Tiêu chuẩn quốc gia TCVN 3229:2007 (ISO 1974 : 1990) về Giấy - Xác định độ bền xé (phương pháp Elmendorf)
Tiêu chuẩn quốc gia TCVN 3229:2007 (ISO 1974 : 1990) về Giấy - Xác định độ bền xé (phương pháp Elmendorf)
| Số hiệu: | TCVN3229:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN3229:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
gam – lực G 200 400 800 1600 3200 6400 |
Miliniutơn mN 2 000 4 000 8 000 16 000 32 000 64 000 |
Khoảng đo của tất cả các máy phải phù hợp với các qui định cơ bản ở trên, nhưng điều cần thiết thì máy sẽ chọn điều chỉnh khoảng đo cho vật liệu được thử.
Thang vạch đọc thông thường phù hợp với độ bền xé cho số tờ (thường là 4; 8; 16 hoặc 32). Khi thử cùng một lúc bốn tờ, như qui định trong phương pháp này, lấy số vạch đọc được nhân với 2,4 hoặc 8 để được độ bền xé, tính bằng miliniutơn như chỉ dẫn ở điều 10.
Kim đo, được lắp trên cùng trục của con lắc, có khả năng va chạm liên tục để dừng kim đo tại điểm cao nhất đạt được do chuyển động của con lắc.
Một phần của khung là đế để giữ cơ cấu thả của con lắc và có thể điều chỉnh được để kim dừng lại. Cơ cấu thả của con lắc là cách giữ con lắc ở vị trí được đưa lên và nhả nó ra không được có va chạm. Kim được điều chỉnh về số 0 của máy.
Dao cắt mồi lắp ở khoảng cách chỗ sẽ được xé sau khi cắt mồi là 43,0 mm ± 0,5 mm và khoảng cách trên ngàm kẹp và chỗ được xé cuối cùng là 4,0 mm ± 0,5 mm.
CHÚ THÍCH 9 Ở một số máy, ngàm kẹp sâu 15 mm và mẫu thử dài 63 mm. Trong trường hợp đó thì khoảng cách giữa ngàm kẹp và điểm bắt đầu được xé phải là 5,0 mm ± 0,5mm, mục đích là giữ cho đủ độ dài để xé.
A.2. Điều chỉnh và bảo dưỡng máy đo
Qui trình kiểm tra máy dưới đây để sử dụng cho từng tổ hợp của con lắc/khối lượng gia tăng.
A.2.1. Kiểm tra máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) kiểm tra hướng của con lắc có bị lệch không;
b) kiểm tra khoảng cách giữa hai kẹp là 2,8 mm ± 0,3 mm và các kẹp phải thẳng hàng khi con lắc ở vị trí ban đầu;
c) bảo đảm kim chỉ lực tác dụng không bị hư hỏng và được gắn ống bảo vệ cứng bọc ngoài;
d) kiểm tra dao cắt, nếu được lắp, đảm bảo lưỡi dao phải sắc và không hỏng. Dao phải nằm chính giữa và thẳng góc với đỉnh của hai ngàm kẹp. Độ sắc của dao phải như qui định để bảo đảm sau khi thay mẫu khác vẫn có đường xé như qui định như ở điều 8 và A.2.6;
e) đối với máy đo có gắn máy tính điện tử, kiểm tra cách lắp đặt và hoạt động theo đúng hướng dẫn của nhà sản xuất.
A.2.2. Đặt máy đo
Đặt máy trên một cái bàn vững chắc, nếu được thì bắt chặt vào bàn.
Chốt ngàm kẹp con lắc không có mẫu và dừng con lắc lại, điều chỉnh vị trí của máy sao cho con lắc được treo thẳng đứng và dấu được đánh trên con lắc trùng khớp với đế. Giữ cho con lắc đứng yên, sau đó nhẹ nhàng đưa về trùng với vạch dấu và giữ đứng yên.
Trong suốt quá trình thao tác, kim phải chỉ thẳng hướng lên trên.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.2.3. Điều chỉnh kim chỉ lực tác dụng về vị trí 0
Sau khi máy đo ở vị trí cân bằng, máy được vận hành một vài lần với ngàm kẹp và con lắc không có mẫu và chốt lại. Nếu kim không chỉ ở số 0 thì điều chỉnh kim khi đến số 0 thì dừng lại.
Với các máy giá trị đo hiện số điện tử, thì sự hiệu chỉnh theo hướng dẫn của nhà sản xuất.
CHÚ THÍCH 10 Không được thay đổi vị trí điều chỉnh số 0.
A.2.4. Kiểm tra ma sát của con lắc
Vạch một dấu đối chiếu trên bộ phận dùng để thả con lắc cách tay hãm con lắc ở phía bên phải 25 mm. Thả con lắc, cho kim chuyển động, sao cho nó ở vị trí hướng thẳng đứng và cho con lắc về vị trí ban đầu. Thả con lắc và giữ bộ phận thả con lắc, con lắc phải dao động được ít nhất 35 lần trước khi đỉnh con lắc trùng khớp với tay hãm con lắc mà không vượt quá dài về phía trái của dấu đối chiếu. Mặt khác phải sạch, dầu hay các điều chỉnh ở ổ trục phải phù hợp với các loại máy.
Với các giá trị máy đo hiện số điện tử, nếu cần thiết thì dấu đối chiếu có thể đánh dấu trên chỗ khác ở bộ phận thả con lắc và cũng có thể đánh dấu ngay trên con lắc.
A.2.5. Kiểm tra ma sát của kim chỉ lực
Kiểm tra đưa kim về vị trí số 0 như ở A.2.3. Đặt con lắc không có mẫu và ngàm kẹp đã được chốt ở vị tri ban đầu và đưa kim về số 0. Thả con lắc và trước khi nó chuyển động trở lại sang hoàn toàn bên trái thì giữ con lắc lại. Ước lượng khoảng cách kim lệch với vạch số 0. Chỉ được phép lệch trong khoảng từ 4 đến 8 vạch.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi ma sát của kim quá thấp thường thì làm hỏng hoặc lớp lót sẽ bị nén và điều đó có thể sửa chữa được bằng cách làm cho nhám hoặc đặt thêm lớp lót.
Sau khi điều chỉnh ma sát của kim, kiểm tra vị trí số 0 trên máy.
A.2.6. Kiểm tra chiều dài xé
Kiểm tra chiều dài xé, ví dụ sau khi cắt mồi, chiều dài thực xé phải đảm bảo là 43,0 mm ± 0,5 mm. Nếu chiều dài thực xé không đạt thì điều chỉnh lại vị trí của dao cắt, khuôn hoặc bàn sử dụng.
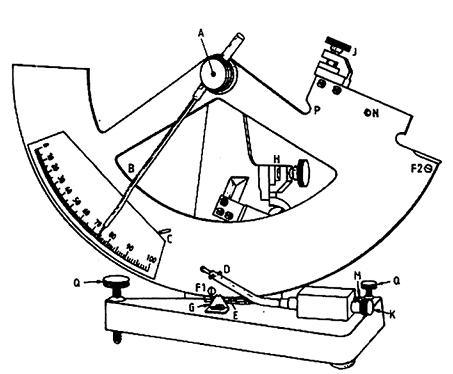
Chú giải
A Ổ trục
B Kim chỉ lực
C Điểm dừng của kim
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
E Chốt con lắc
F Chỉ số mốc trên con lắc
G Đế chỉ số mốc
H kẹp cố định
J Ngàm kẹp trên con lắc
K Vít chỉnh tay hãm con lắc
M Vít chỉnh điểm dừng của kim
N Hốc để gắn vật có khối lượng chuẩn
P Cắt bỏ để ngăn mẫu thử làm vướng con lắc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(qui định)
B.1. Hiệu chuẩn máy đo bằng các vật có khối lượng chuẩn
Có thể kiểm tra việc hiệu chuẩn toàn bộ các bộ phận của máy bằng cách đo hoạt động của con lắc theo các vật có khối lượng chuẩn được gắn vào máy.
Chỉ số đọc được trên thang đo được so sánh với giá trị thực được thực hiện. Một số máy thử độ bền xé được gắn các vật có khối lượng chuẩn.
Vị trí trọng tâm của vật gắn vào máy đo đã được xác định trước.
Đặt máy ở vị trí kiểm tra như qui định trong phụ lục A. Gắn vật có khối lượng chuẩn vào đúng vị trí, cho máy đo hoạt động với ngàm kẹp được vặn chặn và không có mẫu, xác định chỉ số trên thang đo và độ cao của trọng tâm vật gắn vào máy trên bề mặt mốc nằm ngang tương ứng với chỉ số trên thang đo.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Đối với máy có chỉ số thang đo là gam lực, G.
![]()
b) Đối với máy có chỉ số thang đo là miliniutơn, mN.
![]()
Trong đó:
Y là độ chính xác của vạch trên thang đo (đơn vị là vạch);
m là khối lượng của vật chuẩn dùng để kiểm tra, tính bằng kilôgam;
h là độ cao của trọng tâm vật có khối lượng được gắn vào máy trên đường mốc nằm ngang khi con lắc ở vị trí cho giá trị Y trên thang đo, tính bằng mét;
H là độ cao của trọng tâm vật có khối lượng được gắn vào máy trên đường mốc nằm ngang khi con lắc ở vị trí ban đầu, tính bằng mét;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lặp lại với các vật có khối lượng khác để kiểm tra và lập đồ thị của (h-H) theo các chỉ số khác nhau đọc được.
Trình tự hiệu chuẩn chỉ kiểm tra khi cần thiết để xác định chỉ số trên thang đo khi cho thêm khối lượng để kiểm tra tương ứng với giá trị của (h-H) và để tính sai số khi sử dụng giá trị này.
Các giá trị tính toán và đọc được trên thang đo phải nằm trong khoảng ± 1%. Nếu các giá trị không nằm trong khoảng đó thì phải chỉnh sửa lại máy đo. Mặt khác phải chuẩn bị lập biểu đồ và điều chỉnh để được kết quả phù hợp.
Với các máy giá trị đo hiện số điện tử, thì hiệu chuẩn theo phương pháp trên là không thích hợp cho hệ thống điện tử. Trong trường hợp đó, thì hiệu chuẩn theo phương pháp trên là không thích hợp cho hệ thống điện tử. Trong trường hợp đó, phương pháp hiệu chuẩn sẽ theo lựa chọn của nhà sản xuất, tính hợp lệ của phương pháp phải được chứng minh.
B.2. Phương pháp khác
Tập hợp các vật có khối lượng để kiểm tra lại, hiệu chuẩn theo các giá trị qui định và lắp vào ngàm kẹp con lắc. Nếu được sử dụng thì kiểm tra việc hiệu chuẩn máy như sau.
Đặt máy đo và kiểm tra như mô tả ở phụ lục A. Để con lắc ở vị trí ban đầu, cố định vật có khối lượng kiểm tra ở ngàm kẹp. Cho máy hoạt động và xác định chỉ số trên thang đo. Lặp lại với các vật có khối lượng kiểm tra khác. Các chỉ số đọc được trên thang đo không được khác các giá trị qui định của vật dùng để kiểm tra trong khoảng ± 1%. Nếu không đạt được giá trị này thì có thể máy có lỗi và nếu được thì dừng lại và tiến hành sửa chữa. Mặt khác phải chuẩn bị lập biểu đồ chính xác và điều chỉnh để được kết quả phù hợp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Trong toàn bộ tiêu chuẩn này đơn vị được sử dụng là hệ đơn vị Quốc tế SI, tuy nhiên một số thiết bị hiện nay vẫn còn sử dụng từ “gam lực” trong các kết quả và điều đó hiện nay vẫn tiếp tục được sử dụng ở một số nước.
Đối với loại thiết bị này, sự chuyển đổi dưới đây được áp dụng cho tiêu chuẩn này.
Điều 10 và Điều A.1
Nếu thiết bị cho kết quả là gam lực, lấy kết quả đó nhân với 9,81 để được kết quả milinuitơn.
Điều 10
Chỉ số độ xé biểu thị bằng milinuitơn mét vuông trên gam.
Điều B.1
Công thức thích hợp để tính cho các thiết bị đã được hiệu chuẩn, tính bằng gam lực như sau:
...
...
...
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây