Tiêu chuẩn quốc gia TCVN 7695-3:2007 (ISO 14635-3:2000) về Bánh răng - Quy trình kiểm FZG - Phần 3: Phương pháp kiểm FZG A/2, 8/50 về khả năng chịu tải gây tróc rỗ tương đối và đặc tính mài mòn của dầu bôi trơn
Tiêu chuẩn quốc gia TCVN 7695-3:2007 (ISO 14635-3:2000) về Bánh răng - Quy trình kiểm FZG - Phần 3: Phương pháp kiểm FZG A/2, 8/50 về khả năng chịu tải gây tróc rỗ tương đối và đặc tính mài mòn của dầu bôi trơn
| Số hiệu: | TCVN7695-3:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN7695-3:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Kích thước |
Ký hiệu |
Giá trị bằng số |
Đơn vị |
|
|
Khoảng cách trục |
|
a |
91,5 |
mm |
|
Chiều rộng vành răng |
|
b |
20 |
mm |
|
Đường kính vòng lăn |
Bánh răng nhỏ |
dW1 |
73,2 |
mm |
|
|
Bánh răng lớn |
dW2 |
109,8 |
mm |
|
Đường kính vòng đỉnh răng |
Bánh răng nhỏ |
da1 |
88,77 |
mm |
|
|
Bánh răng lớn |
da2 |
112,5 |
mm |
|
Mô đun |
|
m |
4,5 |
mm |
|
Số răng |
Bánh răng nhỏ |
z1 |
16 |
|
|
|
Bánh răng lớn |
z2 |
24 |
|
|
Hệ số dịch chỉnh prôphin |
Bánh răng nhỏ |
x1 |
0,853 2 |
|
|
|
Bánh răng lớn |
x2 |
- 0,50 |
|
|
Góc áp lực |
|
a |
20 |
độ |
|
Góc áp lực làm việc |
|
aw |
22,5 |
độ |
|
Vận tốc dài theo đường kính vòng lăn |
vw |
2,8 |
m/s |
|
|
Chiều cao ăn khớp đầu răng |
Bánh răng nhỏ |
ea1 |
14,7 |
mm |
|
|
Bánh răng lớn |
ea2 |
3,3 |
mm |
|
Tốc độ trượt tại đỉnh răng |
Bánh răng nhỏ |
vga1 |
1,85 |
m/s |
|
|
Bánh răng lớn |
vga2 |
0,42 |
m/s |
|
Hệ số trượt tại đỉnh răng |
Bánh răng nhỏ |
zE1 |
1,86 |
|
|
|
Bánh răng lớn |
zA2 |
0,34 |
|
|
Hệ số trượt tại chân răng |
Bánh răng nhỏ |
zA1 |
- 0,52 |
|
|
|
Bánh răng lớn |
zE2 |
- 5,96 |
|
|
Ứng suất tiếp xúc Hertz |
|
pc |
14,7 |
N/mm2 |
|
a Fnt = Tải trọng pháp tuyến của răng tính bằng Niu tơn (xem Bảng 3) |
||||
Bảng 2 - Đặc điểm của các bánh răng loại A kiểm theo quy trình FZG
Vật liệu
Thép thấm các bon độ cứng bị hạn chế đến 2/3 của dải khuyếch tán. Thành phần vật liệu như sau:
C = 0,13 % đến 0,20 % Mo = 0,12 % cực đại Si = 0,40 % cực đại
Ni = 0,30 % cực đại Mn = 1,00 % đến 1,30 % Al = 0,02 % đến 0,05 %
P = 0,025 % cực đại B = 0,001 % đến 0,003 % S = 0,020 % đến 0,035 %
Cu = 0,30 % cực đại Cr = 0,80 % đến 1,30 %
Xử lý nhiệt
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Austenite dư thường là 20 %.
Cấp chính xác của bánh răng
Q5, theo TCVN 7577-1
Độ nhám trung bình số học của mặt răng, Ra
Ra được xác định riêng cho các sườn răng trái và phải, được đo cho mỗi loại ở 3 sườn răng trên một bánh răng ngang qua tâm của răng song song với vòng chia; các thông số đo theo ISO 4287-1:
Chiều dài được đo lt = 4,8 mm,
Chiều dài cắt đi lc = 0,8 mm,
Vận tốc vt = 0,5 mm/s;
Độ nhám trung bình (với loạt chế tạo có tối thiểu là 100 bánh răng)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bánh răng lớn: Ra = 0,30 µm ± 0, 1 µm
Độ nhám cực đại (lấy trung bình của 3 số đo theo phương pháp đã mô tả và có giá trị đối với 95 trong 100 bộ bánh răng được kiểm)
Bánh răng nhỏ và bánh răng lớn: Ra = 0,5 µm
Mài
Mài chéo (phương pháp 15o), tốc độ của đầu mài 154 vòng/min
Biến thể mặt răng
Không
6.1. Thiết bị kiểm bánh răng trụ răng thẳng của FZG
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1.2. Hộp bánh răng kiểm có chứa các phần tử đốt nóng để duy trì và điều chỉnh nhiệt độ tối thiểu của chất bôi trơn. Một cảm biến nhiệt đặt ở một bên của hộp bánh răng kiểm được dùng để kiểm soát hệ thống sấy nóng theo yêu cầu của điều kiện kiểm.
CHÚ THÍCH: Các phần tử đốt nóng có mật độ nhiệt cực đại 3 W/cm2 đến 5 W/cm2 để giảm thiểu sự giảm nhiệt của chất bôi trơn phép kiểm.
6.1.3. Máy kiểm được dẫn động với tốc độ 500 vòng/min ± 3 % nhờ một động cơ điện cung cấp đủ mô men để kiểm.
6.1.4. Bảng danh mục kiểm tra để bảo trì thiết bị kiểm bánh răng của FZG được chỉ ra ở Phụ lục B.
6.2. Thiết bị đốt nóng
Sử dụng một lò hoặc thiết bị đốt nóng phù hợp để hâm nóng bánh răng kiểm từ 60oC đến 80oC để lắp lên trục.
6.3. Bộ đếm số vòng quay
Sử dụng một bộ đếm số vòng quay phù hợp để kiểm soát số vòng quay trong mỗi mức tải của phép kiểm. Bộ đếm phải có khả năng dừng máy kiểm ở số vòng quay thích hợp của bánh răng nhỏ.
6.4. Đo khối lượng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
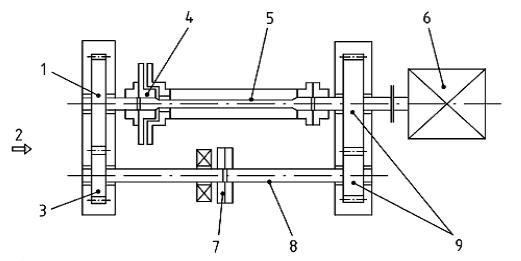
CHÚ DẪN:
1- bánh răng lớn;
4- khớp nối đo mô men;
7- nối tải;
2- nhìn theo A;
5- trục 2;
8- trục 1;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6- động cơ dẫn động;
9- các bánh răng chủ động của hộp bánh răng
Hình 3 - Sơ đồ máy thử bánh răng theo FZG
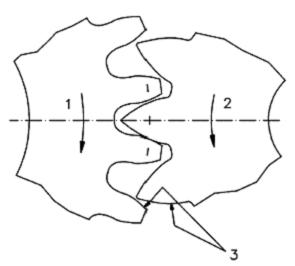
CHÚ DẪN:
1 Bánh răng lớn
2 Bánh răng nhỏ
3 Mặt răng làm việc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.1. Rửa hộp bánh răng kiểm hai lần bằng nhiên liệu gốc dầu mỏ, đảm bảo các ổ lăn được làm sạch hết chất bôi trơn cũ và thổi sạch và làm khô bằng không khí khô.
Nếu chất bôi trơn trước đó được kiểm tra thấy có chứa bất kỳ hạt bôi trơn cứng nào như graphite hoặc MoS2 thì cần tháo hoàn toàn máy kiểm và rửa sạch cẩn thận.
7.2. Đánh dấu bánh răng nhỏ và bánh răng lớn như chỉ ra trên Hình 4.
7.3. Làm sạch các bánh răng kiểm bằng nhiên liệu gốc dầu mỏ và thổi bằng không khí khô. Sau khi làm sạch dùng găng tay để giữ bánh răng.
7.4. Bằng mắt thường, kiểm tra các bánh răng về mòn, rỉ hoặc bất kỳ các hư hỏng khác. Loại bỏ các bánh răng nếu bị hư hỏng.
7.5. Cân mỗi bánh răng nhỏ và bánh răng lớn với độ chính xác 0,001 g.
7.6. Sấy nóng cả hai bánh răng đến giữa 60oC và lớn nhất là 80oC bằng các thiết bị đốt nóng thích hợp.
7.7. Lắp ráp hộp bánh răng kiểm (ngoại trừ nắp trên) với bánh răng nhỏ trên trục 1 (phía bên phải) và bánh răng lớn trên trục 2 (phía bên trái) như được giới thiệu trên Hình 3. Bảo đảm bánh răng nhỏ và bánh răng lớn ăn khớp đúng, tức là không có độ “giơ”. Đồng thời đảm bảo rằng các dấu được định vị trí như trên Hình 4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.9. Đổ 1,25 lít chất bôi trơn kiểm tiêu chuẩn vào hộp bánh răng kiểm.
7.10. Cắm bộ đốt nóng.
7.11. Lắp nắp trên vào hộp bánh răng kiểm.
7.12. Đặt mức tải 12 ở vị trí bán kính 0,5 m (xem Bảng 3) trong thời gian 2 min đến 3 min, không chạy động cơ điện, để đưa các bánh răng kiểm và các khe hở trong hệ thống về vị trí làm việc đúng.
8.1. Chất tải tương đương với mức tải 1 (xem Bảng 3). Khởi động động cơ điện, bật bộ đốt nóng và cho chạy đến 21 700 vòng quay của động cơ (khoảng 45 min) theo Bảng 4.
8.2. Dừng động cơ và đặt mức tải 2. Khởi động lại và cho chạy theo Bảng 4 đến 21700 vòng của động cơ. Lặp lại cho mức tải 3 và mức tải 4.
8.3. Ở cuối mức tải 4, xả dầu bôi trơn khỏi hộp bánh răng và thu gom lại. Kiểm tra bánh răng nhỏ bằng quan sát xem có hư hỏng không. Ghi lại tình trạng của răng theo hướng dẫn ở ví dụ trên Hình 1.
8.4. Tháo và cân các bánh răng nhỏ và lớn với sai lệch 0,001 g.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.6. Trước khi khởi động kiểm cho mức tải cao hơn, hãy đảm bảo nhiệt độ chất bôi trơn trong hộp bánh răng kiểm là (50±3)oC. Điều này được thực hiện nhờ sử dụng nước làm mát hoặc sử dụng quy trình nêu ở 8.8.2. Khi nhiệt độ đạt đến (50±3)oC thì hãy khóa nguồn nước làm mát và tiếp tục kiểm. Nước làm mát phải được khóa trong khi kiểm.
8.7. Tiếp tục kiểm với mức tải tiếp theo (xem Bảng 3). Kiểm tra bằng quan sát tất cả các răng của bánh răng chủ động sau mỗi mức tải, đảm bảo nhiệt độ chất bôi trơn là (50±3)oC trước khi mức tải tiếp theo cao hơn. Tiếp tục kiểm cho đến khi đạt đến mức tải phá hủy theo 3.5. Nếu không đạt đến tiêu chuẩn phá hỏng thì dừng việc kiểm ở cuối mức tải 12.
8.8. Xác định mức tải phá hủy bằng cách tính tổng các hư hỏng mặt răng trên tất cả các răng của bánh răng nhỏ.
8.8.1. Nếu không đạt được tiêu chuẩn phá hủy thì tiếp tục kiểm với mức tải tiếp theo cao hơn cho đến tải ở mức tải cực đại 12.
8.8.2. Nếu máy bị dừng lúc kết thúc sau mức tải 4 trong một khoảng thời gian trước khi việc phép kiểm được hoàn thành và nhiệt độ dầu kiểm giảm xuống dưới 47oC thì hãy thực hiện các công việc sau đây trước khi tiếp tục kiểm:
a) Đặt mức tải 1, khởi động động cơ, bật bộ đốt nóng và cho chạy đến khi nhiệt độ dầu bôi trơn đạt đến (50±3)oC.
b) Dừng động cơ, ngắt bộ đốt nóng và đặt mức tải tiếp theo theo trình tự của quy trình. Tiếp tục kiểm theo 8.6 và 8.7.
8.9. Nếu phép kiểm được dừng sau mức tải 12 mà không đạt tới chuẩn hư hỏng thì cân các bánh răng chủ động và bị động với sai lệch mỗi bánh 0,001 g và xác định tổn hao khối lượng trong khi kiểm. Nếu phép kiểm được dừng tại hoặc trước mức tải 12 do hư hỏng về tróc rỗ thì không cần cân các bánh răng.
Bảng 3 - Các mức tải theo quy trình FZG
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Mô men xoắn bánh răng nhỏ
N×m
Tải danh nghĩa của răng
N
Ứng suất Hert tại tâm ăn khớp
N/mm2
Tổng công truyền bởi các bánh răng thử đến cuối mức tải
kW×h
Khớp nối chất tải được đặt tải với:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3,3
99
146
0,19
H1
2
13,7
407
295
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H2
3
35,3
1 044
474
2,96
H2 + K
4
60,8
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
621
6,43
H2 + K + W1
5
94,1
2 786
773
11,8
H2 + K + W1 + W2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
135,5
4 007
929
19,5
H2 + K + W1 + W2 + W3
7
183,4
5 435
1080
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H2 + K + W1 + W2 + W3 + W4
8
239,3
7 080
1223
43,5
H2 + K + W1 + W2 + W3 + W4 + W5
9
302,0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1386
60,8
H2 + K + W1 + W2 + W3 + W4 + W5 + W6
10
372,6
11 029
1539
82,0
H2 + K + W1 + W2 + W3 + W4 + W5 + W6 + W7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
450,1
13342
1691
107,0
H2 + K + W1 + W2 + W3 + W4 + W5 + W6 + W7 + W8
12
534,5
15826
1841
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
H2 + K + W1 + W2 + W3 + W4 + W5 + W6 + W7 + W8 + W9
Bảng 4 - Điều kiện kiểm
Thời gian chịu tải cho mỗi mức tải:
21.700 vòng quay của động cơ (khoảng 45 min)
Tốc độ động cơ:
500 vòng/min ± 3 %
Chiều quay a:
Theo chiều kim đồng hồ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1,25 l ± 0,05 l
Nhiệt độ ban đầu của dầu khi bắt đầu mức tải 1
Nhiệt độ môi trường
Nhiệt độ dầu bôi trơn ban đầu khi bắt đầu mức tải 5 và mỗi mức tải kế tiếp:
(50 ± 3)oC (phải được đặt lại ở bộ điều chỉnh nhiệt độ)
a Chiều quay của bánh răng được nêu tại Hình 4.
Báo cáo mức tải và mô men trên bánh răng nhỏ tương ứng khi xảy ra hư hỏng theo 3.5. Ghi lại các điều kiện kiểm như A/2,8/50. Nếu việc phép kiểm kết thúc mà không xảy ra hư hỏng thì hãy báo cáo “mức tải phá hủy lớn hơn 12” và báo cáo tổn thất khối lượng của bánh răng nhỏ và bánh răng lớn. Nếu phép kiểm bị dừng do tróc rỗ trước khi đạt đến mức tải 5 thì hãy báo cáo “mức tải phá hủy nhỏ hơn 5”. Một mẫu báo cáo điển hình được giới thiệu ở Phụ lục A.
Tính toán tổn thất khối lượng riêng, ∆mst, tính theo mg/(kW.h) khi sử dụng công thức:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
trong đó
∆m12 là tổn thất khối lượng của bánh răng chủ động và bánh răng bị động sau mức tải 12;
∆m4 là tổn thất khối lượng của bánh răng chủ động và bánh răng bị động sau mức tải 4.
Nếu tổn thất khối lượng riêng nhỏ hơn 2 mg/(kW.h) thì hãy báo cáo “dưới 2 mg/(kW.h)”.
Tên công ty: Biểu tượng của công ty
TCVN 7695 -3:2007
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Bánh răng - Quy trình kiểm FZG
Phần 3: Phương pháp kiểm FZG A/2,8/50 về khả năng chịu tải gây tróc rỗ tương đối và đặc tính mài mòn của mỡ bôi trơn bánh răng loại nửa lỏng
BÁO CÁO KIỂM
Chất bôi trơn:
Nguồn gốc:
Phép kiểm theo FZG số:
Bộ bánh răng kiểm theo FZG số:
KẾT QUẢ KIỂM:
Mức tải phá hủy:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổn thất khối lượng riêng [mg/(kW.h)]
Tổn thất khối lượng của mỗi bánh răng:
Bánh răng nhỏ
Bánh răng lớn
Bánh răng nhỏ và Bánh răng lớn
Tổn thất khối lượng
Sau mức tải 4, ∆m4, mg
...........................
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
...........................
Sau mức tải 12, ∆m12, mg
...........................
...........................
...........................
Ghi chú:
Ngày ký:
Chữ ký
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Quy trình kiểm bổ sung để kiểm tra đặc điểm mài mòn mở rộng của chất bôi trơn
B.1. Giới thiệu chung
Đối với mỡ bôi trơn bánh răng nửa lỏng có khả năng chịu tải quá mức tải 12 theo quy trình kiểm được quy định ở tiêu chuẩn ISO14635, nên thực hiện một phép kiểm độ bền bổ sung. Không điều chỉnh nhiệt độ chất bôi trơn trong khi kiểm.
B.2. Quy trình kiểm
B.2.1. Lắp hộp bánh răng kiểm sử dụng cùng bộ bánh răng và các sườn răng đã hoàn thành mức tải 12 theo 7.7 đến 7.12. Đảm bảo rằng các răng của bánh răng chủ động được nhúng chìm vào chất bôi trơn kiểm. Nếu cần, bổ sung thêm một lượng nhỏ chất bôi trơn cùng loại.
B.2.2. Đặt mức tải 10 khi sử dụng điều kiện kiểm về tốc độ động cơ, chiều quay và dung tích chất bôi trơn theo Bảng 4. Nhiệt độ chất bôi trơn lúc bắt đầu kiểm phải bằng nhiệt độ môi trường.
B.2.3. Chỉnh bộ đếm số vòng quay để đếm 1 500 000 vòng quay của động cơ (tương ứng khoảng 50h).
B.2.4 Chỉnh bộ điều chỉnh nhiệt độ để hạn chế nhiệt độ cực đại của chất bôi trơn không quá (80 ± 3)oC.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
B.2.6. Ở cuối quá trình kiểm, kiểm tra các thay đổi sườn răng của bánh răng chủ động. Ghi lại các điều kiện kiểm như ví dụ hướng dẫn trên Hình 2.
B.2.7. Cân mỗi bánh răng chủ động và bánh răng bị động với sai lệch 0,001 g và xác định tổn thất khối lượng ∆m10 trong quá trình kiểm.
B.3. Báo cáo kết quả
Báo cáo tổn thất khối lượng của bánh răng nhỏ và bánh răng lớn (∆m10 + ∆m12) và báo cáo tổn thất khối lượng riêng ∆mSE.
![]() mg/(kW.h)
mg/(kW.h)
Tổn thất khối lượng trong quá trình kiểm:
Bánh răng nhỏ
Bánh răng lớn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tổn thất khối lượng
Sau mức tải 12, ∆m12, mg
..........................
......................
...........................
Sau mức tải 10, ∆m10, mg
..........................
......................
...........................
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Danh mục bảo trì thiết bị kiểm bánh răng FZG
C.1. Cách nhận biết sự cố
C.1.1. Sự phân bố các vết tróc rỗ
Thường thường, sự chỉ báo yêu cầu phải bảo dưỡng máy được thể hiện ở sự phân bố các vết tróc rỗ qua chiều rộng bề mặt của các răng và xung quanh chu vi sau mỗi lần kiểm dầu bôi trơn bánh răng.
Sự phân bố không đều các vết tróc rỗ ngang qua chiều rộng mặt răng chỉ ra sự phân bố tải trọng không đều, và do biến dạng đàn hồi nên hiện tượng này thường gặp ở các mức tải thấp hơn là ở các mức tải cao. Hình C.1 chỉ ra sự phân bố các vết tróc rỗ đối với sự vận hành tốt và đối với sai lệch độ thẳng và độ đảo dẫn đến sự cố.
C.1.2. Vết tiếp xúc răng
Theo thời gian (ví dụ sau lần kiểm thứ 20), hoặc sau khi có dấu hiệu phân bố tải không đều, cần kiểm tra vết tiếp xúc bằng muội than hoặc phẩm màu xanh. ở điều kiện không tải, vết tiếp xúc răng phải được phân bố đều và bao phủ 70% hoặc lớn hơn diện tích mặt răng làm việc.
C.1.3. Cách phép kiểm với dầu chuẩn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các tổ chức như CEC đã quy định các loại dầu chuẩn dùng cho việc kiểm so sánh.
C.1.4. Các chỉ báo khác
Cần kiểm tra tiếng ồn và rung động, nhiệt độ, mài mòn v.v...
C.2. Các chi tiết cần bảo trì
C.2.1. Hộp bánh răng kiểm
C.2.1.1. Các trục
Các ổ lăn phải được lắp ép nóng nhẹ trên các trục. Các ổ lăn không được trượt trên hoặc trượt khỏi trục ở cùng nhiệt độ (môi trường) của ổ lăn và trục. Mối ghép lỏng chỉ ra sự mài mòn chu vi hoặc thậm chí là sự xước trên trục và đường kính trong của ổ lăn khi vòng trong của ổ trượt trên trục trong quá trình làm việc.
Các bánh răng phải được lắp ép nóng nhẹ trên các trục. Các bánh răng không được trượt trên trục hoặc trượt khỏi trục một cách dễ dàng ở cùng nhiệt độ của bánh răng và trục. Sự ăn mòn nhẹ trên trục có thể không có hại vì có thể được đánh bóng bằng bột crôm đánh bóng. Các vết mòn chéo trên trục không thể bỏ qua.
Các trục mạ crôm cứng có xu thế bị nứt nhỏ ở lân cận các then. Có thể bỏ qua các vết nứt đến 5 mm dọc theo toàn bộ then.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C.2.1.2. Ổ lăn
Các ổ lăn phải có một độ “giơ” đủ nhỏ. Tuổi thọ của ổ lăn thường không bị hạn chế bởi sự mòn rỗ mà bởi sự mòn quá giới hạn.
Các ổ lăn phải được lắp ép nóng nhẹ trên trục (xem thêm C.2.1.1) và được lắp trượt với khe hở nhỏ trên lỗ (xem C.2.1.5).
C.2.1.3. Các then
Các then không được mòn hoặc biến dạng dẻo. Chúng phải được lắp vào trục với một khe hở nhỏ và không được phép nghiêng trên trục.
C.2.1.4. Các vòng đệm
Các vòng đệm giữa các ổ lăn và bánh răng phải được tôi cứng và mài phẳng các mặt mút song song với nhau. Các bề mặt này không được có vết mòn, xước, khía hoặc ba via.
Do kết cấu của ổ lăn, các moay ơ hoặc các vòng đệm quá rộng có thể gây lực ép trên các ổ lăn.
Kiểm tra chuyển động quay dễ dàng của các trục máy khi không có tải; kiểm tra lực chiều trục các vòng trong của ổ lăn. Kiểm tra nhiệt độ bình dầu sau mỗi mức tải của các phép kiểm tiêu chuẩn A/8,3/90; thường ở 6 mức tải đầu tiên nhiệt độ không được vượt quá 90oC.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vòng ngoài của ổ lăn phải được lắp trượt trên thân hộp và nắp trước với khe hở hướng kính không phát hiện được.
Bề mặt làm kín (mặt trước và trên, thân hộp và nắp) phải phẳng, không có ba via và vết xước, không được dính bụi bẩn trong quá trình lắp.
Tất cả các bề mặt ren trên thân hộp phải làm việc tốt.
C.2.1.6. Vòng bít kín
Khi bị rò rỉ, hãy kiểm tra các đệm và vòng bít trên trục (xem C.2.1.1). Các vòng bít không được trượt trên trục có rãnh then không được bảo vệ để tránh hư hỏng bề mặt làm kín của vòng bít.
C.2.2. Các trục nối và mặt bích
C.2.2.1. Khớp nối chất tải
Hai nửa khớp nối chất tải phải dễ dàng vặn được vào nhau. Nếu không thì phải kiểm tra chốt định tâm trên các trục, kiểm tra các mặt của khớp nối chất tải và rãnh chữ T lắp các bu lông. Đánh sạch các chỗ mòn gỉ và bôi trơn các chi tiết nếu cần.
Xiết chặt các bu lông bằng các chìa vặn lực với mô men T = 100 N.m. Thay các bu lông hỏng ngay lập tức. Không vận hành thiết bị kiểm khi thiếu bu lông bắt chặt.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thiết bị phải quay dễ dàng với ma sát thấp. Hãy kiểm tra ổ lăn ở khớp nối đo như sau: Các ổ lăn không được có các vết xước sâu; các ngõng trục phải trượt dễ dàng; do đó phải kiểm tra sự bôi trơn.
C.2.2.3. Ổ lăn khớp nối chất tải
Kiểm tra đảm bảo ổ lăn được bôi trơn tốt và chuyển động không có ma sát. Chỉ thay mới khi rất cần thiết.
C.2.2.4. Trục xoắn
Chỉ thay mới khi trục bị biến dạng dẻo.
Sau khi có sự hư hỏng răng hoặc quá tải, cần kiểm tra trục xoắn về sự thẳng hàng của các rãnh then. Kiểm tra ren ống trên trục xoắn.
C.2.2.5. Mặt bích
Tất cả các mặt bích phải được lắp ép nóng nhẹ trên các trục của nó. Cho phép có độ mòn nhỏ.
C.2.3. Hộp bánh răng chủ động
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C.2.3.1. Các bánh răng của hộp bánh răng chủ động
Kiểm tra các bánh răng của hộp bánh răng chủ động về tróc rỗ hoặc mòn. Thay hoặc xoay các bánh răng này khi có hiện tượng rỗ, tróc rỗ nhìn thấy hoặc có các vết mòn chéo.
C.2.3.2. Dầu bôi trơn
Kiểm tra mức dầu và đổ dầu tới gần tâm của trục nếu cần.
Sử dụng dầu bôi trơn bánh răng công nghiệp và các thành phần áp suất loại CKC hoặc CKD như được quy định trong ISO 6743-6 và đáp ứng các yêu cầu quy định trong ISO 12925-1. Nên dùng cấp độ nhớt 220 theo ISO.
Cũng có thể sử dụng các chất bôi trơn chất lượng API GL 4 của SAE J 306 cấp độ 90.
Thay dầu bôi trơn tùy thuộc vào số giờ vận hành, ít nhất là 1 năm 1 lần.
C.2.4. Các bộ phận khác
C.2.4.1. Đốt nóng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
C.2.4.2. Khớp nối đàn hồi
Kiểm tra để đảm bảo rằng các khối chất dẻo của khớp nối đàn hồi làm việc tốt.
C.2.4.3. Động cơ
Kiểm tra sự tăng tiếng ồn của động cơ. Bôi trơn hoặc thay các ổ lăn nếu cần.
C.3. Các khoảng thời gian gần đúng
Khi thực hiện 60 đến 80 lần kiểm trong 1 năm, thời gian gần đúng điển hình để thay các bộ phận như sau.
- Trục …………………………………………………………………….....2 năm
- ổ lăn Chạy phép kiểm dầu bôi trơn………………………………......1 đến 2 năm
Chạy phép kiểm mỡ bôi trơn ………………………………..….2 tháng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Hộp bánh răng.………………........ ………………………………….....5 đến 10 năm
Có thể có sự sai khác với các số liệu trên trong một phạm vi khá rộng tùy thuộc vào điều kiện vận hành và dầu bôi trơn.
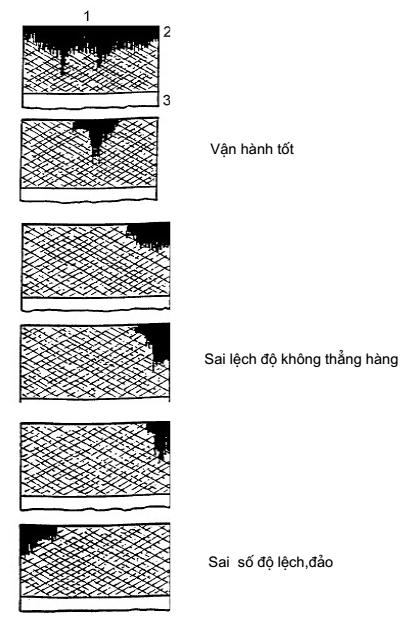
CHÚ THÍCH: 1- Răng
2- Đỉnh răng
3- Chân răng
Hình C.1- Các vết tróc rỗ chỉ báo các sai số của máy
Thư mục tài liệu tham khảo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[2] ISO 6743-6, Lubricants, industrial oils and related products (class L) - Classification - Part 6: Family C (Gears) (Các chất bôi trơn, dầu bôi trơn công nghiệp và các sản phẩm liên quan (cấp L) - Phân loại - Phần 6: Họ C (bánh răng).
[3] ISO 6743-9,Lubricants, industrial oils and related products (class L) - Classification - Part 9: Family X (Greases) (Các chất bôi trơn, dầu bôi trơn công nghiệp và các sản phẩm liên quan (cấp L) - Phân loại - Phần 9: Họ X (mỡ bôi trơn).
[4] ISO/TR 10064-4,Code of inspection practice - Part 4: Recommendations relative to surface texture and tooth contact pattern checking (Bánh răng trụ - Mã thực hành kiểm tra - Phần 4: Các đề nghị liên quan đến kiểm tra cấu trúc bề mặt và viết tiếp xúc răng).
[5] ISO 10825,Gears - Wear and damage to gear teeth - Terminology ( Bánh răng - Sự mài mòn và hư hỏng răng bánh răng - Thuật ngữ ).
[6] ISO 12925-1,Lubricants, industrial oils and related products (class L) - Family C (Gears) -- Part 1: Specifications for lubricants for enclosed gear systems (Các chất bôi trơn, dầu bôi trơn công nghiệp và các sản phẩm liên quan (cấp L) - Họ C (bánh răng) - Phần 1: Các thông số kỹ thuật đối với chất bôi trơn hệ thống bánh răng kín).
[7] ISO/TR 13989-1,Calculation of scuffing load capacity of cylindrical, bevel and hypoid gears - Part 1: Flash temperature method (Tính toán tải trọng gây tróc rỗ của các bánh răng trụ, bánh răng côn và bánh răng hypoid - Phần 1: Phương pháp nhiệt độ phát sáng).
[8] ISO/TR 13989-2,Calculation of scuffing load capacity of cylindrical, bevel and hypoid gears - Part 2: Integral temperature method (Tính toán tải trọng gây tróc rỗ của các bánh răng trụ, bánh răng côn và bánh răng hypoid - Phần 2: Phương pháp nhiệt độ tích hợp).
[9] ASTM D-5182-97, (Phương pháp kiểm tiêu chuẩn để đánh giá tải trọng gây tróc rỗ của dầu bôi trơn (phương pháp quan sát theo FZG).
[10] ISO 18265, Metallic materials - Conversion of hardness values (Vật liệu kim loại - Chuyển đổi các giá trị độ cứng).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[12] DIN 4768, Xác định các giá trị thông số nhám bề mặt Ra, Rz, Rmax sử dụng các dụng cụ tiếp xúc điện; các khái niệm và các điều kiện đo.
[13] DIN 51354-2, Phép kiểm chất bôi trơn; thiết bị phép kiểm bánh răng FZG; phương pháp A/8,3/90 đối với dầu bôi trơn.
[14] IP 334, Xác định khả năng chịu tải của chất bôi trơn, phương pháp hệ bánh răng FZG.
[15] ASTM D 217, Phương pháp phép kiểm tiêu chuẩn đối với sự chảy vào của mỡ bôi trơn.
[16] DIN Fachbericht 74, Prufung von Getriebeflie Bfetten in einer FZG Zahnrad - Verspannungs - Prufmaschine.
[17] TCVN 7695-2:2007 (ISO 14635-2), Bánh răng - Quy trình kiểm FZG - Phần 2: Phương pháp kiểm tải nhiều mức A10/16,6 R/120 cho dầu bôi trơn EP cao theo quy trình FZG để xác định khả năng chịu tải tróc rỗ tương đối.
1) FZG = Trung tâm nghiên cứu bánh răng, Trường Đại học kỹ thuật Munich
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây