Tiêu chuẩn quốc gia TCVN 7971:2008 (ISO 15363 : 2000) về Vật liệu kim loại - Ống - Thử thủy lực vòng ống
Tiêu chuẩn quốc gia TCVN 7971:2008 (ISO 15363 : 2000) về Vật liệu kim loại - Ống - Thử thủy lực vòng ống
| Số hiệu: | TCVN7971:2008 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2008 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN7971:2008 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2008 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Ký hiệu |
Mô tả |
Đơn vị |
|
a a |
Chiều dày thành vòng ống thử |
mm |
|
A t |
Sức căng theo chu vi tổng qui định |
% |
|
d b |
Đường kính ngoài đo được của vòng ống thử |
mm |
|
l |
Chiều dài vòng ống thử |
mm |
|
p |
Áp suất thủy lực để tạo ra sức căng theo chu vi tổng được qui định |
MPa |
|
RAt |
Độ bền vòng tại sức căng tổng qui định |
MPa |
|
a Ký hiệu T cũng được sử dụng đối với thông số này trong các tiêu chuẩn ống thép. b Ký hiệu D cũng được sử dụng đối với thông số này trong các tiêu chuẩn ống thép. |
||
Làm giãn nở không hạn chế vòng ống thử giữa hai tấm phẳng dưới áp suất thủy lực; chu vi ngoài của ống là chiều dài cữ hiệu dụng của mẫu thử.
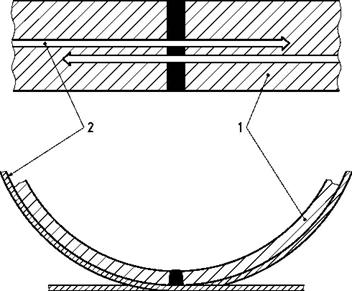
Phép thử được tiến hành trên mẫu thử lấy từ ống hàn hoặc không hàn có chiều dày giới hạn phụ thuộc vào công suất của máy và độ bền của ống (xem Hình 1). Phải loại bỏ tất cả các mép sắc của sản phẩm bằng máy gia công bề mặt trước khi thử. Khi áp suất thử thủy lực được yêu cầu để tạo ra sức căng theo chu vi tổng qui định vượt quá công suất của máy thử, có thể thực hiện phép thử có thay đổi như mô tả trong Phụ lục A.
Phép thử được quy định khi có yêu cầu đo độ bền vòng mà độ bền này không bị ảnh hưởng bởi gia công biến dạng nguội và ứng suất dư sinh ra khi nén bẹp mẫu thử kéo tiêu chuẩn. Thử kéo tiêu chuẩn là cần thiết, tuy nhiên chỉ khi có yêu cầu đo độ bền kéo và độ giãn dài.
Kích thước tính bằng milimét
a Dung sai kích thước l: ± 0,25 mm; l thường được lấy bằng 76 mm.
b Sai lệch lớn nhất của đường vuông góc.
c Cả hai bề mặt được gia công cơ song song phẳng và nhẵn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 1 - Kích thước và dung sai vòng thử
4.1. Máy thử phải có khả năng cho phép vòng thử giãn nở tự do mà không chịu sự cản trở ở bất kỳ đầu nào. Điều này có thể đạt được bằng cách để lại một khe hở nhỏ giữa mẫu thử và tấm phẳng trên. Sự hao hụt áp suất trong khi thử phải được ngăn ngừa bằng việc sử dụng chất gắn kết dẻo.
Sơ đồ máy thử điển hình được cho trên Hình 2.
4.2. Để giảm đến mức thấp nhất ma sát giữa mẫu thử, tấm phẳng và khuôn bên trong, các tấm phẳng phải song song và được tiện tinh hoặc mài. Trước mỗi phép thử, ma sát tại bề mặt tiếp xúc phải được giảm thiểu tới mức thấp nhất bằng cách sử dụng dầu bôi trơn như mỡ graphít hoặc sử dụng tấm PTFE (polytetrafluorethylene), các tấm phẳng phải được kiểm tra thường xuyên và tất cả các vết gợn đều phải bị loại bỏ.
4.3. Ứng suất được đặt vào vòng thử bằng chất lỏng có áp suất. Việc cung cấp phải được thực hiện để thổi tất cả khí trong hệ thống thông qua đường dẫn.
Cảnh báo - Khi tiến hành thử, phải có biện pháp ngăn ngừa để đảm bảo an toàn cho người thực hiện phép thử.

CHÚ DẪN
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Khuôn kéo bên trong
3 Tấm phẳng trên
4 Khe hở nhỏ
5 Vòng thử
6 Vòng đệm cao su hoặc miếng đệm
7 Chất lỏng có áp suất
8 Tấm phẳng đáy
9 Lực ép
Hình 2 – Sơ đồ máy thử (có lắp vòng thử)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.1. Hình dạng và vị trí
5.1.1. Trước khi tách ra từ thân ống chính, vòng thử phải được ghi nhãn với ký hiệu duy nhất.
5.1.2. Vòng thử có thể được chuẩn bị từ mẫu cắt bằng ngọn lửa có kích thước lớn hơn. Công đoạn chuẩn bị cuối phải bằng gia công nguội để đảm bảo loại bỏ tất cả các vùng bị ảnh hưởng nhiệt. Các mép gia công bằng máy phải được tiện tinh hoặc mài và không có ba via.
5.1.3. Kích thước và dung sai của mẫu thử cho trên Hình 1. Các mép gia công máy phải song song và vuông góc với trục ống trong khoảng 0,15 mm được đo ngang qua đường kính.
5.2. Xác định kích thước
5.2.1. Đường kính ngoài của vòng thử được tính từ giá trị đo chu vi ống, bằng cách sử dụng thước dây thép mềm. Dung sai lớn nhất của độ chính xác phép đo này là ± 1 mm.
5.2.2. Chiều dày thành ống được xác định bằng tính toán giá trị trung bình của tám lần đo tại các điểm cách nhau khoảng 45o trên chu vi mẫu thử kể cả vùng hàn của ống hàn (xem Hình 3). Dụng cụ đo phải có khả năng đo chiều dày với độ chính xác cao hơn ± 0,025 mm.
5.2.3. Tất cả các kết quả đo đường kính và chiều dày của vòng thử phải được ghi biên bản đầy đủ.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 3 - Vị trí đo chiều dày thành ống
6.1. Qui trình thử bao gồm việc tạo áp lực và đo độ giãn nở theo chu vi.
6.2. Độ giãn nở theo chu vi của vòng thử phải được đo trong khi có áp lực như sau:
Dụng cụ đo sự thay đổi của chu vi như thước dây bằng thép hoặc thước cuộn phải được cuốn vòng quanh chu vi vòng thử tại điểm giữa ngang qua mối hàn.
Một ví dụ sử dụng thước dây bằng thép được cho trên Hình 4. Khoảng cách giữa hai điểm song song của dụng cụ đo phải trong khoảng 1,5 mm và 3 mm.
Khi sử dụng thước dây thép, phải giảm tới mức thấp nhất ma sát bằng cách bôi dầu bôi trơn thích hợp trên bề mặt thước dây và xung quanh vòng thử. Sự thay đổi chu vi phải được đo bằng dụng cụ đo điện hoặc cơ thích hợp có độ chính xác ± 0,25 mm.
CHÚ DẪN
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Dụng cụ đo là thước dây bằng thép
Hình 4- Vị trí thiết bị đo để đo độ giãn nở
6.3. Dụng cụ đo sự tăng lên của chu vi phải được cuốn quanh vòng thử trước khi tạo áp suất bên trong.
6.4. Dung sai của phép đo áp lực bên trong là ± 1%. Độ chính xác của thiết bị đo áp suất phải được kiểm định bằng cách so sánh với thiết bị thử trọng lực chuẩn, tại lúc bắt đầu của loạt thử và mỗi năm ít nhất một lần trong chu kỳ thử.
6.5. Tốc độ biến dạng không vượt quá 0,2 % min-1.
6.6. Áp suất và tín hiệu đầu ra của độ giãn nở chu vi phải được ghi lại, ví dụ trên máy vẽ đồ thị X-Y và các liên quan đến dấu hiệu của mẫu thử.
7.1. Báo cáo thử độ giãn nở chu vi – áp suất thử điển hình được cho trên Hình 5.
7.2. Áp suất p tương ứng với sức căng chu vi tổng quy định được xác định từ báo cáo thử.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
RAt = pd / 2a
CHÚ THÍCH 1: Đối với ống có d/a < 20 độ bền vòng được tính theo công thức này trở thành không chính xác và kết quả định lượng nên được sử dụng với sự cảnh báo. Các thông số như độ cứng vòng có ảnh hưởng quan trọng đến hiệu lực của độ bền tính toán.
CHÚ THÍCH 2: Sức căng chu vi tổng qui định được tính bằng cách chia độ giãn nở chu vi cho chu vi vòng thử ban đầu.
Hình 5 - Báo cáo thử áp suất/độ giãn nở điển hình
Báo cáo thử phải bao gồm tối thiểu các thông tin sau:
a) viện dẫn tiêu chuẩn này, TCVN 7971;
b) nhận dạng vòng thử, như số mẻ luyện, số ống, số nhận dạng;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) kích thước và chiều dày của ống;
e) chiều dài của vòng ống thử;
f) độ bền vòng ống tính toán tại sức căng chu vi tổng quy định;
g) viện dẫn phương pháp thử đã sử dụng, nếu thích hợp (xem Phụ lục A).
A.1. Thử chảy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
A.2. Thử mặt cắt giảm
Phương pháp này cho phép đạt được ứng suất tương ứng với độ giãn nở chu vi quy định bằng cách làm giảm chiều dày vòng thử. Việc làm giảm chiều dày này có thể thực hiện bằng máy bên trong và/hoặc bên ngoài ống. Để đảm bảo rằng chiều dày toàn bộ có tính đại diện, cần tiến hành đo hai hoặc ba thông số sau sau khi gia công bằng máy:
(i) đường kính bên ngoài;
(ii) đường kính bên trong;
(iii) cả hai đường kính.
Chi tiết về toàn bộ vị trí và kích thước mẫu thử liên quan đến chiều dày mặt cắt vòng ống phải được ghi trong báo cáo thử.
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây