Tiêu chuẩn quốc gia TCVN 3092:1993 về Tarô - Yêu cầu kỹ thuật
Tiêu chuẩn quốc gia TCVN 3092:1993 về Tarô - Yêu cầu kỹ thuật
| Số hiệu: | TCVN3092:1993 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học Công nghệ và Môi trường | Người ký: | *** |
| Ngày ban hành: | 01/01/1993 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN3092:1993 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học Công nghệ và Môi trường |
| Người ký: | *** |
| Ngày ban hành: | 01/01/1993 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Các bề mặt |
Trị số µ m |
|
|
Prôphin ren, mặt trước và mặt sau của phần cắt |
Rz 3,2 |
|
|
Phần chuôi |
Ta rô tay – máy và ta rô đai ốc thắng trong phần lắp ghép |
Ra 1,6 |
|
Ta rô đai ốc chuôi cong và ta rô đai ốc chuôi thẳng ở phần dẫn hướng |
Ra 2,5 |
|
|
Rãnh |
Rz 12,5 |
|
|
Bề mặt còn lại |
Rz 25 |
|
CHÚ THÍCH: Trên ta rô đai ốc và ta rô tay – máy cho phép các vết thoát đá mài cách bề mặt làm việc một khoảng cách không lớn hơn 20 mm.
1.7. Các mặt rãnh của ta rô phải được mài bóng.
1.8. Lưới cắt của ta rô phải được mài sắc, không cho phép có vết tróc hoặc sứt mẻ.
1.9. Dung sai ren ta rô theo TCVN 3087 : 1979 và TCVN 3090 : 1979.
1.10. Sai lệch giới hạn của các kích thước của ta rô, không được lớn hơn các trị số trên Bảng 2
Bảng 2
mm
Kích thước
Đường kính danh nghĩa của ren
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+ Chiều dài toàn bộ
+ Chiều dài phần làm việc của ta rô tay, máy, ta rô đai ốc
+ Chiều dài phần lắp ghép của ta rô đai ốc thẳng
Đến 5,5
- 2,5
Lớn hơn 5,5 đến 12
- 3,2
Lớn hơn 12 đến 39
- 5,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 6,3
Chiều dài phần cắt
+ Ta rô tay – máy đối với lổ thông
+ 1,5 bước ren
+ Ta rô tay đối với lỗ không thông khi bước ren từ 0,2 đến 0,5
± 0,5 bước ren
Lớn hơn 0,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 0,5 bước ren
+ Ta rô đai ốc
+ 2 bước ren
- 1 bước ren
1.11. Sai lệch giới hạn theo TCVN 2245 : 1977 của:
+ khoảng cách từ đuôi vuông đến tâm của rãnh vòng đối với ta rô tay – máy theo Js 15.
+ chiều dài mặt vát của ta rô đai ốc theo H16.
+ đường kính chuôi của ta rô tay – máy, ta rô đai ốc chuôi thẳng trên phần lắp ghép theo h9.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
+ đường kính rãnh vòng của ta rô tay – máy theo h14.
+ bán kính rãnh vòng của ta rô tay – máy theo h16.
1.12. Sai lệch giới hạn kích thước phần vuông, cách kích thước mặt rãnh của chuôi theo TCVN 3036 : 1979.
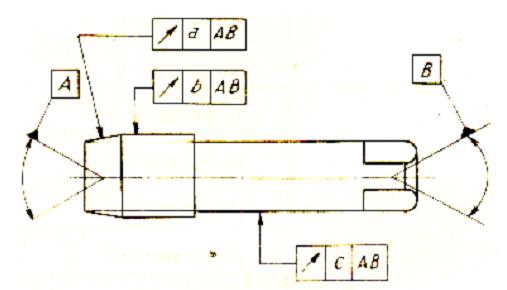
1.13. Dung sai độ đảo hướng kính của phần cắt theo đường kính ngoài, phần sửa đúng theo đường kính ngoài và đường kính trung bình và chuôi của ta rô khi lắp trên các lỗ tâm theo các chỉ dẫn trên Hình và Bảng 3.
Bảng 3
mm
Kiểu ta rô
đường kính danh nghĩa
a
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c
Ta rô tay - máy
Từ 0,1 đến 8,0
0,03
0,02
0,02
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,02
Lớn hơn 8,0 đến 24
0,03
Lớn hơn 24
0,04
0,03
0,03
đai ốc
Từ 3 đến 10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,03
0,06
Lớn hơn 10
0,06
0,04
0,05
Ta rô đai ốc chuôi cong được kiểm đến phần chuôi cong.
1.14. Tất cả các loại ta rô phải được chế tạo có phần côn ngược (đường kính giảm dần về phía chuôi) theo đường kính ngoài, đường kính trung bình và đường kính trong.
Độ côn ngược của ta rô nằm trong giới hạn từ 0,05 mm đến 0,15 mm trên 100 mm chiều dài.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1.16. Ta rô phải được hớt lưng theo prôphin trên toàn bộ chiều dài phần làm việc. Cho phép đối với ta rô có miền đường ren 1 mm ÷ 3 mm không hớt lưng theo prôphin mà thay việc hớt lưng bằng chế tạo ta rô có độ côn ngược tăng lên từ 0,16 mm đến 0,20 mm trên 100 mm chiều dài.
1.17. Phần cong của chuôi ta rô đai ốc phải nằm trên một mặt phẳng với các phần còn lại của chuôi. Dung sai độ phẳng không vượt quá 0,3 mm.
1.18. Sai lệch giới hạn của góc không được vượt quá:
- Góc trước: ± 2030’ đối với ta rô có đường kính đến 6 mm;
± 20 đối với ta rô có đường kính lớn hơn 6 mm.
- Góc sau trên phần cắt ± 10.
1.19. độ bền của ta rô phải đảm bảo khi làm việc trên máy khoan có độ cứng vững và độ chính xác phù hợp với tiêu chuẩn tương ứng.
Ta rô được kẹp chặt ở các bộ phận kẹp chặt đã đảm bảo độ chính xác.
Ta rô đai ốc chuôi cong được cắt ren trên máy tự động gia công đai ốc.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.1. Kiểm tra các thông số và kích thước của ta rô phải sử dụng các dụng cụ đo thông thường và chuyên dùng.
Khi đo các sai lệch giới hạn đường kính trung bình của ta rô:
+ đối với ta rô đai ốc phải đo cách phần sửa đúng 1 đến 2 vòng ren về phía cắt.
+ đối với ta rô máy – tay đo ở đoạn đầu ở phần sau sửa đúng.
Sai số của dụng cụ khi đo các thông số hình học của ta rô không được lớn hơn:
30 % giá trị dung sai của kích thước được kiểm khi đo chiều dài;
35 % giá trị dung sai của góc được kiểm khi đo góc;
25 % giá trị dung sai của các thông số được kiểm khi đo dung sai hình dáng và vị trí bề mặt.
2.2. Kiểm độ cứng của ta rô theo TCVN 257 : 1985.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.4. Kiểm hình dạng bên ngoài của ta rô bằng mắt thường.
2.5. Kiểm khả năng làm việc và độ bền của ta rô tay – máy và ta rô đai ốc chuôi thẳng phải tiến hành trên máy cắt ren hoặc máy khoan còn ta rô đai ốc chuôi cong được thực hiện trên máy cắt ren tự động. Các máy này có độ chính xác và độ cứng vững phù hợp với tiêu chuẩn tương ứng.
Cho phép kiểm ta rô tay – máy có đường kính d ≥ 30 mm trên máy tiện ren hoặc máy tiện thông dụng.
Kẹp chặt ta rô bằng cối cặp trên máy khoan hoặc mâm cặp trên máy tiện, bảo đảm ta rô trên chiều hướng kính và chỉnh sai lệch về độ đồng trục của lỗ và ta rô.
2.6. Kiểm khả năng làm việc và độ bền của ta rô phải được tiến hành với chế độ gia công theo chỉ dẫn trên Bảng 4.
Bảng 4
Kiểu ta rô
đường kính danh nghĩa d, mm
Tốc độ cắt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ta rô tay – máy
Ta rô đai ốc
Từ 1,0 đến 1,8
2,0 ± 0,3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 2,0 đến 2,5
3,5 ± 0,5
Từ 3,0 đến 5,0
4,5 ± 0,7
Từ 6,0 đến 12,0
10,0 ± 1,5
Từ 14,0 đến 52,0
12 ± 1,5
Từ 3,0 đến 6,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Từ 6,0 đến 10,0
8,0 ± 1,0
Từ 12,0 đến 30,0
16,0 ± 1,5
Từ 33,0 đến 52,0
12,0 ± 1,5
CHÚ THÍCH: Đối với loại ta rô một chiếc có chiều dài phần cắt bằng 3S. Cho phép tốc độ cắt khi kiểm giảm 50 %.
2.7. Dung dịch trơn nguội sử dụng khi kiểm là dung dịch êmunxi 5% có lưu lượng không ít hơn 5 lít/phút.
2.8. Tất cả các loại ta rô một chiếc và ta rô thanh bộ đều phải qua kiểm khả năng làm việc và độ bền. đối với ta rô loại bộ, khi thử ta rô tinh thì phải được tiến hành thử trên lô đã qua cắt của ta rô thô.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bảng 5
Đường kính danh nghĩa, d, mm
Số lượng lỗ
Chiều dài cắt ren
Từ 1,0 đến 2,2
20
(1 ÷1,5)d
Từ 2,5 đến 20
10S*
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
15
Lớn hơn 30 đến 39
10
6S
Lớn hơn 39 đến 52
8
S* là bước ren theo ký hiệu của TCVN 3087 : 1979.
CHÚ THÍCH: Chiều dài của ren được cắt bằng ta rô đai ốc không được nhỏ hơn 0,8d.
2.10. Sau khi thử ta rô không bị vỡ, sứt trên phần cắt và ta rô phải tiếp tục làm việc được.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.1. Trên chuỗi của ta rô phải được ghi rõ.
a) Nhãn hiệu hành hoá của cơ sở sản xuất.
b) Ký hiệu ren.
c) Số hiệu của ta rô trong bộ
+ Ta rô thô khắc một vạch
+ Ta rô bán tinh khắc hai vạch
+ Ta rô tinh không khắc vạch
d) Cấp chính xác của ta rô
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) đối với các ta rô ren trái phải ký hiệu chữ TR
CHÚ THÍCH: Trên ta rô đường kính đến 5,5 mm cho phép ghi các điều a, b, c.
3.2. Trước khi bao gói ta rô phải được làm sạch và bôi dầu chống gỉ.
3.3. Ta rô phải được bao gói và vận chuyển theo TCVN 3956 : 1982
Các phương pháp bao gói phải bảo đảm giữ được ta rô trong thời gian một năm trong điều kiện bảo quản bình thường.
3.4. Ta rô phải được bao gói theo bộ. Các ta rô cùng kích thước và cùng công dụng phải được xếp vào trong hộp làm bằng giấy bề dày hoặc thành gói. Nhưng hộp, gói phải đóng gói trong hòm gỗ chắc chắn. Theo yêu cầu của khách hang có thể không đóng gói ta rô vào hòm gỗ. Nhưng phải có biện pháp bảo đảm ta rô không bị hư hỏng trong quá trình vận chuyển và bảo quản.
3.5. Mỗi một hòm xuất xưởng phải kèm theo giấy chứng nhận gồm những phần sau:
a) Nhãn hiệu hàng hoá của cơ sở sản xuất.
b) Ký hiệu quy ước của ta rô theo tiêu chuẩn tương ứng về kích thước.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Số lượng ta rô.
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây