Tiêu chuẩn quốc gia TCVN 13965-3:2024 về Ứng dụng đường sắt - Hàn ray - Phần 3: Hàn khí áp lực
Tiêu chuẩn quốc gia TCVN 13965-3:2024 về Ứng dụng đường sắt - Hàn ray - Phần 3: Hàn khí áp lực
| Số hiệu: | TCVN13965-3:2024 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2024 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN13965-3:2024 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2024 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
5 Quy trình hàn
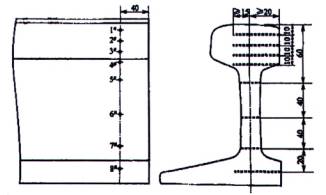
5.1 Mài bề mặt đầu ray trước khi hàn, độ lệch cho phép của độ dốc bề mặt cuối là 0,2 mm, xem Hình 1
5.2 Các hoạt động định tâm và kẹp thanh ray phải được căn chỉnh dựa trên bề mặt trên cùng của thanh ray và cạnh làm việc của mặt bên của nấm ray.
5.3 Bề mặt ngọn lửa của mỏ đốt phải song song với bề mặt cuối của thanh ray.
5.4 Phải tự động hóa quá trình ép lồi, quá trình ép lồi không được làm hỏng mối nối ray và kim loại gốc, bề mặt của phần nhô ra không được nhìn thấy vết nứt hoặc vết ép chéo, các phần khớp của mỗi mép cho phép độ lồi tối đa (chiều cao hạt hàn sau độ lồi) của nấm ray 2 mm, mép dưới nấm ray 2,5 mm, thân ray 2 mm, đế ray 1,5 mm.
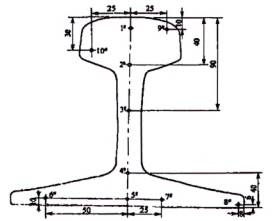
Đơn vị tính milimet
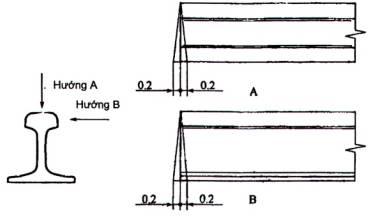
Hình 1 - Yêu cầu về độ dốc của đầu thanh ray (sau khi được mài)
5.5 Sau khi đầu hàn nhô ra và trước khi mài nhẵn, dùng thước kiểm tra (L0 = 1 m) để kiểm tra độ lệch mối nối. Đo và tính toán độ lệch mối ghép tại các vị trí 15 mm đến 25 mm ở cả hai phía của mối hàn. Các lề được thể hiện trong Hình 2 và Hình 3. Độ sai lệch mối nối không được vượt quá giá trị quy định trong Bảng 2. Đối với các mối hàn mà độ lệch của mối nối vượt quá giá trị lớn nhất cho phép thì phải cắt bỏ 50 mm ở cả hai mặt của mối hàn và hàn lại.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vị trí của bên sai mối nối
Giá trị cho phép tối đa của sai lệch mối nối (mm)
Tốc độ thiết kế v ≤ 160 km/h
Tốc độ thiết kế v > 160 km/h
Hướng thẳng đứng của đường tâm dọc của bề mặt trên cùng của ray
0,5
0,2
Hướng ngang tại 16 mm dưới bề mặt trên cùng của ray bên làm việc
0,5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hướng ngang của mép chân ray
2,0
1,5
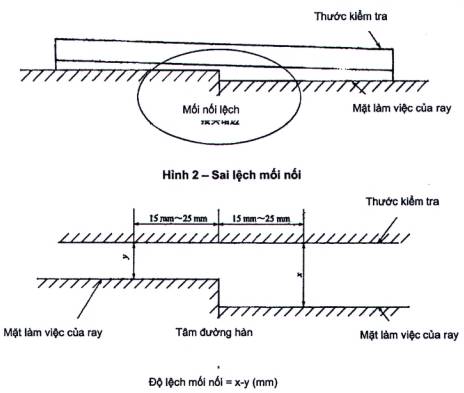
Hình 3 - Đo độ lệch mối nối
5.6 Sau khi hàn, các mối hàn phải được xử lý nhiệt. Xử lý nhiệt sau hàn tự nguội hoặc làm nguội cưỡng bức sau hàn để khôi phục độ cứng của đầu ray. Nhiệt độ bắt đầu của quá trình gia nhiệt của ray sau khi hàn nên thấp hơn 500 °C (bề mặt của đầu ray), chiều rộng gia nhiệt là 60 mm ± 10 mm và nhiệt độ gia nhiệt nên từ 850 °C đến 950 °C. Làm nguội đầu ray bằng phun khí nén.
5.7 Phương pháp nắn thẳng nên được sử dụng để sửa sai lệch về độ thẳng của mối hàn.
5.8 Sau khi mài thô, chiều cao của các sườn hàn của nấm ray (bao gồm cả phần dưới của nấm ray), thân ray và đế ray (mặt trên, mặt dưới và mặt bên) phải đáp ứng: 0 mm đến 1 mm đảm bảo độ nhám bề mặt của mối hàn có thể đáp ứng nhu cầu phát hiện và quét khuyết tật, khi tốc độ thiết kế v > 160 km/h, chiều cao sườn hàn của đế ray không được vượt quá 0, 5 mm (trừ các mối hàn được dùng thiết bị để giữ ổn định); mép của sườn hàn đế ray phải nhẵn. Nên mài theo chiều dọc của ray, không được đánh theo chiều ngang và không được có vết cháy mài trên bề mặt của ray. Các cạnh so le dọc và ngang của bề mặt không làm việc của mối hàn phải được mài theo chiều dọc.
5.9 Máy mài biên dạng nên được sử dụng để hoàn thiện hình dạng của bề mặt ray của mối nối hàn và cạnh làm việc của mặt bên của nấm ray, việc hoàn thiện hình dạng phải giữ nguyên hình dạng của nấm ray. Chiều dài của hình dạng hoàn thiện không vượt quá giới hạn 400 mm ở mỗi bên của đường tâm mối hàn. Việc hoàn thiện hình dạng không được gây ra bất kỳ hư hỏng nào về cơ học hoặc nhiệt đối với các mối hàn và ray. Không nên sử dụng phương pháp hoàn thiện hình dạng để sửa sai lệch độ thẳng ngoài quy định và sai lệch khớp ngoài quy định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.11 Việc sản xuất hàng loạt được tiến hành sau khi thông qua quá trình kiểm tra kiểu loại và phải áp dụng quy trình sản xuất tương tự như mẫu thử nghiệm kiểm tra kiểu loại.
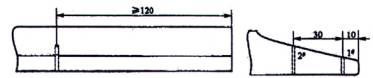
5.12 Mỗi mối hàn ray (thành phẩm) phải được đánh dấu. Dấu này nằm trên cùng một phía thân ray của thanh ray dài được hàn, cách mối hàn từ 1 m đến 3 m. Biểu trưng phải rõ ràng, chính xác và dễ nhận biết trong vòng ít nhất 5 năm (hoặc 1 chu kỳ đại tu). Phương pháp đánh dấu phải đảm bảo rằng mỗi mối hàn ray (thành phẩm) có thể được truy xuất theo phiếu ghi.
5.13 Sau khi hàn, các thông tin sau cần được ghi lại (tham khảo Phụ lục E):
a) Đánh dấu ray, vị trí đặt và dấu hiệu mối hàn;
b) Điều kiện môi trường (bao gồm nhiệt độ, gió, lượng mưa và các biện pháp thực hiện);
c) Model máy hàn;
d) Quá trình hàn và bình thường hóa (bao gồm áp suất hàn, tốc độ đồng ôxy và etan, thời gian gia nhiệt, tần số và chiều rộng của lò sấy);
e) Kết quả kiểm tra chất lượng và phát hiện khuyết tật sau khi hàn;
f) Nhóm thao tác hàn;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
h) Ngày hàn.
Phải phù hợp với thử nghiệm phát hiện khuyết tật tại 8.2 đối với các mối hàn được xác định trước.
6 Yêu cầu về thiết bị
6.1 Ưu tiên sử dụng thiết bị hàn khí áp lực tự động, trong quá trình hàn cần có khả năng tự động ghi lại sự thay đổi của các thông số như lưu lượng khí và áp suất cuối ray theo thời gian (tham khảo tính năng máy hàn TGP 5 tại phụ lục G)
6.2 Danh sách các thiết bị gồm:
a) Máy hàn khí áp lực chuyên dùng.
b) Các máy công cụ cầm tay chạy điện hoặc xăng (cưa; mài...)
c) 30 đến 35 bộ con lăn D = 60 mm dài từ 400 mm đến 600 mm.
d) 16 đến 18 thiết bị nâng ray có giả trượt L = 2000 mm (chân gấp được).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
f) Máy nắn ray thủy lực. Máy phát điện 15 kW đến 25 kW
g) Dụng cụ, thiết bị kiểm tra kích thước, chất lượng mối hàn (thước phẳng, thước lá, thước cặp, hóa chất...).
7 Yêu cầu về an toàn
7.1 Tất cả các hoạt động phải được thực hiện sao cho tránh và phòng ngừa tai nạn đối với người lao động và thiệt hại tài sản trong và ngoài công trường.
7.2 Các khóa hướng dẫn và đào tạo an toàn được đưa ra đối với tất cả người lao động và từng lao động sẽ được cấp thiết bị bảo vệ cá nhân một cách phù hợp với các công việc của họ.
7.3 Các loại thiết bị bảo vệ cá nhân sau đây sẽ được sử dụng trong suốt các hoạt động hàn:
a) Mũ bảo hộ - Tất cả các hoạt động;
b) Áo phản quang - Tất cả các hoạt động;
c) Giày bảo hộ - Tất cả các hoạt động;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) Bảo vệ tai khi yêu cầu / Mài ray;
f) Kính bảo hộ cho hoạt động hàn/ mài / sử dụng các hóa chất;
g) Khẩu trang chống bụi cho thợ mộc/ Mài ray / sử dụng các hóa chất;
h) Mặt nạ cho công tác hàn;
i) Áo và quần bảo hộ không bắt lửa;
j) Hộp chữa cháy và cát trong trường hợp kim loại nóng chảy bắn ra;
k) Áo mưa.
7.4 Các yếu tố rủi ro sau phải được đánh giá và các hành động cần phải được đưa ra:
a) Đảm bảo rằng việc kiểm tra bảo dưỡng thiết bị oxy lỏng và khí gas đốt cháy phải được thực hiện.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Trước khi mỏ hàn được châm lửa, đầu tiên vặn van oxy và sau đó vặn van gas. Để tắt mỏ hàn, đầu tiên tắt van gas, sau đó tắt van oxy.
d) Trong trường hợp xảy ra ngọn lửa quất (cháy ngược), ngay lập tức đóng cả 2 van lại và làm nguội mỏ hàn trong nước với van oxy được mở. Sau đó phải tiến hành kiểm tra đầu hút.
e) Bảo vệ môi trường là yêu cầu quan trọng. Trong quá trình hàn đoạn trên cao, phải đảm bảo an toàn cho người tham gia giao thông và tài sản bên dưới và xung quanh cũng như các thiết bị của các bên liên quan như tín hiệu, cấp điện và viễn thông.
f) Bảng cảnh báo đặc biệt phải được quan sát trong quá trình hàn trong hầm. Axêtylen phải được sử dụng trong đoạn hầm.
8 Kiểm tra, nghiệm thu
8.1 Kiểm tra bề mặt các mối hàn
8.1.1 Kiểm tra độ phẳng nên được thực hiện dưới nhiệt độ ray tự nhiên, được đo bằng cách sử dụng phương pháp đo và kiểm tra trực quan chất lượng bề mặt mối nối
8.1.2 Yêu cầu về độ phẳng
Các yêu cầu về độ phẳng trên chiều dài 1 m của bề mặt làm việc nấm ray của mối nối hàn ray được nêu trong Bảng 4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đơn vị là mm/m
Tốc độ thiết kế
Yêu cầu về độ phẳng mối hàn
V ≤ 160 km/h
0,1 ≤ a1 ≤ 0,3
0 ≤ b1 ≤ 0,3 hoặc
0 ≤ b2 ≤ 0,3
V > 160 km/h
0,1 ≤ a1 ≤ 0,2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: a1, b1, b2 xem Hình 4
CHÚ THÍCH 2: b1 Giá trị dương có nghĩa là mở rộng khổ đường ray.
8.1.3 Yêu cầu chất lượng bề mặt
8.1.3.1 Sau khi hoàn thiện, hình dạng của mối hàn, độ không đồng đều bề mặt của mặt trên của ray trong phạm vi 1 m tới tâm đường hàn phải đáp ứng:
Trong phạm vi 200 mm không lớn hơn 0,2 mm; khi tốc độ thiết kế v > 160 km/h, phạm vi 100 mm không được lớn hơn 0,1 mm.
(Các vết rỗ ở khu vực chưa được mài của bề mặt, không bắt buộc phải có độ phẳng bề mặt).
8.1.3.2 Không được có vết nứt, vết lõm, trầy xước, va đập, cháy điện cực, cháy mài và các hư hỏng khác trên bề mặt của mối hàn và ray gần đó. Chiều sâu mài của kim loại phải nhỏ hơn 0,5 mm.
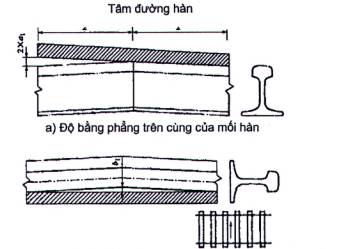
b) Độ phẳng mặt bên của ray tại vị trí mối hàn (độ uốn cong làm tăng chiều rộng khổ đường)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Độ phẳng mặt bên của ray tại vị trí mối hàn (độ uốn cong làm giảm chiều rộng khổ đường)
Hình 4 - Sơ đồ phương pháp kiểm tra độ phẳng
8.1.4 Phương pháp kiểm tra độ phẳng và chất lượng bề mặt của mối hàn
8.1.4.1 Phương pháp kiểm tra độ phẳng
8.1.4.1.1 Các vị trí đo đo độ phẳng của mối hàn tương ứng là: bề mặt nấm ray theo đường tâm dọc, má ray tại vị trí cách mặt trên của ray 16 mm; phép đo phải được thực hiện trên bề mặt ray tại vị trí 500 mm cả hai phía so với tim mối hàn, chiều dài đo là 1 m tính từ mối hàn.
8.1.4.1.2 Phải sử dụng thước đo cảm biến tự động để đo độ phẳng của mối hàn và cửa sổ hiển thị phải được kết nối để hiển thị độ lệch độ phẳng. Khi không đồng ý kết quả đo tự động, có thể được sử dụng thước thử và thước đo để kiểm tra mối nối để xác nhận.
8.1.4.1.3 Với thước kiểm tra (L0 = 1 m) được đo dưới dạng độ phẳng của mối hàn bằng sơ đồ thể hiện trong Hình 2, Sai số đo độ thẳng cạnh của thước không được lớn hơn 0,05 mm.
8.1.4.2 Phương pháp kiểm tra chất lượng bề mặt
a) Kiểm tra các khuyết tật bề mặt bằng mắt thường.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1) Phương pháp đo thẳng: Sử dụng chiều dài đã hiệu chỉnh của cạnh thẳng là 100 mm và 200 mm để kiểm tra thước đo và thước đo thích hợp, đồng thời đo trên đường tâm dọc của bề mặt trên của thanh ray trong vòng 1 m tính từ mối hàn. Khoảng cách tối đa giữa thước kiểm tra và bề mặt trên cùng của ray là bề mặt không bằng phẳng.
2) Phương pháp thước đo tự động: Sử dụng đồ thị độ phẳng của bề mặt nấm ray được đo bằng thước đo độ thẳng tự động, đo và phát hiện trong phạm vi 1 m tính từ đường hàn: Sự chênh lệch dao động giữa các điểm cao và thấp của biểu đồ trong bất kỳ đoạn 200 mm và 100 mm nào là độ không đồng đều của bề mặt.
8.2 Kiểm tra phát hiện khuyết tật của các mối hàn bằng siêu âm
8.2.1 Yêu cầu về phát hiện khuyết tật bằng siêu âm
8.2.1.1 Ray sau khi hàn phải được siêu âm mối hàn để phát hiện khuyết tật và điền vào hồ sơ kiểm tra. Hồ sơ phải bao gồm người kiểm tra, ngày Kiểm tra, dụng cụ, đầu dò, số mối hàn, dữ liệu kiểm tra, kết quả kiểm tra và ý kiến xử lý.
8.2.1.2 Kiểm tra khuyết tật của mối hàn mới được thực hiện sau khi mài và xử lý nhiệt, nhiệt độ mối nối phải được làm mát xuống dưới 40 °C hoặc bằng nhiệt độ ray tự nhiên.
8.2.1.3 Trước khi quét siêu âm phải kiểm tra trạng thái bề mặt của khu vực cần quét, không được có gì và xỉ hàn, bề mặt phải được mài nhẵn và mịn, phạm vi mài phải đáp ứng khu vực cần phát hiện và quét khuyết tật. Phải làm sạch các gờ ở các cạnh hàn còn sót lại trên miệng mối hàn.
8.2.1.4 Yêu cầu đối với máy dò khuyết tật siêu âm và đầu dò được quy định trong A.1 của Phụ lục A.
8.2.1.5 Thiết bị kiểm tra phải được hiệu chỉnh trước khi kiểm tra khuyết tật. Để hiệu chuẩn mẫu thử nghiệm và độ nhạy phát hiện khuyết tật, xem A.2 và A.5 của Phụ lục A.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.2.1.7 Trong quá trình phát hiện khuyết tật, có thể tăng độ nhạy thêm 4 dB đến 6 dB để quét.
8.2.1.8 Mối hàn có các khuyết tật sau, mối hàn sẽ bị loại bỏ:
a) Phát hiện lỗ rỗng bằng đầu dò kép:
Góc đáy thanh ray (20 mm): lỗ đáy phẳng ≥ Ø3 đến 6 dB
Các bộ phận khác: lỗ đáy phẳng ≥ Ø3
b) Phát hiện khuyết tật đầu dò đơn sóng ngang
Nấm ray và thân ray: lỗ ngang dài ≥ Ø3
Đế ray: lỗ dọc ≥ Ø4
Góc đế ray (20 mm): lỗ dọc ≥ Ø4 đến 6 dB
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
e) Các khuyết tật tương đương 3 dB hoặc nhỏ hơn các khuyết tật quy định trong a ), b ) và c). nhưng kéo dài lớn hơn 6 mm.
8.2.1.9 Xem Phụ lục A về các yêu cầu khác của việc phát hiện khuyết tật bằng siêu âm
8.3 Kiểm tra va đập
8.3.1 Lấy mẫu thử
8.3.2 Độ phẳng và chất lượng bề mặt của mẫu phải phù hợp mục 8.1.
8.3.3 Mẫu thử nghiệm nên được thực hiện, sử dụng mẫu đã được thử nghiệm để sử dụng cho thử nghiệm kiểm tra va đập.
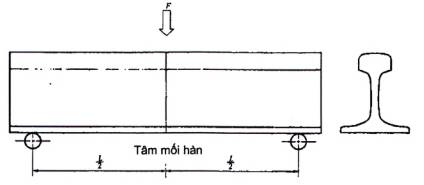
8.3.4 Chiều dài của mẫu thử là 1,2 m đến 1,6 m, tâm của mối hàn ở tâm của mẫu thử và phải cưa cả hai đầu. Nấm ray của mẫu thử hướng lên trên, đặt thẳng trên hai gối đỡ cố định của máy thử, khoảng cách đỡ là 1 m, tâm là đường hàn
8.3.5 Nhiệt độ thử nghiệm
Nhiệt độ của mẫu thử là 10 °C đến 50 °C. Khi nhiệt độ môi trường thử nghiệm thấp hơn 10 °C, nhiệt độ của mẫu thử phải gần bằng 50 °C.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các yêu cầu của thiết bị thử độ rơi phải tuân theo các quy định của Phụ lục B.
8.3.7 Hồ sơ kiểm tra
Mỗi mẫu thử được đánh số theo thứ tự của thử nghiệm rơi búa, và số này phải tương ứng với số sê-ri hàn. Phải ghi lại số của mẫu thử, độ võng sau khi đóng búa, nhiệt độ thử và vết nứt mối hàn.
8.4 Thử uốn tĩnh của các mối hàn
8.4.1 Mối hàn phải được gia tải cho đến khi nó bị phá hủy.
8.4.2 Mẫu thử
Độ phẳng và chất lượng bề mặt của mẫu phải phù hợp với 8.1.
Mẫu thử nghiệm phải được sử dụng các mẫu đã được kiểm tra khuyết tật để sử dụng cho thử uốn tĩnh.
Chiều dài của mẫu thử là 1,2 m đến 1,3 m, tâm của đường hàn phải nằm ở giữa của mẫu thử và phải cưa cả hai đầu. Mẫu thử được đặt trên giá đỡ có khoảng cách là 1 m, mối hàn ở giữa và mối hàn chịu tải trọng tập trung.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhiệt độ của mẫu 10 °C đến 50 °C, các thử nghiệm được thực hiện ở nhiệt độ trong phòng.
8.4.4 Máy kiểm tra uốn tĩnh
Máy kiểm tra uốn tĩnh được thực hiện theo quy định tại Phụ lục C.
8.4.5 Tốc độ gia tải
Tốc độ gia tải không được lớn hơn 1,0 mm/s (hoặc tốc độ gia tải không được lớn hơn 80 kN/s)
8.4.6 Hồ sơ kiểm tra
Mỗi mẫu thử được đánh số theo thứ tự thử uốn tĩnh và số này phải tương ứng với số sê-ri hàn.
Ghi lại số lượng mẫu thử, tốc độ gia tải, nhiệt độ thử nghiệm và độ nứt mối hàn.
8.5 Thử mỏi mối hàn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ phẳng của mẫu và chất lượng bề mặt phải đáp ứng điều 8.1.
Thử mỏi phải được thực hiện trên mẫu đã được kiểm tra phát hiện khuyết tật đạt yêu cầu.
Tâm của đường hàn phải nằm ở tâm của mẫu thử, cho phép sai số ± 10 mm. Chiều dài của mẫu thử không được vượt quá 100 mm ngoài khoảng cách đỡ. Chiều dài ngắn nhất phải lớn hơn 50 mm ngoài khoảng cách đỡ.
Thử nghiệm được thực hiện ở nhiệt độ trong phòng. Mẫu thử được đỡ trên hai giá đỡ của máy thử, nấm ray hướng lên trên và giá đỡ ở tâm đường hàn của nấm ray trung tâm để chịu tải trọng tập trung.
8.5.2 Tải trọng và thời gian chu kỳ gia tải
Sử dụng thử mỏi do uốn xung động. Tải trọng được xác định theo loại ray, tải trọng lớn nhất được ghi là Fmax, và tải trọng nhỏ nhất được ghi là điểm Fmin. Tần số tải là 5 Hz ± 0,5 Hz và tỷ lệ tải là 0,2. Số chu kỳ gia tải phải được tính từ khi đạt đến tải yêu cầu.
8.5.3 Máy kiểm tra mỏi và tính toán tải trọng
Máy kiểm tra mỏi phải phù hợp với quy định tại Phụ lục D.
Khoảng cách đỡ mẫu thử có thể thay đổi do giới hạn của thiết bị thử. Khoảng cách đỡ tối đa là 1,6 m. Tải trọng lớn nhất ở các khoảng cách gối đỡ khác nhau được tính theo công thức (1) sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(1)
Trong đó:
F - Tải trọng tác dụng lên thanh ray, tính bằng N;
σmax - Ứng suất mỏi lớn nhất, tính bằng MPa;
L - khoảng cách gối đỡ mẫu thử, đơn vị là mm;
W - là mô men tĩnh hoặc mô men kháng của phần tiết diện ray tính từ trục trung hòa đến đáy ray đơn vị là mm3.
8.6 Thử kéo mối hàn
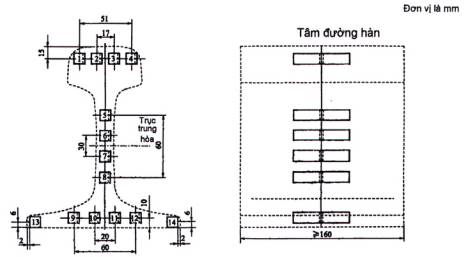
8.6.1 Vị trí lấy mẫu của thử kéo của mối nối hàn được thể hiện trong Hình 5, và số lượng mẫu cho thử kéo là 9 và số lượng được thể hiện trong Hình 5.
8.6.2 Mẫu thử chịu kéo có đường kính d0 = 10 mm, và tỷ lệ mẫu l0 = 5 d0. Kích thước xử lý và phương pháp thử của mẫu phải được thực hiện theo các quy định của TCVN 8310 và TCVN 197-1.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đơn vị là mm
Hình 5 - Vị trí lấy mẫu thử kéo
8.7 Kiểm tra độ dai va đập
8.7.1 Vị trí lấy mẫu của thử nghiệm va đập của mối hàn được thể hiện trong Hình 6, số lượng mẫu kiểm tra va đập là 14 (được thể hiện trong Hình 6).
8.7.2 Kích thước xử lý và phương pháp thử của các mẫu va đập phải được thực hiện theo TCVN 312-3 và TCVN 312-1. Vết khía hình chữ U phải ở tâm của mối hàn.
8.7.3 Thử nghiệm được thực hiện ở nhiệt độ phòng và giá trị trung bình KU2 của năng lượng hấp thụ va đập của 14 mẫu được lấy làm kết quả thử nghiệm.
Hình 6 - Vị trí lấy mẫu để kiểm tra va đập
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
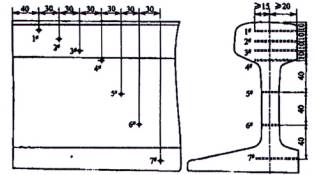
8.8.1 Độ cứng bề mặt đầu ray
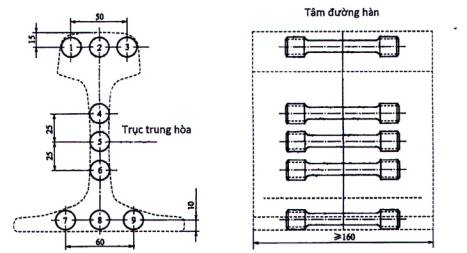
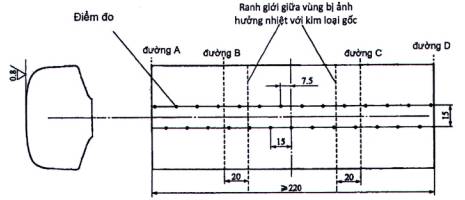
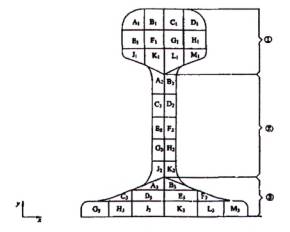
Vị trí lấy mẫu và sự phân bố các điểm kiểm tra của mẫu độ cứng trên bề mặt trên cùng của ray được thể hiện trong Hình 7. Mối hàn nằm ở tâm của chiều dài mẫu. Ở mặt trên của đường nối hàn bị mòn 1 mm, phát hiện độ cứng Brinell, phương pháp kiểm tra độ cứng Brinell theo TCVN 256-1: 2006 với các điều kiện kiểm tra xác định trước.
8.8.2 Độ cứng mặt cắt dọc
Vị trí lấy mẫu của mẫu độ cứng mặt cắt dọc được thể hiện trong Hình 8. Mối hàn nằm ở tâm chiều dài của mẫu. Thử giá trị độ cứng của đầu ray (đường thử 1) trên mặt cắt dọc Các điểm đo được bố trí đối xứng qua hai bên trái phải của tâm mối hàn, khoảng cách giữa các điểm đo là 5 mm. Kiểm tra độ cứng mặt cắt dọc mối hàn bằng phương pháp thử độ cứng Rockwell hoặc phương pháp thử độ cứng Vickers. Phương pháp thử nghiệm độ cứng Rockwell theo TCVN 257-1:2007, sử dụng thang HRC; phương pháp thử nghiệm độ cứng Vickers theo TCVN 258-1:2007 giá trị lực thử là 294,2 N.
8.8.3 Xử lý dữ liệu
Sau khi thử, sử dụng axit nitric 5 % lấy dấu bề mặt mẫu thử sao cho có thể nhìn thấy các mối hàn trên bề mặt thử và đường ranh giới giữa vùng ảnh hưởng nhiệt ở cả hai mặt của mối hàn và kim loại cơ bản (như thể hiện trong Hình 7 và Hình 8) được xác định dựa vào hai đường B và C.
Tính giá trị độ cứng trung bình của các điểm đo giữa AB và CD là độ cứng trung bình của vật liệu cơ bản và ký hiệu là là Hp; tính giá trị độ cứng trung bình của các điểm đo giữa BC (bao gồm cả các điểm đo trên đường B và C) là độ cứng trung bình của các mối hàn, được ký hiệu là Hj; lấy giá trị trung bình của độ cứng tại các điểm đo trong khoảng từ B đến C nhỏ hơn 0,9 Hp làm độ cứng trung bình của vùng làm mềm và ghi giá trị độ cứng của từng điểm đo trên đường thử 1 để vẽ đường cong độ cứng trên tọa độ đồ thị, lấy chiều rộng của giá trị độ cứng dưới 0,9 Hp làm chiều rộng của vùng làm mềm, ký hiệu là wo
Đơn vị tính bằng mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đơn vị tính bằng mm
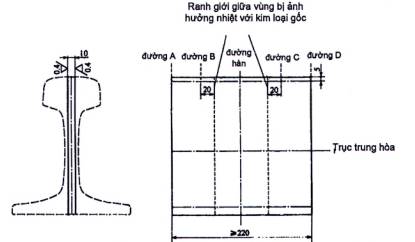
Hình 8 - Sơ đồ lấy mẫu kiểm tra độ cứng mặt cắt dọc
8.9 Kiểm tra thô đại
Sử dụng mẫu kiểm tra độ cứng mặt cắt dọc (Hình 8) để kiểm tra thô đại. Lấy dầu bề mặt của mẫu độ cứng mặt cắt dọc bằng axit nitric 5 % và quan sát đường ranh giới giữa vùng ảnh hưởng nhiệt và kim loại cơ bản ở cả hai mặt của mối hàn.
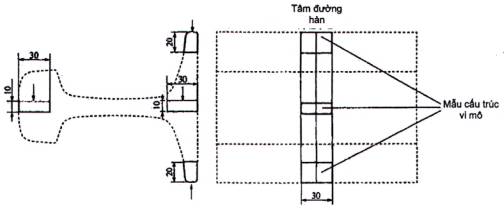
8.10 Kiểm tra cấu trúc tế vi và kích thước hạt
8.10.1 Việc kiểm tra cấu trúc tế vi phải được thực hiện theo phương pháp quy định trong TCVN 5052-1. Việc kiểm tra kích thước hạt phải được thực hiện theo phương pháp quy định trong TCVN 5052-1, hoặc có thể đánh giá theo mạng terit trong cấu trúc tế vi.
Đơn vị là mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.10.2 Vị trí lấy mẫu để kiểm tra cấu trúc tế vi của các mối hàn và kích thước hạt được thể hiện trên Hình 9, mũi tên chỉ vào bề mặt quan sát, 1 ở nấm ray và 3 ở dưới cùng của ray.
8.11 Kiểm tra nứt mối hàn
Sử dụng mẫu thử khối lượng rơi, dùng búa thả bổ sung và kiểm tra mối hàn bị gãy bằng mắt thường hoặc kính lúp, kiểm tra và ghi lại kết quả kiểm tra chi tiết các khuyết tật của từng vết gãy phù hợp với yêu cầu của phụ lục F của tiêu chuẩn này.
Các mối nối bị gãy do thử uốn tĩnh và thử mỏi cũng phải được kiểm tra và ghi lại phù hợp với các yêu cầu của Phụ lục F, kiểm tra và ghi lại thử nghiệm chi tiết khuyết tật của từng vết gãy.
8.12 Quy tắc kiểm tra
8.12.1 Kiểm tra thành phẩm
Kiểm tra thành phẩm sẽ được thực hiện cho từng mối hàn (thành phẩm).
Các hạng mục kiểm tra thành phẩm bao gồm phát hiện ngoại quan và khuyết tật.
8.12.2 Kiểm tra kiểu loại
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Tổ chức hàn ray lần đầu tiên hàn ray;
b) Sau khi sản xuất bình thường, việc thay đổi quy trình hàn có thể ảnh hưởng đến chất lượng mối hàn;
c) Trước khi tiếp tục sản xuất sau khi ngừng sản xuất 01 năm;
d) Đủ 05 năm kể từ khi có báo cáo kiểm tra loại hình;
e) Kết quả kiểm tra sản xuất không đạt chất lượng;
f) Một trong các loại thép ray, nhà máy sản xuất ray, tình trạng giao hàng ray và loại ray được thay đổi khi hàn lần đầu tiên.
Nếu hai loại ray có cùng mác thép nhưng nhà máy sản xuất khác nhau, hoặc cùng loại thép nhưng điều kiện giao hàng khác nhau đã qua kiểm định kiểu hàn thì việc hàn giữa hai loại ray:
- Trong tất cả các trường hợp kiểm tra sản xuất đủ tiêu chuẩn, sản xuất hàn;
- Trong trường hợp sản xuất không đủ tiêu chuẩn, nên hàn thử nghiệm kiểu hàn giữa hai thanh ray.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.12.2.3 Nhà sản xuất, loại ray, cấp thép và tình trạng của ray được sử dụng cho mẫu thử kiểm tra điển hình phải giống như loại ray được sử dụng để sản xuất hàn và mẫu thử phải là mối nối được hàn bằng quy trình tương tự.
Bảng 5 - Các hạng mục kiểm tra kiểu loại và số lượng mẫu thử mối hàn.
Đơn vị là mẫu
Ngoại dạng
Phát hiện lỗ rỗng
Thả búa
Uốn tĩnh
Mỏi
Kéo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ cứng
Cấu trúc tế vi và kích thước hạt
Gãy mỗi hàn
Nén đầu ray
Kéo đầu ray
Tất cả các mẫu
Tất cả các mẫu
15
12
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3
1
1
2
1
(Sử dụng các mẫu thử độ cứng)
15
(Sử dụng mẫu thử búa thả)
CHÚ THÍCH: 2 mẫu thử độ cứng, bao gồm 1 mẫu thử độ cứng bề mặt đầu ray, 1 mẫu thử độ cứng mặt cắt dọc ray.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.12.2.5 Các mẫu thử có kết quả kiểm tra điển hình đáp ứng các yêu cầu của mục 4 là các mẫu thử đủ tiêu chuẩn 15 mẫu thử khi uốn tĩnh phải được thử liên tục; 15 mẫu thử dưới khối lượng rơi phải được thử liên tục; trong một lần kiểm tra kiểu loại, tất cả các hạng mục kiểm tra phải đạt tiêu chuẩn trước khi việc kiểm tra kiểu loại được đánh giá là đạt yêu cầu. Sản xuất hàng loạt có thể được thực hiện sau khi vượt qua kiểm tra kiểu loại.
8.12.2.6 Báo cáo kiểm tra kiểu loại phải có các nội dung sau: tên tổ chức hàn ray, kiểu máy hàn, số hiệu xưởng sản xuất máy hàn, tên người vận hành máy hàn chính và số chứng chỉ đào tạo nghề, nhà máy sản xuất ray, loại ray, cấp thép ray, phương tiện vận chuyển ray. Tình trạng hàng hóa, thiết bị kiểm tra, kết quả Kiểm tra chi tiết, v.v.
8.12.3 Giám sát quá trình sản xuất
8.12.3.1 Việc kiểm tra sản xuất tương ứng trong Bảng 4 phải được thực hiện khi xảy ra một trong các tình huống sau:
a) Cứ sau 200 mối nối được hàn;
b) Khi thay bộ gia nhiệt, thay đổi nhà sản xuất Oxy và axetylen;
c) Thay thế người vận hành hàn chính, hoặc điều chỉnh các thông số của quá trình hàn;
d) Máy hàn ngừng hàn ray 1 tháng trở lên;
e) Tổng số 600 mối nối hàn cộng dồn trong 3 tháng;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) Sau khi thay thế thiết bị xử lý nhiệt;
h) Sau khi nhà cung cấp bộ gia nhiệt (cảm ứng, ngọn lửa) hoặc cấu trúc và kích thước của bộ gia nhiệt bị thay đổi.
8.12.3.2 Số lượng các hạng mục và thử nghiệm sản xuất của các mẫu thử đối tượng được hàn mối hàn được thể hiện trong Bảng 6.
Bảng 6 - Kiểm tra sản xuất và số lượng mẫu thử hàn
Đơn vị là mẫu
Điều kiện kiểm tra sản xuất
a), b), c), d) trong 8.12.3.1
e) trong B.12.3.1
f), g), h) trong 8.12.3.1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bề ngoài
Khuyết tật
Thả búa
Gãy
Độ cứng
Cấu trúc tế vi
Độ cứng
Cấu trúc tế vi và kích thước hạt
Số lượng mẫu thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
1
2
1
CHÚ THÍCH 1: Mẫu thử đã qua kiểm tra bề ngoài và phát hiện khuyết tật được coi là mẫu thử thả búa.
CHÚ THÍCH 2: 2 mẫu thử độ cứng, bao gồm 1 mẫu thử độ cứng bề mặt đầu ray, 1 mẫu thử độ cứng mặt cắt dọc ray.
CHÚ THÍCH 3: Các mẫu thử độ cứng được dùng để kiểm tra cấu trúc tế vi và kích thước hạt.
8.12.3.3 Kiểm tra sản xuất loại ray, cấp thép và tình trạng giao hàng của ray được sử dụng cho mẫu thử phải giống với ray được sử dụng để sản xuất hàn. Các mẫu thử được lấy ngẫu nhiên sử dụng để kiểm tra sản xuất và các mẫu thử phải được hàn theo quy trình tương tự như quá trình sản xuất hàn. Kết quả kiểm tra sản xuất phải đáp ứng các quy định liên quan trong mục 4 và chỉ có thể tiếp tục sản xuất sau khi đã qua kiểm tra.
8.12.3.4 Việc kiểm tra sản xuất (ngoại hình, phát hiện khuyết tật, khối lượng rơi, gãy, độ cứng và các hạng mục kiểm tra thô đại) được thực hiện hàng năm nên bao gồm tất cả các loại ray được hàn trong năm hiện tại và tần suất kiểm tra sản xuất sẽ được tăng lên nếu cần thiết.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.12.3.6 Nếu một hoặc nhiều mẫu thử không đủ tiêu chuẩn trong quá trình kiểm tra sản xuất thì nó sẽ được kiểm tra lại.
Kiểm tra lại lần thứ nhất: lấy mẫu kép và kiểm tra lại các mẫu thử không đạt chất lượng, nếu kiểm tra đạt yêu cầu thì kết quả kiểm tra sản xuất đạt tiêu chuẩn, nếu một hoặc nhiều mẫu thử không đạt chất lượng thì tiến hành kiểm tra lại.
Kiểm tra lại lần thứ hai: lấy mẫu kép và kiểm tra lại các mẫu thử không đạt chất lượng, nếu kiểm tra đạt yêu cầu thì kết quả kiểm tra sản xuất đạt yêu cầu; nếu một hoặc một số mẫu thử không đạt chất lượng thì kết quả kiểm tra sản xuất là không đủ tiêu chuẩn.
Phụ lục A
(Quy định)
Đặc điểm kỹ thuật để phát hiện khuyết tật siêu âm của các mối hàn ray
A.1 Đầu dò và dò khuyết tật siêu âm
A.1.1 Máy dò khuyết tật siêu âm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
a) Tổng lượng tiêu hao: ≥ 80 dB (sai số tương đối của bộ suy hao: Trong dải tần làm việc, sai số của mỗi 12 dB không được vượt quá 1 dB);
b) Băng thông của bộ khuếch đại: không nhỏ hơn 1 MHz đến 8 MHz;
c) Biên độ nhạy: ≥ 55 dB (sóng dọc 2,5 MHz);
d) Độ phân giải: ≥ 26 dB (sóng dọc 2,5 MHz);
e) Dải động: ≥ 26 dB`;
f) Sai số tuyến tính dọc: ≤ 4 %;
g) Phạm vi chặn: ≤ 10 mm;
h) Sai số tuyến tính ngang: 2 % (bộ dò khuyết tật tương tự);
i) Tần số lấy mẫu của máy dò khuyết tật kỹ thuật số: ≥ 100 MHz.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Kiểm tra hiệu suất đầu dò siêu âm phải đáp ứng các điều kiện sau:
a) Không có đỉnh kép và chập chờn dạng sóng, chiều dài của cạnh trước của đầu dò phải đáp ứng nhu cầu của phạm vi kiểm tra phát hiện khuyết tật.
b) Tần số phản xạ và lỗi của nó
Tần số phản xạ: ≥ 4 MHz.
Lỗi tần số phản xạ: ≤ 10 %
c) Sai số góc khúc xạ
Góc khúc xạ 37° đến 45° sai số: ≤ 1.5°;
Góc khúc xạ ≥ 60° sai số: ≤ 2°.
d) Độ phân giải của đầu dò sóng biến dạng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đầu dò 2,5 MHz: ≥ 20 dB.
e) Độ rộng của đầu dò đơn sóng ngang (tăng 40 dB bề mặt vòng cung R 100)
Đầu dò trên 4 MHz: ≤ 20 mm;
Đầu dò 2,5 MHz: ≤ 25mm.
f) Độ nhạy tương đối
Đầu dò sóng dọc: ≥ 55 dB;
Đầu dò sóng biến dạng trên 4 MHz: ≥ 60 dB (bề mặt vòng cung R 100);
Đầu dò sóng ngang 2,5 MHz: ≥ 65 dB (bề mặt vòng cung R 100).
g) Đầu dò kết hợp hoặc đầu dò mảng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ lệch tương đối của độ nhạy của mỗi đầu dò phụ: ≤ 4 dB.
A.2 Mẫu kiểm tra
A.2.1 Mẫu kiểm tra tiêu chuẩn
Các mẫu kiểm tra tiêu chuẩn bao gồm mẫu kiểm tra CS-1-5 và mẫu kiểm tra CSK-1A.
A.2.2 Mẫu kiểm tra so sánh
Mẫu kiểm tra so sánh bao gồm mẫu kiểm tra so sánh đầu dò kép GHT-1 và mẫu kiểm tra so sánh đầu dò đơn GHT-5:
a) Mẫu kiểm tra so sánh đầu dò kép GHT-1:
Các khuyết tật nhân tạo trên mẫu thử nghiệm có thể được xử lý ở cả hai đầu của mẫu thử nghiệm, xem Hình A. 1 a) và Hình A. 1 b).
Mẫu thử nghiệm được làm bằng ray 60 kg / m. Đường kính mỗi lỗ đáy phẳng 3 mm, chiều sâu lỗ ≥ 40 mm; Chiều dài từ đáy của lỗ đáy phẳng đến đầu kia của khối thử ≥ 450 mm . Chênh lệch giữa chiều cao sóng phản xạ của các lỗ có đáy phẳng ở cùng một vị trí trên các khối thử nghiệm khác nhau không được vượt quá ± 2 dB.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mẫu thử nghiệm được chia thành ba khu vực: A, B và C như trong Hình A. 2 a
Mẫu thử nghiệm được làm bằng ray 60 kg/m. Để thuận tiện cho việc xử lý các khuyết tật nhân tạo, nấm ray và đế ray có thể được cắt bỏ một phần. Chênh lệch giữa chiều cao sóng sau của các lỗ ngang hoặc lỗ dọc tại cùng một vị trí trên các mẫu thử nghiệm khác nhau không được vượt quá ±1,5 dB.
Khu vực A: Khu vực đầu dò 1# đến 7# (xem Hình A. 2 b) đường kính của lỗ ngang là 5 mm;
Khu vực B: Khu vực đầu dò đơn sóng ngang của nấm ray và thân ray 1# đến 8# (xem Hình A.2 c) đường kính của lỗ ngang là 3 mm;
Khu vực C: Khu vực dò đơn của sóng ngang ở đế ray 1# đến 2# (xem Hình A.2 d), đường kính của lỗ thẳng đứng là 4 mm.
Đơn vị là mm
a) Mẫu thử đầu do kép GHT-1a
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình A. 1 - Mẫu thử nghiệm đầu dò kép GHT-1
Đơn vị là mm
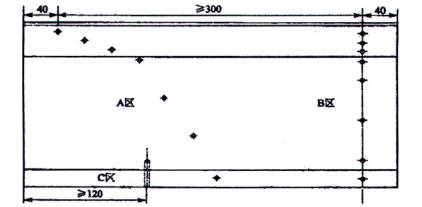
a) Sơ đồ phân vùng mẫu thử nghiệm GHT-5
b) Khu vực đầu dò 0° mẫu thử nghiệm GHT-5 (khu vực A)
c) Mẫu thử nghiệm GHT- 5 và khu vực đầu dò thân ray (Khu vực B)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình A.2 - Mẫu thử nghiệm một đầu dò GHT-5
A.3 Thiết bị quét
A.3.1 Đối với mối hàn trong nhà máy hoặc công xưởng: có thể thực hiện kiểm tra quét trên nấm ray, thân ray và đế ray kiểu K.
A.3.2 Đối với đường hàn ngoài hiện trường: có thể thực hiện quét kiểu K trên đầu thanh ray và đế thanh ray, và có thể thực hiện quét kiểu K hoặc quét song song trên thân thanh ray.
A.4 Phương pháp quét
A.4.1 Phương pháp thăm dò kép
Nên sử dụng đầu dò K 0.8 đến K 1 để tiến hành quét song song từ đỉnh của nấm ray đến hết nấm ray, thân ray và các bộ phận khác của chúng, hoặc cũng có thể được thực hiện quét kiểu K trên nấm ray, thân ray ray và các bộ phận mở rộng của nó từ bề mặt trên và dưới của ray.
Nên sử dụng đầu dò K 0.8 đến K 2 để thực hiện quét kiểu K trên nấm ray từ cả hai phía của nấm ray.
Nên sử dụng đầu dò K 0.8 đến K 1 để thực hiện quét kiểu K từ cả hai mặt của đế ray đến đế ray.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nên sử dụng đầu dò K 0.8 đến K 1 để quét từ đỉnh nấm ray đến nấm ray, thân ray đến đế ray.
Nên sử dụng đầu dò K ≥ 2 để quét nấm ray từ phía trên hoặc bên cạnh của nấm ray
Nên sử dụng đầu dò K ≥ 2 để quét đế ray
A.5 Hiệu chỉnh độ nhạy phát hiện khuyết tật
A.5.1 Phương pháp đầu dò kép
Thân ray: lỗ tham chiếu của quá trình quét song song là lỗ đáy phẳng 4# của mẫu thử nghiệm GHT-1a; lỗ tham chiếu để quét kiểu K là lỗ đáy phẳng 3# của mẫu thử nghiệm GHT-1a
Vị trí nấm ray: Lỗ tham chiếu để quét kiểu K là lỗ đáy phẳng 2# của mẫu thử nghiệm GHT-1b.
Đế ray: Lỗ tham chiếu để quét kiểu K là lỗ đáy phẳng 5# của mẫu thử nghiệm GHT-1a.
A.5.2 Phương pháp đầu dò đơn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vị trí nấm ray: lỗ tham chiếu để quét đầu dò K ≥ 2 là lỗ nằm ngang 5* của mẫu thử nghiệm GHT-5 khu vực B.
Đế ray: lỗ tham chiếu để quét đầu dò K ≥ 2 là lỗ thẳng đứng 2# của mẫu thử nghiệm GHT-5 khu vực C.
A.5.3 Bù độ nhạy
Khi bề mặt phát hiện thô, có thể thực hiện bù ghép bề mặt và mức bù thường là 2 dB đến 6 dB.
A.6 Vẽ đường cong khoảng cách - biên độ
A.6.1 Phương pháp đầu dò kép
Thân ray: lỗ đáy phẳng 1# đến 5# của mẫu thử nghiệm GHT-1a
Phần đầu thanh ray: lỗ đáy phẳng 1# đến 3# của mẫu thử nghiệm GHT-1b.
Vị trí đế ray: lỗ đáy phẳng 5# đến 8# của mẫu thử nghiệm GHT-1a.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nấm ray và thân ray: Đầu dò K 0.8 đến K 1 được sử dụng để quét từng lỗ ngang trong khu vực B của mẫu thử nghiệm GHT-5
Vị trí nấm ray: Đầu dò K ≥ 2 được sử dụng để quét các lỗ ngang từ 1# đến 5# trong khu vực B của mẫu thử nghiệm GHT-5.
Đế ray: Đầu dò K ≥ 2 được sử dụng để quét cạnh trên, dưới và các góc của lỗ thẳng đứng 1# đến 2# trong khu vực C của mẫu thử nghiệm GHT-5
Phụ lục B
(Quy định)
Máy kiểm tra va đập
B.1 Đầu búa
Khối lượng tiêu chuẩn của đầu búa là 1 000 kg ± 5 kg. Bán kính của vòng cung đáy của đầu búa mới chế tạo là 100mm và nó sẽ không có tác dụng khi bán kính lớn hơn 300 mm. Độ cứng của búa là 300 HBW đến 350 HBW.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nền cứng không có lò xo được sử dụng cho máy thử khối lượng rơi. Khối lượng của đe không được nhỏ hơn 10 000 kg. Kết cấu đỡ ray phải có tác dụng ngăn không cho mẫu thử bị lật, bán kính của giá đỡ ray mới được chế tạo là 100 mm và nó sẽ không có tác dụng khi bán kính lớn hơn hơn 300 mm. Khoảng cách giữa các đường tâm của hai giá đỡ là 1 000 +100 mm. Độ cứng bề mặt của giá đỡ không nhỏ hơn 350 HBW.
B.3 Giá đỡ
Khung của máy thử búa thả phải ổn định. Các ray dẫn hướng không được nghiêng và nên tra dầu thường xuyên để giảm ma sát giữa các ray dẫn hướng đầu búa.
B.4 An toàn
Các phương tiện bảo vệ nên được lắp đặt.
B.5 Chiều cao thả búa
Chiều cao thả búa là khoảng cách thẳng đứng giữa mặt dưới của đầu búa và mặt trên của nấm ray của búa rơi tại thời điểm đầu búa rơi, được gọi là “h”.
Phụ lục C
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy thử uốn tĩnh
C.1 Yêu cầu
Máy thử uốn tĩnh có tải trọng là F, thiết bị hiển thị và ghi lại độ võng là f, lực tiêu chuẩn không được nhỏ hơn 2 000 kN; tốc độ tải 40 kN/s đến 80 kN/s hoặc 0,7 mm/s đến 1,2 mm/s. Giá trị lực được hiệu chuẩn mỗi năm một lần.
C.2 Giá đỡ
Bán kính vòng cung của giá đỡ của máy thử uốn tĩnh là 100 mm ± 5 mm và khoảng cách tâm là 1 000 mm ± 5 mm.
C.3 Vết lõm
Máy thử uốn tĩnh lõm vào trong vòng cung bán kính 300 mm ± 5 mm, chiều rộng 75 mm, độ nhám bề mặt của MRR Ra 6.3, xem hình C.1. Độ cứng của vết lõm phải là 50 HRC đến 55 HRC.
C.4 Độ chính xác của hành trình piston và cảm biến
Hành trình piston của xi lanh dầu áp suất không nhỏ hơn 200 mm; độ chính xác của cảm biến dịch chuyển phù hợp là 1 %.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
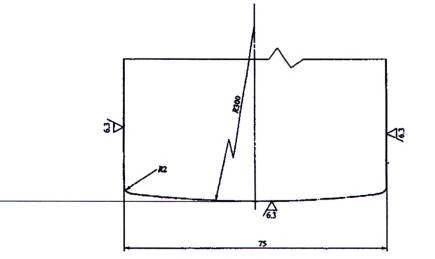
Hình C.1 - Đầu uốn tĩnh
Phụ lục D
(Quy định)
Máy kiểm tra mỏi
D.1 Kiểm tra xác minh máy
Khi kiểm tra bằng phương pháp tĩnh, độ lệch cho phép của giá trị ghi trên mặt số của máy thử không được lớn hơn ± 1 %.
Khả năng chịu tải của máy thử mỏi không được nhỏ hơn 500 kN. Tải phải được hiệu chuẩn hàng năm 1 lần. Tải trọng lớn nhất và dải tải trọng thể hiện trong thử mỏi phải được giữ trong khoảng 2% giá trị tiêu chuẩn yêu cầu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bán kính của đường cong gai lốp của phần lõm dưới tải trọng do máy thử tác dụng là 420 mm ± 5 mm và chiều rộng gai (vuông góc với chiều dài của ray) phải lớn hơn chiều rộng của nấm ray. Độ cứng của vết lõm là 50 HRC đến 60 HRC. và độ nhám bề mặt là MRR Ra 6.3.
D.3 Điều chỉnh hỗ trợ
Khoảng cách giữa hai giá đỡ của máy thử nghiệm có thể được điều chỉnh trong phạm vi từ 1 m đến 1,6 m và nó có thể được cố định một cách chắc chắn sau khi điều chỉnh. Các mẫu thử mỏi ở vị trí tương đối của máy thử được chỉ ra trên Hình D.1.
Hình D.1 - Vị trí của mẫu thử
Phụ lục E
(Tham khảo)
Bảng ghi hồ sơ hàn khí áp lực
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ký hiệu ray
Địa điểm
Mô hình và số máy hàn
Nhận dạng mối hàn
Điều kiện môi trường
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ngày
Ngày tháng năm
Độ nấm ray trước khi hàn
Độ lệch độ thẳng của bề mặt nấm ray (mm/m)
Độ lệch độ thẳng của mặt nấm ray (mm/m)
Độ dốc mặt cuối (hướng A) (mm)
Độ dốc cuối (hướng B) (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thông số quy trình Hàn
Giai đoạn đầu tiên
Giai đoạn thứ hai
Giai đoạn thứ ba
Áp suất
ôxy
Axetylen
Áp suất
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Axetylen
Áp suất
ôxy
Axetylen
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thời gian
Biên độ dao động
Tần suất lựa chọn
Thời gian
Biên độ dao động
Tần suất lựa chọn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Biên độ dao động
Tần suất lựa chọn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đo mối nối hàn và phát hiện lỗ hổng
Số lượng sai lệch của mối nối bề mặt trên thanh ray (mm)
Độ thẳng của bề mặt nấm ray (mm/m)
Kết quả kiểm tra
Số lượng sai lệch bề mặt làm việc của nấm ray (mm)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Độ lệch ngang của mép đế ray (mm)
Chất lượng bề mặt
Chữ ký của thợ hàn
Chữ ký của người kiểm tra ngoại hình
Chữ ký của người kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ lục F
(Quy định)
Hồ sơ khuyết tật của mối hàn
F.1 Yêu cầu
Ghi lại mặt cắt khuyết tật của từng vết nứt thể hiện như hình F.1, mỗi hồ sơ vết nứt thể hiện trên 1 trang; mỗi vết nứt phải ghi số nhận dạng tương ứng với bộ liên kết; nếu không có khuyết tật mối hàn vết nứt thì phải được điền rõ ràng vào hồ sơ: "Không nhìn thấy khiếm khuyết".
Mỗi hồ sơ vết nứt cần có thông tin chi tiết về tải trọng rơi hoặc các thử uốn tĩnh và mỏi.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chi tiết về khuyết tật vết nứt mối hàn bao gồm:
a) Kích thước của khuyết tật theo hướng x và hướng y (hướng song song với mặt đáy của bề mặt vết nứt là hướng x và hướng theo chiều cao ray là hướng y);
b) Hình dạng của khuyết tật;
c) Vị trí của khuyết tật;
d) Hướng khuyết tật (Mối quan hệ tương ứng giữa bất kỳ thanh ray nào với bộ gia nhiệt và máy hàn phải được đánh dấu trong Hình F.1);
e) Nguồn gốc vết nứt;
f) Các dạng khuyết tật.
CHÚ DẪN:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]() Thân ray
Thân ray
![]() Đế ray
Đế ray
Hình F. 1 - Sơ đồ vị trí của khuyết tật ray
Phụ lục G
(Tham khảo)
Tính năng kỹ thuật máy hàn TGP 5
Loại ray hàn được
Ray 60; 50; 43 (kg/m)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tối đa: 23 Tấn; hành trình 70 mm
Nén ép (lực nén - hành trình)
Tối đa: 33 Tấn; hành trình 210 mm
Kích thước (mm) / khối lượng (kg)
Máy chính
950 x 480 x 425 / 230
Bộ phận thủy lực
725 x 500 x 700 / 65
Máy bơm dầu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bơm dầu
Động cơ điện
3 pha 200 V đến 220 V; 1,5 kW; 50 Hz.
Áp suất max / min
700 / 80 (kg/cm2)
Lưu lượng max / min
0,9 / 6,5 (lít/min)
Thư mục tài liệu tham khảo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[2] TB/T 1632.4 -2014, Welding of rails - Pad 4: Gas pressure welding.
[3] Dự án sản xuất thử nghiệm độc lập cấp nhà nước “Thí nghiệm lắp đặt và khai thác đường ray không mối nối cho đường sắt Việt Nam”.
MỤC LỤC
Lời nói đầu
1 Phạm vi áp dụng
3 Thuật ngữ và định nghĩa
4 Yêu cầu kỹ thuật
4.1 Yêu cầu đối với ray để hàn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.3 Yêu cầu về nhân sự hàn
4.4 Yêu cầu chung
4.5 Yêu cầu chất lượng
5 Quy trình hàn
6 Yêu cầu về thiết bị
7. Yêu cầu về an toàn
8 Kiểm tra, nghiệm thu
8.1 Kiểm tra bề mặt các mối hàn
8.2 Kiểm tra phát hiện khuyết tật của các mối hàn bằng siêu âm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.4 Thử uốn tĩnh của các mối hàn
8.5 Thử mỏi mối hàn
8.6 Thử kéo mối hàn
8.7 Kiểm tra độ dai va đập
8.8 Kiểm tra độ cứng
8.9 Kiểm tra thô đại
8.10 Kiểm tra cấu trúc tế vi và kích thước hạt
8.11 Kiểm tra nứt mối hàn
8.12 Quy tắc kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phụ lục B
Phụ lục C
Phụ lục D
Phụ lục E
Phụ lục F
Phụ lục G
Thư mục tài liệu tham khảo
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây