóa học của mỗi cấp thép rèn phải tuân theo các qui định ở Bảng 7-A/ 6.7. Các nguyên tố khác với qui định ở Bảng 7-A/ 6.7 có thể được bổ sung thêm, nếu được Đăng kiểm chấp thuận đặc biệt.
Bảng 7-A/ 6.7 Khử ôxy và thành phần hóa học (%)
Cấp thép
Khử ôxy
C
Si
Mn
P
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Al(1)
SFC 50
Lắng hạt mịn
≤ 0,24
0,15 ÷ 0,55
≤ 1,60
≤ 0,035
≤ 0,035
≤ 0,020
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,36
0,15 ÷ 0,55
1,00 ÷ 1,90
≤ 0,035
≤ 0,035
≤ 0,020
SFCR3
SFCR3S
SFCR4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Với cấp SFCR4, thép phải có tối thiểu là 0,2 % Môlipđen.
Chú thích :
(1) Thành phần Al phải là tổng thành phần AI và có thể thay một phần bằng các nguyên tố làm mịn hạt khác.
6.3.5. Tính chất cơ học
Tính chất cơ học của mỗi loại cấp thép rèn phải phù hợp với những yêu cầu qui định ở Bảng 7-A/ 6.8.
6.3.6. Chọn mẫu thử
1. Tùy thuộc vào đường kính danh nghĩa của mắt xích thường được chế tạo từ thép rèn chọn ra một vật mẫu theo số lượng vật rèn qui định hoặc số dư của số lượng vật rèn qui định ấy đưa ra trong Bảng 7-A/ 6.9 đối với xích rèn cấp 2 và 3, và Bảng 7-A/ 6.10 đối với xích rèn cấp R3, R3S và R4. Nếu được Đăng kiểm chấp nhận riêng, vật mẫu có thể được lấy từ phần đại diện của thép rèn ở thời điểm thích hợp trong chế tạo, hoặc vật mẫu tách biệt được rèn đến tỷ số rèn tương đương với tỷ số rèn của thép rèn. Trong trường hợp này, vật mẫu phải được nhiệt luyện đồng thời với thép rèn.
2. Các mẫu thử từ một vật mẫu được chuẩn bị theo -1 trên phải được cắt sao cho chiều dài của nó song song với hướng rèn và phải bao gồm cả một mẫu thử kéo trong một bộ (3 mẫu) thử độ dai va đập. Tuy nhiên, đối với xích rèn cấp 2, không cần phải lấy mẫu thử độ dai va đập.
3. Các mẫu thử kéo và thử độ dai va đập phải được cắt từ vật mẫu theo hướng dọc tại độ cao bằng 1/6 đường kính kể từ mặt ngoài hoặc càng gần vị trí đó càng tốt (xem Hình 7-A/ 3.2).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 6.8 Tính chất cơ học
Cấp thép
Thử kéo
Thử độ dai va đập (1)
Giới hạn chảy hoặc giới hạn chảy qui ước
(N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
(L = 5d)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(%)
Nhiệt độ thử (oC)
Năng lượng hấp thụ trung bình
(J)
SFC 50
≥ 295
490 ÷ 690
≥ 22
—
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
—
SFC 70
≥ 410
≥ 690
≥ 17
≥ 40
0
≥ 60
SFCR3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 690
≥ 17
≥ 50
- 20 (3)
≥ 40(3)
SFCR3S
≥ 490
≥ 770
≥ 15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 20 (3)
≥ 45 (3)
SFCR4
≥ 580
≥ 860
≥ 12
≥ 50
- 20
≥ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Nếu năng lượng hấp thụ của hai mẫu thử trở lên trong bộ mẫu thử nhỏ hơn trị số năng lượng trung bình tối thiểu qui định hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% năng lượng hấp thụ trong bình tối thiểu, thì cuộc thử được coi như không đạt.
(2) Trị số đạt được của tỷ số giới hạn chảy chia cho giới hạn bền kéo đối với các cấp SFCR3, SFCR3S và SFCR4 không được lớn hơn 0,92.
(3) Thử độ dai va đập của các cấp SFCR3 và SFCR3S có thể được tiến hành ở nhiệt độ 0oC, nếu được Đăng kiểm chấp nhận. Khi đó, năng lượng hấp thụ trung bình tối thiểu phải không nhỏ hơn 60J đối với cấp SFCR3 và 65J đối với cấp SFCR3S
Bảng 7-A/ 6.9 Số lượng vật rèn để lựa chọn một vật mẫu cho xích cấp 2 và 3
Đường kính danh nghĩa d (mm) của các mắt xích thường thuộc thép rèn
Số lượng vật rèn cùng điều kiện nhiệt luyện
12,5 ≤ d ≤ 28
250
30 ≤ d ≤ 48
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50 ≤ d ≤ 68
75
70 ≤ d ≤ 98
50
100 ≤ d ≤ 162
25
Bảng 7-A/ 6.10 Số lượng vật rèn để lựa chọn một vật mẫu cho xích cấp R3, R3S và R4
Đường kính danh nghĩa d (mm) của mắt xích thường thuộc thép rèn
Số lượng vật rèn cùng điều kiện nhiệt luyện
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
75
75 ≤ d <100
50
100 ≤ d < 125
25
125 ≤ d < 150
20
150 ≤ d
15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Việc tiến hành kiểm tra bề mặt đối với các cấp thép phải chứng tỏ được rằng chúng không có khuyết tật có hại.
6.3.8. Kiểm tra không phá hủy
Đối với thép cấp SFCR3, SFCR3S và SFCR4, và tất cả các thép rèn phải được kiểm tra bằng siêu âm ở giai đoạn sản xuất thích hợp và phải chứng tỏ được rằng chúng không có khuyết tật có hại.
6.3.9. Thử bổ sung trước khi loại bỏ
Nếu mẫu thử kéo và mẫu thử độ dai va đập được chọn đầu tiên để thử mà không đạt yêu cầu, thì có thể tiến hành thử bổ sung theo qui định ở 1.4.4.
6.3.10. Đóng dấu
Thép rèn đã thỏa mãn các cuộc thử theo qui định phải được đóng dấu kèm theo các dấu hiệu phù hợp với qui định ở 1.5.1.
6.4. Thép rèn dùng ở nhiệt độ thấp
6.4.1. Phạm vi áp dụng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Thép rèn khác với qui định ở 6.4 hoặc dùng vào mục đính khác với qui định ở -1 trên phải tuân theo qui định ở 1.1.1-2.
3. Ngoài những qui định ở 6.4, Đăng kiểm có thể đưa ra những yêu cầu bổ sung.
6.4.2. Cấp của thép rèn
Thép rèn được phân thành 5 cấp như đưa ra ở Bảng 7-A/ 6.11.
Bảng 7-A/ 6.11 Cấp của thép rèn và thành phần hóa học (%)
Cấp thép
Khử ôxy
C
Si
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
P
S
Ni
Cr
Cu
AI
LFA
Hạt mịn lắng hoàn toàn
≤ 0,23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,10
—
—
—
—
LFB
≤ 0,20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 1,60
—
—
—
—
LFC
≤ 0,12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,55 ÷ 1,00
≤ 0,03
≤ 0,03
0,50 ÷ 0,95
0,50 ÷ 0,95
0,40 ÷ 0,75
0,04 ÷ 0,3
LF3
≤ 0,20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,90
3,25 ÷ 3,75
—
—
—
LF9
≤0, 10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,90
8,50 ÷ 9,60
—
—
—
6.4.3. Nhiệt luyện
Thép rèn phải được thường hóa và ram, tôi và ram hoặc thường hóa hai lần và ram.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Việc khử ôxy và thành phần hóa học của mỗi cấp thép phải theo qui định ở Bảng 7-A/ 6.11.
6.4.5. Tính chất cơ học
1. Tính chất cơ học của thép rèn phải phù hợp những yêu cầu qui định ở Bảng 7-A/ 6.12.
2. Nếu Đăng kiểm thấy cần thiết, thì có thể thử bổ sung ngoài các cuộc thử qui định ở điểm -1 trên.
Bảng 7-A/ 6.12 Tính chất cơ học
Cấp thép
Thử kéo
Thử độ dai va đập
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(N/mm2)
Độ giãn dài (%)
(L
= 5,65![]() )
)
Độ co thắt
(%)
Nhiệt độ thử (oC)
Năng lượng hấp thụ trung bình
(J)
LFA
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 410
≥ 23
≥ 40
- 40 (1)
≥ 27
LFB
≥ 275
≥ 490
≥ 20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
LFC
≥ 205
≥ 410
≥ 23
-60 (1)
LF3
≥ 275
≥ 490
≥ 23
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 95
≥ 34
LF9
≥ 520
≥ 680
≥ 19
≥ 45
- 196
≥ 41
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Nhiệt độ thử độ dai va đập đối với thép rèn qui định ở Phần 8-D là thấp hơn nhiệt độ thiết kế 5oC hoặc là -20oC lấy nhiệt độ nào thấp hơn.
(2) Nếu năng lượng hấp thụ của hai mẫu thử trở lên trong một bộ mẫu thử nhỏ hơn giá trị năng lượng hấp thụ trung bình tối thiểu theo qui định hoặc nếu năng lượng hấp thụ của một mẫu thử nhỏ hơn 70% giá trị năng lượng hấp thụ trung bình tối thiểu theo qui định thì việc thử coi như không đạt.
6.4.6. Chọn mẫu thử
1. Số lượng mẫu thử phải được chọn theo qui định ở 6.1.8.
2. Mẫu thử kéo và mẫu thử độ dai va đập phải được cắt sao cho đường tâm dọc của chúng song song với hướng rèn, trừ khi có các qui định khác.
3. Nếu việc thử được tiến hành như qui định ở 6.1.8-3(3) và (4), thì Đăng kiểm có thể yêu cầu thử độ cứng đối với mỗi vật rèn.
4. Quy cách và kích thước của mẫu thử phải thỏa mãn qui định tương ứng ở Bảng 7-A/ 2.1 và Bảng 7-A/ 2.5.
6.4.7. Thử bổ sung trước khi loại bỏ
1. Nếu mẫu thử kéo được chọn đầu tiên để thử mà không đạt yêu cầu thì có thể tiến hành thử bổ sung theo yêu cầu qui định ở 1.4.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4.8. Đóng dấu
Việc đóng dấu vào thép rèn phải phù hợp với qui định ở 6.1.12, trong trường hợp có áp dụng yêu cầu của chú thích (1) của Bảng 7-A/ 6.12 thì phải đóng thêm chữ “T” vào sau ký hiệu cấp. (Thí dụ : LFA - 25T).
7.1.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 7.1 được áp dụng cho các ống đồng và hợp kim đồng.
2. Các ống đồng và hợp kim đồng phải phù hợp với các yêu cầu qui định của TCVN tương ứng hoặc các tiêu chuẩn khác được Đăng kiểm công nhận là tương đương. Tuy nhiên, Đăng kiểm không yêu cầu thử để duyệt trong quá trình sản xuất.
3. Ống đồng và hợp kim đồng có đặc tính khác với qui định ở 7.1 phải tuân theo qui định ở 1.1.1-2.
7.1.2. Cấp của ống đồng và hợp kim đồng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 7.1 Loại và cấp của ống
Loại
Cấp
Ống đồng liền
Đồng dioxyt phophoric
C 1201, C 1220
Ống đồng liền hợp kim
Đồng thau
C 2600, C 2700, C 2800
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C 4430, C 6870, C 6871, C 6872
Đồng - niken dùng làm ống ngưng tụ
C 7060, C 7100, C 7150
7.1.3. Tính chất cơ học
Tính chất cơ học của ống đồng và ống hợp kim đồng phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 7.2.
Bảng 7-A/ 7.2 Tính chất cơ học
Loại
Cấp
Thử kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
( N/mm2)
Độ giãn dài
(%)
Ống đồng diôxyt phôtphoric liền
C 1201
C 1220
≥ 205
≥ 40
Ống đồng thau liền
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 275
≥45
C 2700
≥ 295
≥ 40
C 2800
≥ 315
≥ 35
Ống đồng liền dùng làm ống ngưng tụ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 315
≥ 30
C 6870
C 6871
C 6872
≥ 370(1)
≥ 40
≥ 350 (2)
≥ 40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C 7060
≥ 275
≥ 30
C 7100
≥ 315
≥ 30
C 7150
≥ 360
≥ 30
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1) Áp dụng đối với ống có đường kính ngoài từ 5 mm đến 50 mm.
(2) Áp dụng đối với ống có đường kính ngoài lớn hơn 50 mm đến 200 mm.
7.1.4. Thử và kiểm tra
Việc thử và kiểm tra ống đồng phải phù hợp với qui định ở của TCVN tương ứng. Việc thử và kiểm tra các ống có áp suất làm việc tối đa không quá 1 MPa có thể không cần có sự chứng kiến của Đăng kiểm viên.
7.2.1. Phạm vi áp dụng
1. Những yêu cầu qui định ở 7.2 được áp dụng cho hợp kim đồng đúc dùng để chế tạo chân vịt và cánh chân vịt (sau đây, trong 7.2 gọi là “đồng đúc chân vịt”).
2. Đồng đúc chân vịt có những đặc tính khác với các qui định ở 7.2 phải tuân theo các qui định ở 1.1.1-2.
3. Hợp kim đồng đúc dùng để chế tạo những chi tiết quan trọng khác với qui định ở -1 trên, phải phù hợp với qui định của TCVN hoặc các tiêu chuẩn khác tương đương. Trong trường hợp này, có thể không cần có sự chứng kiến của Đăng kiểm viên để thử và kiểm tra, trừ trường hợp có yêu cầu ghi trong hồ sơ thiết kế.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đồng đúc chân vịt được phân loại và cấp như ở Bảng 7-A/ 7.3.
Bảng 7-A/7.3 Loại và cấp
Loại
Cấp
Đồng thau mangan đúc - Cấp 1
HBsC 1
Đồng thau mangan-niken đúc - Cấp 2
HBsC 2
Đồng thau nhôm-niken đúc - Cấp 3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đồng thau nhôm-magan đúc - Cấp 4
AlBC 4
7.2.3. Nhiệt luyện
Nếu đồng đúc chân vịt được nhiệt luyện, trước khi nhiệt luyện qui trình cụ thể cho việc nhiệt luyện phải được trình cho Đăng kiểm duyệt.
7.2.4. Thành phần hóa học
Thành phần hóa học của đồng đúc chân vịt phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 7.4. Tuy nhiên, đồng đúc chân vịt cấp HBsC 1 và HBsC 2 còn phải tuân theo những qui định ở (1) hoặc (2) dưới đây :
(1) Thành phần kẽm tương đương xác định theo công thức dưới đây không được quá 45% :
Thành phần kẽm tương đương % = ![]()
Trong đó : A = Sn + 5Al - 0,5AMn - 0,1 Fe - 2,3Ni (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.2.5. Tính chất cơ học
Tính chất cơ học của đồng đúc chân vịt phải phù hợp với yêu cầu qui định ở Bảng 7-A/ 7.5.
Bảng 7-A/ 7.4 Thành phần hóa học (%)
Cấp
Cu
AI
Mn
Zn
Fe
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sn
Pb
HBsC 1
52 ÷ 62
0,5 ÷ 3,0
0,5 ÷ 4,0
35 ÷ 40
0,5 ÷ 2,5
≤ 1,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,5
HBsC 2
50 ÷ 57
0,7 ÷ 2,0
1,0 ÷ 4,0
33 ÷ 38
0,5 ÷ 2,5
2,5 ÷ 8,0
≤ 1,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AlBC 3
77 ÷ 82
7,0 ÷ 11,0
0,5 ÷ 4,0
≤ 1,0
2,0 ÷ 6,0
3,0 ÷ 6,0
≤ 0,1
≤ 0,03
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
70 ÷ 80
6,5 - 9,0
8,0 ÷ 20,0
≤ 6,0
2,0 ÷ 5,0
1,5 ÷ 3,0
≤ 1,0
≤ 0,05
Bảng 7-A/ 7.5 Tính chất cơ học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Giới hạn chảy hoặc giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%) (L = 5d)
HBsC 1
≥ 175
≥ 460
≥ 20
HBsC 2
≥ 175
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 20
AlBC 3
≥ 245
≥ 590
≥ 16
AlBC 4
≥ 275
≥ 630
≥ 18
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Thử cơ tính đối với đồng đúc chân vịt phải là thử kéo, và phải được thực hiện phù hợp với các yêu cầu qui định trong Chương 2 của phần này.
2. Nếu các mẫu thử kéo chọn đầu tiên thử không đạt yêu cầu thì có thể tiến hành thử bổ sung theo qui định ở 1.4.4. Các mẫu thử bổ sung phải được lấy từ cùng vật mẫu lấy các mẫu thử lần đầu hoặc từ các mẫu thử khác đại diện cho đồng đúc chân vịt.
7.2.7. Chọn mẫu thử
1. Các vật mẫu thử cho đồng đúc chân vịt phải được đúc riêng rẽ với đồng đúc chân vịt.
2. Vật mẫu thử phải được đúc trong khuôn với cùng vật liệu như khuôn đối với đồng đúc chân vịt và chúng phải được đúc dưới cùng điều kiện như đông đúc chân vịt. Hình dạng và kích thước của vật mẫu thử phải được Đăng kiểm duyệt.
3. Vật mẫu thử phải được đúc từ cùng một mẻ đúc sử dụng cho việc đúc chân vịt, ngoại trừ các trường hợp đặc biệt do Đăng kiểm yêu cầu. Nếu lượng mẻ đúc nhiều hơn 1 không được trộn trước khi rót sử dụng để đúc chân vịt, thì mỗi một mẻ đúc phải được lấy một vật mẫu thử.
4. Một mẫu thử phải được cắt ra từ mỗi vật mẫu thử.
7.2.8. Kiểm tra bề mặt và kiểm tra kích thước
1. Đồng đúc chân vịt phải được kiểm tra bề mặt ở giai đoạn chế tạo cuối cùng đối với các vùng A, B và C như chỉ ra trong Hình 7-A/7.1. Việc kiểm tra có thể cũng được yêu cầu tại các công đoạn trong quá trình gia công tương ứng, nếu cần thiết.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.2.9. Kiểm tra không phá hủy
1. Đồng đúc chân vịt phải được kiểm tra thẩm thấu thỏa mãn yêu cầu của Đăng kiểm.
2. Đăng kiểm có thể yêu cầu kiểm tra siêu âm hoặc chụp ảnh phóng xạ, nếu xét thấy cần thiết.
7.2.10. Sửa chữa khuyết tật
1. Trường hợp phát hiện thấy có khuyết tật trong đồng đúc chân vịt, khuyết tật có thể được tẩy bằng phương pháp mài, v.v.., và bề mặt của vết lõm phải nhẵn. Trong trường hợp này, phải tiến hành kiểm tra không phá hủy một cách thích hợp đối với vùng đã sửa chữa để đảm bảo rằng tất cả các khuyết tật đã bị loại bỏ hoàn toàn. Chân vịt sửa chữa xong phải được Đăng kiểm kiểm tra xác nhận trước khi đưa vào sử dụng.
2. Việc hàn sửa chữa chỗ khuyết tật đã được tẩy đi phải được thực hiện phù hợp với những qui định dưới đây tương ứng với các vùng kiểm tra không phá hủy chỉ ra trong Hình 7-A/7.1:
(1) Các vùng theo Hình 7-A/7.1 khi hàn sửa chữa được phép phải như sau:
- Không cho phép hàn sửa khuyết tật ở vùng A.
- Cho phép hàn sửa chữa khuyết tật ở vùng B, nếu được Đăng kiểm chấp nhận trước khi sửa.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Trước khi hàn sửa chữa vùng B và C trong trường hợp (1) trên, phương án sửa chữa bao gồm các qui trình hàn, vật liệu hàn, sự chuẩn bị mép hàn sau khi loại bỏ khuyết tật và qui trình xử lý nhiệt phải được Đăng kiểm duyệt.
(3) Phải tiến hành kiểm tra không phá hủy một cách thích hợp tại những chỗ hàn sửa chữa để đảm bảo rằng không còn khuyết tật tồn tại.
3. Các qui trình hàn dùng cho việc sửa chữa phải được Đăng kiểm chấp nhận.
7.2.11. Đóng dấu
Việc đóng dấu vào đồng đúc chân vịt phải phù hợp với yêu cầu qui định ở 5.1.12.
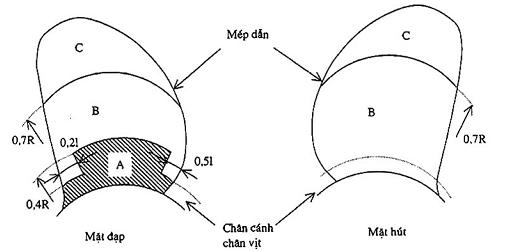
(a) Chân vịt không phải loại có góc nghiêng cánh lớn
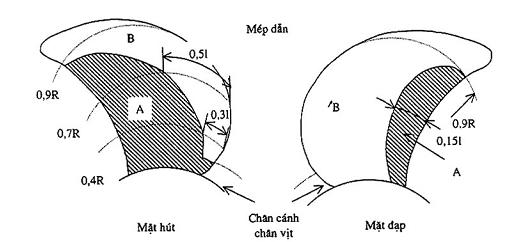
(b) Chân vịt có góc nghiêng cánh lớn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú thích:
(1) R: Bán kính chân vịt, l: Chiều dài dây cung tại bán kính bất kỳ.
(2) Chân vịt có góc nghiêng cánh lớn là chân vịt có góc nghiêng cánh lớn hơn 250.
(3) Diện tích bề mặt của củ được coi là vùng C đối với chân vịt đúc liên tục.
(4) Vùng qui định kiểm tra không phá hủy lại vùng chân của cánh chân vịt biến bước hoặc cánh chân vịt ghép và vùng củ của chân vịt biến bước phải được Đăng kiểm cho là thích ứng.
(5) Nếu sự phân bố ứng suất trên bề mặt cánh chân vịt được tính toán một cách cụ thể, thì các vùng qui định kiểm tra không phá hủy khác với hình đưa ra ở trên có thể được áp dụng, nếu được Đăng kiểm chấp nhận.
8.1.1. Phạm vi áp dụng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Các hợp kim nhôm có đặc tính khác với qui định ở 8.1 phải thỏa mãn các yêu cầu qui định ở 1.1.1-2.
8.1.2. Cấp của hợp kim nhôm
Hợp kim nhôm được chia thành các cấp như qui định ở Bảng 7-A/8.1.
Bảng 7-A/ 8.1 Cấp và phạm vi áp dụng của hợp kim nhôm
Loại sản phẩm
Cấp vật liệu
Nhôm tấm
5083P
5383P
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5754P
6061P
Nhôm hình
5083S
5086S
6005AS
6061S
6082S
8.1.3. Thành phần hóa học
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.1.4. Nhiệt luyện
Nhiệt luyện (sau đây được gọi là “điều kiện ram”) của hợp kim nhôm phải phù hợp với qui định ở Bảng 7-A/ 8.3.
8.1.5. Tính chất cơ học
1. Tính chất cơ học của hợp kim nhôm phải phù hợp với qui định ở Bảng 7-A/ 8.3.
2. Tính chất cơ học của hợp kim nhôm do ảnh hưởng nhiệt khi hàn phải phù hợp với qui định ở Bảng 6/ 4.4, Phần 6 - Hàn, Qui phạm phân cấp và đóng tàu biển vỏ thép.
3. Khi Đăng kiểm thấy cần thiết, có thể yêu cầu thử bổ sung ngoài những yêu cầu thử đã qui định phù hợp với phạm vi ứng dụng của chúng.
Bảng 7-A/ 8.2 Thành phần hóa học
Cấp vật liệu
Thành phần hóa học (%)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
Nguyên tố khác(1)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổng cộng
5083P
5083S
≤ 0,40
0,40 ÷ 1,0
4,0 ÷ 4,9
0,05 ÷ 0,25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,15
≤ 0,05
≤ 0,15
Còn lại
5383P
≤ 0,25
≤ 0,25
≤ 0,20
0,70÷1,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,25
≤ 0,40
5086P
5086S
≤ 0,40
≤ 0,50
0,10
0,20÷0,7
3,5÷4,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,25
5754P(2)
≤ 0,40
≤ 0,50
2,6÷3,6
≤ 0,30
≤ 0,20
6005AS(3)
0,50÷0,9
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,30
0,40÷0,7
≤ 0,10
6061P(3)
6061S(3)
0,40÷0,8
≤0,70
0,15÷40
≤0,15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,04÷0,35
≤ 0,25
≤ 0,15
6082S
0,70÷13
≤ 0,50
≤ 0,10
0,40 ÷ 1,0
0,60÷1,20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 0,20
≤ 0,10
Chú thích:
(1) Khi công nhận có sự hiện diện của các nguyên tố khác trong quá trình phân tích hàng ngày thì phải tiến hành phân tích tiếp chúng.
(2) 0,10 ≤ Mn + Cr ≤ 0,60.
(3) 0,12 ≤ Mn + Cr ≤ 0,50.
8.1.6. Chọn vật mẫu thử
1. Đối với vật mẫu thử nhôm tấm, một mẫu thử phải được cắt ra từ mỗi một lô, trừ khi Đăng kiểm có qui định khác.
Một lô nhôm tấm được tạo ra bởi:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Cùng một hợp kim và được đúc như nhau;
(3) Có cùng chiều dày;
(4) Được chế tạo bởi cùng một phương pháp;
(5) Đồng thời được đưa vào điều kiện ram như nhau.
Đối với tấm riêng lẻ hoặc các cuộn có trọng lượng lớn hơn 2000 kg mỗi cuộn, thì một lô được hiểu là một tấm hoặc một cuộn.
2. Đối với vật mẫu thử nhôm hình, trừ khi được Đăng kiểm qui định riêng, một mẫu thử phải được cắt từ một lô chế tạo nhôm hình:
(1) Không quá 1 tấn nếu trọng lượng định mức trên 1m là nhỏ hơn 1kg/m;
(2) Không quá 2 tấn nếu trọng lượng định mức trên 1 m là không nhỏ hơn 1kg/m và không lớn hơn 5 kg/m;
(3) Không quá 3 tấn nếu trọng lượng định mức trên 1m là lớn hơn 5 kg/m;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(5) Được chế tạo bởi cùng một phương pháp;
(6) Đồng thời được đưa vào điều kiện ram như nhau.
3. Vật mẫu được cắt tại vị trí 1/3 chiều rộng tính từ mép dọc của nhôm tấm hoặc ở trong dải từ 1/3 đến 1/2 khoảng cách từ mép đến tâm phần dày nhất của nhôm hình.
Bảng 7-A/ 8.3(a) Điều kiện ram và tính chất cơ học(1) (nhôm tấm)
Cấp vật liệu
Điều kiện ram(1)
Chiều dày t (mm)
Thử kéo
Giới hạn chảy qui ước (N/mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ giãn dài(3) (%)
(L=
5,65![]() )
)
t ≤ 50
≥ 125
275 ÷ 350
≥ 15
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
50 < t ≤ 80
120÷195
275 ÷ 345
≥ 14
0
80 < t ≤ 100
≥ 110
≥ 265
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
100 < t ≤ 120
≥ 260
≥ 12
120 < t ≤ 160
≥ 105
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5083P
160 < t ≤ 200
≥ 100
≥ 250
≥ 10
H111
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 125
275÷350
≥ 15
H112
t ≤ 50
≥ 275
≥ 10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H116
≥ 305
H32
≥ 215
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 9
H321
t ≤ 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
200÷295
285÷380
O
≥ 145
≥ 290
≥ 17
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H111
12,5 < t ≤ 50
H116
≥ 220
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 10
H321
O
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 100
240÷310
≥ 16
H111
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H112
t ≤ 12,5
≥ 125
≥ 250
≥ 8
5086P
12,5 < t ≤ 50
≥ 105
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H116
≥ 195
≥ 275
≥ 9
H32
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 185
275 ÷ 335
H321
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
O
t ≤ 50
≥ 80
190÷240
≥ 17
H111
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6061P
T6
t ≤ 6,5
≥ 245
≥ 295
8.1.7. Chọn mẫu thử
Mẫu thử kéo phải được cắt ra theo qui định từ (1) đến (4) dưới đây :
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Đối với nhôm tấm, trục dọc của mẫu thử phải được cắt ngang qua hướng cán. Tuy nhiên, nếu chiều rộng không đủ để cắt được mẫu thử ngang hoặc trong trường hợp hợp kim được tôi cứng bề mặt, thì hướng dọc của mẫu thử có thể được lấy song song với hướng cán.
(3) Đối với hợp kim nhôm hình (tiết diện hở), trục dọc của mẫu thử phải được lấy song song với hướng khuôn ép, đối với hợp kim nhôm hình (tiết diện kín), trục dọc của mẫu thử phải được lấy vuông góc với hướng khuôn ép. Nếu theo hướng yêu cầu kích thước của mẫu thử không đủ thì trục dọc của mẫu thử có thể được thay đổi.
(4) Đối với vật mẫu có chiều dày từ 40 mm trở xuống, trục dọc của mẫu thử phải được lấy ở khoảng cách bằng 1/2 chiều dày tính từ bề mặt. Đối với vật mẫu có chiều dày lớn hơn 40 mm, trục dọc mẫu thử phải được lấy ở vị trí khoảng 1/4 chiều dày tính từ một trong các bề mặt.
Bảng 7-A/ 83(b) Điều kiện ram và tính chất cơ học(1) (nhôm hình tiết diện hở)
Cấp vật liệu
Điều kiện ram(2)
Chiều dày t (mm)
Thử kéo
Giới hạn chảy qui ước (N/mm2)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ giãn dài(3) (%)
(L
= 5,65![]() )
)
5083S
O
t ≤ 50
≥ 125
≥ 270
≥ 12
50 < t ≤ 200
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
275-355
H111
t ≤ 50
≥ 110
≥ 270
H112
≥ 125
5086S
O
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 95
240-320
≥ 18
H111
H112
≥ 240
≥ 12
6005S
T5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 215
≥ 260
≥ 6
T6
6061S
T5
t ≤ 50
≥ 240
≥ 260
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
T6
6082S
T5
t ≤ 50
≥ 260
≥ 310
≥ 8
T6
Chú thích:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(2) Ký hiệu được sử dụng trong điều kiện ram như sau:
O: Ủ
H111: Nguyên công tôi.
H112: Như quá trình chế tạo.
H116: Nhiệt luyện để làm ổn định kim loại sau khi tôi.
H32: Nhiệt luyện để làm ổn định kim loại sau khi tôi.
H321: Nhiệt luyện để làm ổn định kim loại sau khi tôi.
T5: Nhiệt luyện tôi già nhân tạo sau khi nhiệt độ làm việc được nâng lên và sau đó được làm nguội.
T6: Nhiệt luyện tôi già nhân tạo sau khi xử lý dung dịch.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 7-A/ 8.3(c) Điều kiện ram và tính chất cơ học (nhôm hình tiết diện kín)
Cấp vật liệu
Điều kiện ram
Chiều dày t (mm)
Giới hạn chảy qui ước (N/mm2)
Giới hạn bền kéo (N/mm2)
Độ giãn dài (%)
(L=
5,65![]() )
)
6005AS
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
t ≤ 50
≥ 215
≥ 250
≥ 5
T6
6061S
T5
t ≤ 50
≥ 205
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≥ 4
T6
6082S
T5
t ≤ 50
≥ 240
≥ 290
≥ 5
T6
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Kiểm tra bề mặt và xác định kích thước là trách nhiệm của Nhà chế tạo.
2. Dung sai âm đối với chiều dày phải phù hợp với các yêu cầu đưa ra ở Bảng 7-A/8.4.
3. Trừ dung sai qui định ở -2 trên, dung sai kích thước còn lại do Đăng kiểm quyết định.
8.1.9. Chất lượng
1. Hợp kim nhôm phải có chất lượng đồng nhất và không có khuyết tật có hại bên trong và bề mặt làm tổn hại đến việc sử dụng của vật liệu.
2. Những khuyết tật nhỏ ở bề mặt có thể được loại bỏ bằng phương pháp mài nhẵn hoặc gia công sao cho chiều dày của vật liệu nằm trong giới hạn dung sai đưa ra ở Bảng 7-A/8.4.
8.1.10. Thử bổ sung trước khi loại bỏ
1. Khi thử mẫu thử kéo đầu tiên được lựa chọn không đạt yêu cầu, thì phải tiến hành thử bổ sung 2 mẫu thử lấy từ cùng vật mẫu thử trước. Nếu cả hai mẫu thử bổ sung đều thỏa mãn yêu cầu thì mẫu thử đã thử và các mẫu thử còn lại cắt từ cùng một lô có thể được chấp nhận.
2. Nếu một hoặc cả hai cuộc thử bổ sung trên không đạt yêu cầu thì mẫu thử này phải bị loại bỏ. Tuy nhiên, vật liệu còn lại từ cùng mẻ rót có thể được chấp nhận với điều kiện hai mẫu thử còn lại trong mẻ được lựa chọn theo phương pháp trên được thử có kết quả đạt yêu cầu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dày danh nghĩa
Chiều rộng danh nghĩa W (mm)
W < 1500
1500 ≤ W < 2000
1500 ≤ W ≤ 3500
t (mm)
Dung sai âm (mm)
3 ≤ t < 4
0,10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,15
4 ≤ t < 8
0,20
0,20
0,25
8 ≤ t < 12
0,25
0,25
0,25
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,35
0,40
0,50
20 ≤ t < 50
0,45
0,50
0,65
Bảng 7-A/8.4 (b) Dung sai âm đối với chiều dày danh nghĩa (nhôm hình tiết diện hở)
Chiều dày danh nghĩa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D < 250
250 ≤ D < 400
400 ≤ D
t (mm)
Dung sai âm (mm)
3 ≤ t < 6
0,25
0,35
0,40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,30
0,40
0,45
Bảng 7-A/8.4 (c) Dung sai âm đối với chiều dày danh nghĩa (nhôm hình tiết diện kín)
Chiều dày danh nghĩa t (mm)
Dung sai âm (mm)
3 ≤ t <6
0,25
6 ≤ t < 50
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.1.1. Đóng dấu
1. Hợp kim nhôm đã thỏa mãn các yêu cầu thử phải được đóng dấu phù hợp với các yêu cầu đưa ra ở 1.5.1. Trong trường hợp này dấu của điều kiện ram phải được đặt tiếp theo vào sau dấu của cấp vật liệu. Nếu hợp kim nhôm là thép hình, ký hiệu “-H” đối với hợp kim nhôm hình (tiết diện hở) hoặc “-S” đối với hợp kim nhôm hình (tiết diện kín) phải được đóng vào sau dấu của điều kiện ram, ví dụ “6005AS - T5 - H”
2. Nếu hợp kim nhôm áp dụng các tiêu chuẩn khác phù hợp với ghi chú (1) của Bảng 7-A/8.3, khi giới hạn chảy qui ước (YP) hoặc giới hạn bền kéo (TS) bị thay đổi thì giá trị thay đổi và ký hiệu “M” phải được đặt tiếp theo vào các ký hiệu như qui định ở -1 trên, ví dụ: 6005AS -T5 -S - YP200M.
MỤC LỤC
PHẦN 7A VẬT LIỆU
Part 7A Materials
1.1. Qui định chung
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1.3. Kiểm soát quá trình chế tạo vật liệu
1.4. Thử và kiểm tra
1.5. Đóng dấu mác thép và giấy chứng nhận thử
Chương 2 Mẫu thử và quy trình thử tính chất cơ học
2.1. Qui định chung
2.2. Mẫu thử
2.3. Qui trình thử tính chất cơ học
3.1. Thép cán dùng đóng thân tàu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.3. Thép cán tấm dùng chế tạo bình chịu áp lực
3.4. Thép cán dùng ở nhiệt độ thấp
3.5. Thép cán không gỉ
3.6. Thép cán tròn dùng chế tạo xích
3.7. Thép cán tròn dùng chế tạo nồi hơi
3.8. Thép cán tấm độ bền cao đã tôi và ram dùng cho kết cấu
3.9. Thép tấm có lớp phủ không gỉ
3.10. Những qui định bổ sung thép cán tấm dùng đóng thân tàu có chiều dày trên 50 mi-li-mét đến 100 mi-li-mét
3.11. Những qui định bổ sung về tính đồng nhất theo chiều dày của thép
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.1. Ống thép dùng chế tạo nồi hơi và thiết bị trao đổi nhiệt
4.2. Ống thép dùng chế tạo đường ống áp lực
4.3. Ống thép không gỉ
4.4. Ống góp nồi hơi
4.5. Ống thép dùng ở nhiệt độ thấp
Chương 5 Thép đúc
5.1. Thép đúc
5.2. Thép đúc dùng chế tạo xích
5.3. Thép đúc không gỉ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.5. Gang xám đúc
5.6. Gang đúc graphit mặt sần hoặc mặt cầu
5.7. Thép không gỉ dùng để đúc chân vịt
Chương 6 Thép rèn
6.1. Thép rèn
6.2. Thép rèn không gỉ
6.3. Thép rèn dùng chế tạo xích
6.4. Thép rèn dùng ở nhiệt độ thấp
Chương 7 Đồng và hợp kim đồng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.2. Hợp kim đồng đúc
Chương 8 Hợp kim nhôm
8.1. Hợp kim nhôm tấm và hình
PHẦN 7B TRANG THIẾT BỊ
Part 7B Equipment
Chương 1 Qui định chung
1.1. Qui định chung
Chương 2 Neo
2.1. Neo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.1. Xích
3.2. Xích dàn khoan
Chương 4 Cáp thép
4.1. Cáp thép
Chương 5 Cáp sợi
5.1. Cáp sợi
Chương 6 Bạt che khoang hàng
6.1. Bạt che khoang hàng
Chương 7 Cửa húp lô
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chương 8 Cửa sổ hình chữ nhật
8.1. Cửa sổ hình chữ nhật
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây