Tiêu chuẩn quốc gia TCVN 6475-12:2007 về Quy phạm phân cấp và giám sát kỹ thuật hệ thống đường ống biển – Phần 12: Hàn
Tiêu chuẩn quốc gia TCVN 6475-12:2007 về Quy phạm phân cấp và giám sát kỹ thuật hệ thống đường ống biển – Phần 12: Hàn
| Số hiệu: | TCVN6475-12:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN6475-12:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Đường kính ống (mm) |
Chiều dày ống (mm) |
Thử uốn mặt |
Thử uốn chân |
Thử uốn cạnh |
|
D≤100 100<D≤300 D>300 |
t<20 |
0 0 2 |
2 2 2 |
0 0 0 |
|
D≤100 100<D≤300 D>30 |
t≥20 |
0 0 0 |
0 0 0 |
2 2 4 |
3.2.7. Các mẫu thử được lấy theo hình 7.3-2.
3.2.8. Thợ hàn hoặc kỹ thuật viên hàn tham gia hoàn chỉnh quy trình hàn thì cũng được nhận chứng chỉ thợ hàn.
3.2.9. Thợ thổi cực than (air-arc gouging) phải được đào tạo và có kinh nghiệm với các thiết bị thực tế, khi cần thiết có thể phải thử chứng nhận.
3.2.10. Hàn dưới nước
3.2.10.1. Trước khi tiến hành thi thợ hàn cho việc hàn dưới nước, các thợ hàn phải được đào tạo về hàn dưới nước và phải thi đạt các cuộc hàn thử trên bờ như quy định ở trên.
3.2.10.2. Chứng nhận cho thợ hàn dưới nước tối thiểu phải bao gồm một cuộc thử trong môi trường thực tế (điều kiện hàn dưới nước) theo một quy trình hàn dưới nước đã được chứng nhận. Các mối hàn thử phải được kiểm tra bằng mắt thường và kiểm tra không phá hủy. Thử cơ tính phải được tiến hành theo các yêu cầu tại bảng 3.2-1.
3.2.10.3. Thợ hàn phải thi lại nếu thời gian gián đoạn không hàn của thợ hàn là trên 6 tháng. Cuộc thử lại này tối thiểu phải bao gồm một mẫu hàn thử có chiều dài khoảng từ 300 mm đến 400 mm. Việc hàn phải được thực hiện theo tư thế hàn được duyệt và điều kiện hàn giống như thực tế. Mẫu hàn thử phải được kiểm tra bằng mắt thường và kiểm tra không phá hủy.
4.1. Quy định chung
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.1.2. Các loại vật liệu hàn hydro thấp phải cho nồng độ hydro có thể khuyếch tán tối đa là 5ml/100 gam kim loại hàn. Thử hydro phải được tiến hành theo tiêu chuẩn ISO 3690 hoặc tiêu chuẩn tương đương khác được Đăng kiểm công nhận.
4.1.3. Quá trình hàn các loại thép với SMYS ≥415 MPa phải được xem xét cẩn thận để đảm bảo không bị nứt nguội trong vùng ảnh hưởng nhiệt và/hoặc trong vùng kim loại hàn.
4.1.4. Các vật liệu của mỗi quá trình hàn hoặc kết hợp các quá trình hàn phải được cung cấp theo các bảng thông số kỹ thuật (data sheet). Bảng thông số kỹ thuật phải đưa ra các giới hạn và/hoặc giá trị tối thiểu của các thành phần hoá học, các tính chất cơ học (được xác định dưới các điều kiện nhất định). Bảng thông số kỹ thuật nên đưa ra các hướng dẫn về việc sử lý vật liệu hàn để đảm bảo giá trị cực đại của hydro trong kim loại hàn, các hướng dẫn về xử lý nhiệt sau khi hàn (nhiệt độ cực đại, thời gian giữ…).
4.2. Thành phần hóa học
4.2.1. Tất cả các vật liệu hàn phải được xử lý theo các bảng thông số kỹ thuật của nhà sản xuất, trong đó chỉ rõ tỷ lệ tối thiểu và cực đại của C, Mn, Si, P, S, các nguyên tố hợp kim và các nguyên tố được bổ sung khác.
4.2.2. Đối với các ứng dụng có khí chua (sour service), thành phần hoá học của vật liệu hàn phải tuân thủ tiêu chuẩn NACE MR-0175 hoặc tiêu chuẩn tương đương khác được Đăng kiểm công nhận.
4.3. Các tính chất cơ học.
4.3.1. Kim loại hàn tối thiểu phải có độ bền, tính dẻo và độ dai phù hợp với các yêu cầu đối với vật liệu cơ bản. ứng suất chảy (Rt 0,5) của vật liệu hàn nên lớn hơn SMYS của vật liệu cơ bản tương ứng một giá trị nằm trong dải từ 80 MPa - 250 MPa.
4.3.2. Đối với các mối hàn tròn, tất cả các lô vật liệu hàn sử dụng trong hàn chế tạo bao gồm cả hỗn hợp dây hàn và thuốc hàn phải được chứng nhận bằng các cuộc thử theo yêu cầu ở 4.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.4. Thử lô - Các mối hàn tròn.
4.4.1. Mục đích của việc thử lô là để chứng nhận rằng vật liệu hàn dùng cho các mối hàn tròn là tương đương với vật liệu hàn dùng cho hàn chứng nhận quy trình về thành phần hoá học và các tính chất cơ học.
4.4.2. Thử lô phải được tiến hành khi thực hiện đánh giá tới hạn kỹ thuật (ECA - Engineering Criticel Assesment) và luôn tiến hành đối với thép có SMYS ≥ 415 MPa đối với tất cả các vật liệu hàn, bao gồm cả hỗn hợp dây - thuốc hàn khi các lô mới khác với lô đã sử dụng để hàn chứng nhận quy trình được sử dụng khi hàn trong lắp đặt.
4.4.3. Trong tiêu chuẩn này, lô được định nghĩa là một số lượng các sản phẩm được xác định bởi nhà cung cấp theo một số nhận dạng lô duy nhất được chế tạo trong một lần liên tục từ một lô vật liệu thô được kiểm soát.
4.4.4. Mỗi sản phẩm đơn lẻ (tên nhãn và kích thước) phải được thử một lần cho mỗi lô, ngoại trừ trường hợp dây đặc có nguồn gốc từ cùng 1 mẻ luyện thì một loại đường kính có thể đại diện cho tất cả.
4.4.5. Cuộc thử phải được tiến hành trên các mẫu được lấy từ các mối hàn tròn được hàn theo quy trình hàn sử dụng trong hàn chế tạo. Ba mẫu thử phải được lấy từ các vị trí 12 giờ, 6 giờ và 3 hoặc 9 giờ. Các cuộc thử trên mỗi mẫu thử bao gồm:
• 1 cuộc thử kéo toàn bộ kim loại hàn, thử độ cứng (HV10) tại tâm của mỗi đầu kẹp;
• 1 mẫu thử cấu trúc vĩ mô được lấy bên cạch mẫu thử kéo toàn bộ kim loại hàn. Mẫu thử cấu trúc vĩ mô phải được thử độ cứng (HV10) theo chiều thẳng đứng dọc theo đường tâm mối hàn với khoảng cách các điểm được đo độ cứng là 1,5mm;
• 1 bộ mẫu thử độ dai va đập với vết cắt chữ V tại đường tâm mối hàn ở một nửa chiều dày. Nhiệt độ thử phải bằng với nhiệt độ thử trong thử chứng nhận quy trình;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4.4.6. Các tính chất cơ học phải thoả mãn các yêu cầu tối thiểu quy định tại 4.3.1.
4.5. Xử lý và bảo quản vật liệu hàn.
4.5.1. Vật liệu hàn phải được sử lý cẩn thận để tránh bị nhiễm bẩn, bị ẩm và bụi và chúng phải được bảo quản trong điều kiện khô ráo. Khi tái sử dụng thuốc hàn, thuốc hàn phải được hút trực tiếp từ mối hàn vào hộ chứa thuốc hàn. Quá trình tái sử dụng và tỉ lệ giữa thuốc hàn mới và thuốc hàn tái sử dụng phải phù hợp để ngăn ngừa sự suy giảm có hại về chất lượng của thuốc hàn như bị ẩm hoặc bị thay đổi kích thước hạt.
4.5.2. Quy trình chi tiết về bảo quản, xử lý, sử dụng lại, và sấy lại các vật hàn phải được chuẩn bị và tối thiểu phải tuân thủ theo các quy định của nhà chế tạo. Quy trình này phải được xem xét và chấp nhận trước khi đưa ra chế tạo.
5.1. Quy định chung
5.1.1. Các quy trình hàn chi tiết phải được chuẩn bị cho tất cả các quá trình hàn được nêu ra trong phần này. Các quy trình hàn có thể được xây dựng dựa trên các quy trình hàn đã được chứng nhận trước đây với điều kiện là tất cả các yêu cầu quy định đều được thỏa mãn.
5.1.2. Tất cả các công tác hàn phải được tiến hành bằng các vật liệu hàn và kỹ thật hàn đã được chứng tỏ là phù hợp với loại vật liệu và phương pháp chế tạo. Bản ghi đặc tính kỹ thuật của quy trình hàn tối thiểu phải bao gồm những thông tin sau:
• Tiêu chuẩn vật liệu, cấp chất lượng, cấp vật liệu;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Thiết kế và chuẩn bị rãnh hàn, bao gồm cả các dung sai;
• Quá trình hàn;
• Số lượng và vị trí của các thợ hàn;
• Vật liệu hàn, mác và cấp của vật liệu hàn được thừa nhận;
• Hỗn hợp khí và lưu lượng dòng khí;
• Đường kính que hàn/dây hàn;
• Số lượng bột hoặc dây kim loại được đắp vào;
• Các thông số hàn: dòng điện, điện áp, kiểu dòng điện, phân cực, tốc độ di chuyển, độ nhô của dây hàn và góc của dây hàn cho mỗi cung hồ quang;
• Số lượng các cung hồ quang hàn;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Số lượng các lớp hàn;
• Số lượng các lớp hàn trước khi tàu dải ống di chuyển;
• Ngàm kẹp (bên trong hoặc bên ngoài);
• Thời gian tối đa giữa thời điểm hàn các lớp;
• Dải nhiệt độ nung nóng sơ bộ tối thiểu và nhiệt độ các lớp hàn;
• Xử lý nhiệt sau khi hàn.
5.1.3. Đối với hàn dưới nước, quy trình hàn phải bao gồm các thông tin để bổ sung cho mục 5.1.2:
• Chiều sâu nước (tối thiểu/tối đa);
• áp suất bên trong khoang kín (chamber);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Độ ẩm, mức cực đại;
• Nhiệt độ bên trong khoang kín (tối thiểu/tối đa);
• Chiều dài, loại và kích thước của cáp hàn (Welding umbilical);
• Vị trí đo điện áp;
• Thiết bị hàn.
5.2. Bản ghi đặc tính kỹ thuật quy trình hàn sơ bộ (pWPS)
5.2.1. pWPS phải được chuẩn bị cho mỗi lần chứng nhận quy trình hàn mới. pWPS phải quy định dải cho tất cả các thông số liên quan.
5.2.2. pWPS phải được trình cho Đăng kiểm và chủ đầu tư xem xét và phê duyệt trước khi tiến hành chứng nhận quy trình hàn.
5.3. Báo cáo chứng nhận quy trình hàn (WPQR)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4. Bản ghi đặc tính kỹ thuật quy trình hàn (WPS)
5.4.1. WPS là bản ghi dựa trên WPQR và được chấp nhận theo các yêu cầu của WPQR. WPS là bản sửa lại của pWPS thể hiện độ biến thiên của các thông số hàn được chứng nhận bởi WPQ. Hàn chế tạo đường ống và hệ thống ống đứng phải được tiến hành theo WPS.
5.5. WPS đối với hàn sửa chữa
5.5.1. Bản ghi các đặc tính kỹ thuật của quy trình hàn sửa chữa phải được chuẩn bị trên cơ sở WPQR
của dạng mối hàn được sửa chữa. WPS sửa chữa phải bao gồm các thông tin sau để bổ sung cho quy định ở 5.1:
• Phương pháp loại bỏ khuyết tật, thiết kế và chuẩn bị khu vực mối hàn;
• Chiều sâu, chiều dài sửa chữa tối thiểu và tối đa;
• Phải tiến hành kiểm tra bằng mắt thường và kiểm tra không phá hủy tại khu vực đào khuyết tật trước khi hàn sửa chữa cũng như sau khi sửa chữa mối hàn.
5.6. Các độ biến thiên thông số quan trọng trong các quy trình hàn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6.2. Phải tiến hành chứng nhận lại quy trình hàn khi có những thay đổi sau đây: Vật liệu:
• Thay đổi từ cấp độ bền thấp lên cấp độ bền cao, nhưng không ngược lại;
• Thay đổi về trạng thái cung cấp (nhiệt luyện) (Cán cơ nhiệt có kiểm soát -TMCP, tôi và ram hoặc thường hoá);
• Thay đổi giữa các quá trình chế tạo: cán, rèn hoặc đúc;
• Thay đổi Pcm lớn hơn 0,02%, CE lớn hơn 0,03% và thành phần các bon lớn hơn 0,02%;
• Bất kỳ sự thay đổi vật liệu cơ bản nào từ thép thường thành thép có SMYS lớn hơn 415 MPa.
Đường kính: Sự thay đổi về đường kính từ dải này sang dải khác:
• D < 100 mm;
• 100 mm ≤ D ≤ 300 mm;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Đối với t ≤ 30 mm, thay đổi ngoài dải chiều dày từ 0,75t đến 1,5t, với t là chiều dày danh nghĩa của mối hàn thử, bao gồm cả chiều dày của bất kỳ lớp phủ chống ăn mòn nào. Đối với t > 30 mm, thay đổi ngoài dải từ 0,75t đến 1,25t.
Cấu hình rãnh hàn:
• Bất kỳ thay đổi nào của các kích thước rãnh hàn ra ngoài dung sai quy định trong WPS. Kẹp giữ ống:
• Thay đổi kẹp ngoài bằng kẹp bên trong hoặc ngược lại. Quá trình hàn:
• Bất kỳ thay đổi nào. Số dây hàn:
• Thay đổi từ hệ thống 1 dây hàn thành hệ thống nhiều dây hàn hoặc ngược lại. Thiết bị hàn:
• Đối với hàn tự động, bất kỳ sự thay đổi nào về kiểu và loại thiết bị;
• Đối với thiết bị hàn bán tự động sử dụng trong hàn lắp đặt (bao gồm cả hàn dưới nước) bất kỳ sự thay đổi nào về kiểu và loại thiết bị.
Đặc tính hồ quang:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Bất kỳ sự thay đổi nào về loại, cấp, kích thước vật liệu hàn cũng như khi có sự thêm hay bớt bột hàn, dây nóng hoặc dây nguội.
Độ nhô của dây hàn:
• Bất kỳ sự thay đổi nào của độ nhô dây hàn nằm ngoài dải quy định trong WPS. Khí bảo vệ:
• Thay đổi ngoài 10% thành phần danh nghĩa và tốc độ thổi danh nghĩa của hỗn hợp khí. Vị trí hàn:
• Thay đổi hàn ở vị trí cơ bản không được chứng nhận theo bảng 5.6- 1.
Bảng 5.6 - 1: Các vị trí hàn cơ bản được chứng nhận:
Vị trí thử
Vị trí được phép hàn(1)
1G
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2G
1G + 2G
5G
1G + 3G + 5G
2G + 5G
Tất cả
6G
Tất cả
Ghi chú: (1) Các vị trí 1G và 5G có thể được phép hàn tại vị trí 1F và 5F một cách tương ứng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Thay đổi từ hàn nhiều lớp thành hàn 1 lớp hoặc ngược lại. Hướng hàn:
• Thay đổi hàn thẳng đứng từ trên xuống thành hàn thẳng đứng từ dưới lên hoặc ngược lại.
Cực hàn (Polarity):
• bất kỳ sự thay đổi nào.
Nhiệt lượng (Heat input):
• Đối với thép có SMYS nhỏ hơn hoặc bằng 415MPa, bất kỳ sự thay đổi nào ngoài dải ± 15%;
• Đối với thép có SMYS lớn hơn 415 MPa, dung sai của nhiệt lượng đầu vào không được vượt quá
±10% giá trị trong WPS, trừ khi có quy định khác. Thời gian chờ giữa lớp lót và lớp nóng đầu tiên:
• Bất kỳ sự chậm trễ nào so với quy định ở WPS sẽ làm tăng đáng kể nguy cơ bị nứt nguội. Nung nóng sơ bộ:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhiệt độ giữa các lớp hàn: (Interpass temperature):
• Bất kỳ sự thay đổi nào quá + 25 oC so với nhiệt độ giữa các lớp cực đại. Làm nguội mối hàn:
• Bất kỳ sự thay đổi về phương pháp làm nguội nào làm cho thời gian làm nguội ngắn hơn so với khi chứng nhận.
Xử lý nhiệt sau khi hàn:
• Bất sự thay đổi nào trong quy trình xử lý nhiệt sau khi hàn đã được chứng nhận.
Dịch chuyển/ ngoáy (Stringer/ Weave):
• Dịch chuyển ngoáy que hàn vượt quá 3 lần đường kính que hàn quy định. Số lượng thợ hàn:
• Giảm số lượng thợ hàn đối với lớp lót và lớp nóng.
5.6.3. Đối với hàn dưới nước, các thông số hàn cơ bản phải thoả mãn quy định 5.6.2 và các quy định sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Thành phần khí trong khoang kín: bất kỳ sự thay đổi nào;
• Độ ẩm: bất kỳ sự tăng nào vượt quá + 10% Rh của mức cực đại trong khi chứng nhận.
6.1. Quy định chung
6.1.1. Hàn chứng nhận phải được tiến hành trên cơ sở pWPS được duyệt, sử dụng loại thiết bị hàn sẽ được dùng trong hàn chế tạo và dưới các điều kiện đại diện cho môi trường làm việc thực tế khi tiến hành hàn chế tạo.
6.1.2. Số lượng các mối hàn thử phải đủ để lấy được đủ số mẫu thử phá huỷ theo yêu cầu. Số mối hàn dự trữ để thử lại phải được cân nhắc khi quyết định số mối hàn thử được hàn.
6.1.3. Các mối hàn thử dùng cho hàn chứng nhận phải có kích thước thích hợp để cho sự biến dạng trong khi hàn giống với thực tế.
6.1.4. Thử hàn chứng nhận phải đại diện cho hàn chế tạo về góc của trục ống, nhiệt độ giữa các lớp hàn, nung nóng sơ bộ, độ dẫn nhiệt, thời gian giữa mỗi lớp… Vật liệu cơ bản được chọn để thử chứng nhận phải là đại diện cho dải trên của thành phần hoá học quy định đối với thép C - Mn và đại diện cho dải danh nghĩa của thành phần hoá học của hợp kim chống ăn mòn. Nếu như các mối hàn đính được nóng chảy vào mối hàn cuối cùng trong quá trình chế tạo, thì chúng phải được thực hiện như thế trong khi hàn mẫu thử.
6.1.5. Đối với hàn chứng nhận quy trình cho đường ống và các bộ phận của đường ống có các mối hàn dọc, phải chú ý đến các yêu cầu để lấy được các mẫu thử cấu trúc vĩ mô và độ cứng từ mối hàn dọc.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.1.6. Các mối hàn góc cho ống hoặc bộ phận chịu áp lực có thể được chứng nhận bằng mối giáp mép ngấu hoàn toàn với điều kiện các yêu cầu tại 5.6 được áp dụng.
6.1.7. Đối với các mối hàn trên đường ống phải chịu biến dạng dẻo tích luỹ do phương pháp rải ống và/hoặc tải trọng hoạt động, phải tiến hành các cuộc thử bổ sung cho các quy trình hàn mối hàn tròn, xem mục 6.6 và bảng 6.3 - 1.
6.1.8. Mỗi mối hàn thử phải được kiểm tra 100% bằng mắt thường, 100% kiểm tra X -quang, 100% kiểm tra siêu âm và 100% kiểm tra hạt từ để phát hiện các vết nứt bề mặt. Các yêu cầu kiểm tra được quy định tại TCVN 6475-13 mục 9. Thử cơ tính và thử ăn mòn, nếu phải áp dụng cho loại vật liệu và công tác hàn được xét, phải tuân thủ các yêu cầu quy định từ mục 6.3 đến mục 6.7 một cách tương ứng.
6.2. Chứng nhận quy trình hàn sửa chữa
6.2.1. Hàn sửa chữa phải được chứng nhận bởi cuộc thử chứng nhận mối hàn sửa chữa riêng biệt. Phạm vi thử chứng nhận phải được Đăng kiểm chấp nhận trên cơ sở loại và phạm vi hàn sửa chữa được áp dụng.
6.2.2. Nhiệt độ nung nóng sơ bộ cho hàn sửa chữa tối thiểu phải lớn hơn nhiệt độ nung nóng sơ bộ quy định cho hàn chế tạo là 50oc.
6.2.3. Khi ống hoặc bộ phận đã nhiệt luyện được sửa chữa bằng hàn, trong quá trình chứng nhận quy trình hàn sửa chữa có thể đòi hỏi phải tiến hành nhiệt luyện lại một cách thích hợp tuỳ thuộc vào ảnh hưởng của mối hàn sửa chữa lên tính chất và cấu trúc vi mô của mối hàn hiện có và vật liệu cơ bản.
6.2.4. Mức độ kiểm tra không phá huỷ, thử cơ tính và thử ăn mòn (nếu áp dụng) phải được tiến hành như đối với chứng nhận quy trình hàn chế tạo, nhưng phải thử va đập bổ sung tại vùng ảnh hưởng nhiệt giữa kim loại hàn hiện có và mối hàn sửa chữa. Số lượng và vị trí của các bộ mẫu thử va đập phải được xem xét và chấp nhận theo từng trường hợp. Quy trình hàn sửa chữa phải phù hợp với các yêu cầu như đối với mối hàn ban đầu. Sửa chữa toàn bộ hoặc 1 nửa chiều dày phải được kiểm tra như đối với quy trình chính. Đối với các sửa chữa khác phải thử cấu trúc vĩ mô, thử uốn và độ cứng.
6.2.5. Thử chứng nhận phải được tiến hành trên các đầu nối ống (Pipe nippler) hoặc các bộ phận ống với mục đích để diễn tả thực tế điều kiện sửa chữa được chứng nhận:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
• Sửa chữa nông trên bề mặt mối hàn nối;
• Sửa chữa 1 lớp hàn;
Chiều dài của đầu ống nối hoặc vật liệu thử phải phù hợp để cho biến dạng giống như thực tế.
6.2.6. Sửa chữa mối hàn được thực hiện từ bên trong của mối hàn 1 phía phải được chứng nhận riêng, khi sửa chữa mối hàn từ bên trong được chấp nhận.
6.3. Chứng nhận các mối hàn dọc và mối hàn xoắn ốc trên đường ống và bộ phận đường ống.
6.3.1. Thử chứng nhận trước phải được tiến hành đối với các nhà chế tạo có ít kinh nghiệm trong chế tạo đường ống và các bộ phận đường ống với các đặc điểm kĩ thuật đang xét.
6.3.2. Hàn phải được tiến hành theo pWPS chi tiết hoặc WPS như quy định ở mục 5. pWPS phải được chứng nhận bằng kiểm tra không phá huỷ, thử cơ tính và thử ăn mòn (nếu áp dụng).
6.3.3. Loại và số lượng các cuộc thử được đưa ra ở bảng 6.3 - 1 với phương pháp và chỉ tiêu chấp nhận quy định ở 7.
Bảng 6.3 -1: Chứng nhận quy trình hàn cho các mối hàn dọc trên đường ống và bộ phận đường ống.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Số lượng mỗi cuộc thử quy định
Chiều dày (mm)
D (mm)
Thử kéo ngang mối hàn
Thử kéo toàn bộ(1) mối hàn
Thử uốn chân
Thử uốn mặt
Thử uốn cạnh (2)
Thử va đập chữ V (3), (4), (5), (6), (7)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử ăn mòn và K.tra cấu trúc vi mô
Độ dai gãy
<20
≤ 300
> 300
2
2
1
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
2
2
0
0
4
4
1
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
_(8)
6(9)
6(9)
≥ 20
≤300
>300
2
2
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0
0
0
0
4
4
4
4
1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
_(8)
_(8)
6(9)
6(9)
Ghi chú:
1) Đối với các ống hàn tần số cao (HFW), mẫu thử kéo phải nằm dọc theo mối hàn nối trong vùng xử lý nhiệt.
2) Đối với ống có lớp phủ, phải thử thêm 2 mẫu uốn cạnh
3) Mỗi bộ mẫu thử va đập với vết cắt chữ V bao gồm 3 mẫu. Thử va đập phải được tiến hành với vết cắt chữ V ở vùng kim loại hàn, trên đường nóng chảy (FL), tại FL + 2mm và FL + 5mm. Đối với t < 6mm không phải thử va đập.
4) Khi sử dụng nhiều quá trình hàn hoặc nhiều loại vật liệu hàn, thử va đập phải được tiến hành theo các vùng mối hàn tương ứng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6) Khi chiều dày ống lớn hơn 20mm với các mối hàn 1 phía, phải thử bổ sung 2 bộ mẫu thử va đập với vết cắt chữ V tại vùng kim loại hàn ở chân mối hàn và FL tại vùng chân mối hàn.
7) Đối với ống hàn tần số cao (HFW), thử va đập phải được tiến hành với các vết cắt chữ V nằm trên FL, FL + 2mm và đường chuyển đổi ( Transformation line - TL). (TL được tạo ra trong quá trình nhiệt luyện sau khi hàn).
8) Các yêu cầu đối với thử ăn mòn và kiểm tra cấu trúc vi mô được quy định tại mục 6 phụ thuộc vào loại vật liệu và điều kiện làm việc của đường ống.
9) 3 mẫu tại vật liệu cơ bản và 3 mẫu tại kim loại hàn; với t< 13mm không phải thử độ dai gãy.
6.4. Chứng nhận các mối hàn tròn trên ống đứng, các vòng giãn nở và các đoạn ống để kéo.
6.4.1. Thử chứng nhận trước phải được tiến hành đối với các nhà chế tạo có ít kinh nghiệm trong chế tạo đường ống và các bộ phận đường ống với các đặc điểm kĩ thuật đang xét.
6.4.2. Loại và số lượng các cuộc thử phá huỷ cho chứng nhận quy trình hàn được đưa ra ở bảng 6.4 - 1 với phương pháp và tiêu chuẩn chấp nhận quy định ở 7.
Bảng 6.4 - 1: Chứng nhận quy trình hàn cho các mối hàn tròn
Mối hàn thử
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều dày ống (mm)
D (mm)
Thử kéo ngang mối hàn
Thử kéo toàn bộ mối hàn(1)
Thử uốn chân
Thử uốn mặt
Thử uốn cạnh (10)
Thử uốn dọc(11)
Thử va đập với vết cắt V (2),(3)(4),(7)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử ăn mòn và K.tra cấu trúc vi mô
Thử độ dai gãy
< 20
≤300
>300
2
4
-
2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
41)
1(1)
4(1)
0
0
2
2
4
4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
- (9)
- (9)
-(12)
-(12)
≥ 20
≤300
>300
2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-
2
0
0
0
0
4
8
2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4(5,6)
4(5,6)
2
2
- (9)
- (9)
-(12)
-(12)
Ghi chú:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Với t < 6mm, không phải thử va đập.
3) Mỗi bộ mẫu thử va đập bao gồm 3 mẫu
4) Thử va đập phải được tiến hành với vết cắt chữ V nằm ở kim loại hàn, FL, FL + 2mm và FL + 5mm
5) Đối với các mối hàn hai phía bằng thép C - Mn với SMYS > 415 MPa, phải thử bổ sung 4 bộ mẫu thử va đập với vết cắt chữ V tại vùng chân mối hàn: kim loại hàn, FL (lấy 50% ở vùng ảnh hưởng nhiệt), FL + 2mm và FL + 5mm.
6) Khi chiều dày lớn hơn 20mm với các mối hàn 1 phía, phải thử bổ sung 2 bộ mẫu thử va đập với vết cắt chữ V tại vùng kim loại hàn ở chân mối hàn và FL tại chân mối hàn.
7) Khi sử dụng nhiều quá trình hàn hoặc nhiều loại vật liệu hàn thử va đập phải được tiến hành theo các vùng mối hàn tương ứng.
8) Đối với các mối hàn tròn trên ống hàn, mỗi mẫu kiểm tra cấu trúc vi mô và độ cứng phải bao trùm cả mối hàn dọc.
9) Các yêu cầu đối với thử ăn mòn và kiểm tra cấu trúc vi mô được quy định tại mục 8.6, phụ thuộc vào loại vật liệu và điều kiện làm việc của đường ống
10) Thử uốn trên các ống có lớp phủ phải là thử uốn cạnh
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
12) Thử độ dai gãy chỉ phải tiến hành khi có yêu cầu bởi việc đánh giá chỉ tiêu tới hạn kỹ thuật.
6.4.3. Chứng nhận các quy trình hàn cho các mối hàn trên ống đứng, các vòng giãn nở và các đoạn ống để kéo có thể được thực hiện theo bất cứ quá trình hàn hồ quang nào được quy định tại mục 1.2.
6.5. Chứng nhận các mối hàn tròn trong lắp đặt và nối ghép (tie - in)
6.5.1. Thử chứng nhận trước phải được tiến hành đối với các nhà thầu có ít kinh nghiệm trong hàn lắp đặt và nối tiếp theo các bản ghi đặc tính kỹ thuật được chấp nhận.
6.5.2. Chứng nhận các quy trình hàn cho các mối hàn trong lắp đặt và nối ghép của hệ thống đường ống và các bộ phận đường ống có thể được thực hiện theo bất cứ quá trình hàn hồ quang nào được quy định tại mục 1.2.
6.5.3. WPS phải được chứng nhận bằng kiểm tra không phá huỷ, thử cơ tính, thử ăn mòn (nếu áp dụng) trước khi bắt đầu hàn chế tạo.
6.5.4. Loại và số lượng các cuộc thử phá huỷ cho chứng nhận quy trình hàn được đưa ra tại bảng 6.4 - 1 với phương pháp và chỉ tiêu chấp nhận được quy định tại mục 6. Đối với tư thế hàn 1G và 2G, số lượng các cuộc thử cơ tính có thể được giảm xuống còn 1/2 so với quy định trong bảng 6.4 - 1 nếu được khách hàng và Đăng kiểm chấp nhận.
6.6. Chứng nhận các mối hàn tròn phải chịu sức căng dẻo tích luỹ.
6.6.1. Các mối hàn trên các đường ống chịu sức căng dẻo tích luỹ do phương pháp lắp đặt ống và/hoặc tải trọng làm việc, sẽ phải chịu sức căng cục bộ cao. Kim loại mối hàn và/ hoặc vùng ảnh hưởng nhiệt có thể phải chấp nhận biến dạng dẻo quá mức do sự khác biệt về ứng suất chảy của vật liệu cơ bản và kim loại hàn và sự khác nhau về chiều dày ống hoặc đường kính giữa hai đầu ống. Để tránh tập trung sức căng cục bộ quá mức và nguy cơ bị già hoá do sức căng, quy trình hàn phải chứng minh được rằng, mối hàn và vật liệu cơ bản bên cạnh có tính chất cơ học càng giống nhau càng tốt và kim loại mối hàn phải có sự phản ứng lại sự hoá cứng do biến dạng và già hóa giống như của vật liệu ống.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.6.3. Loại và số lượng các cuộc thử phá huỷ bổ sung để chứng nhận quy trình hàn được đưa ra ở bảng 5.6 - 1 với chỉ tiêu chấp nhận quy định tại mục 7 và TCVN 6475-8 mục 7.3.
Bảng 6.6 - 1: Thử bổ sung để chứng nhận quy trình hàn cho các mối hàn tròn phải chịu sức căng dẻo tích luỹ
Mối nối
Số lượng mỗi cuộc thử quy định
Chiều dày ống (mm)
D (mm)
Thử kéo toàn bộ kim loại hàn được làm biến dạng và già hóa nhân tạo(1),(2)
Thử kéo ngang mối hàn được làm biến dạng và già hoá nhân tạo(3)
Thử kéo vật liệu cơ bản được làm biến dạng và già hoá nhân tạo
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử va đập (5), (6), (7), (8)
Thử độ dai gãy
< 20
< 300
> 300
2
2
4
4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
1
1
4
4
-(9)
-(9)
> 20
< 300
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2
2
4
4
2
2
4
4
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-(9)
Ghi chú:
1) Tất cả các mẫu thử được lấy tại vị trí 1 giờ và 7 giờ.
2) Với t < 10mm không phải thử kéo toàn bộ mối hàn.
3) Các mẫu thử phải được lấy như với ống có đường kính ngoài > 300mm (hình 6.3-2).
4) Đối với các mối hàn trong trên ống hàn, 1 mẫu thử cấu trúc vĩ mô và độ cứng phải bao trùm mối hàn dọc của ống.
5) Với t < 6mm không phải thử va đập.
6) Mỗi bộ mẫu thử va đập với vết cắt chữ V bao gồm 3 mẫu.
7) Thử va đập phải được tiến hành với vết cắt chữ V nằm ở vùng kim loại hàn, FL,FL + 2mm, FL + 5mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9) Mức độ thử và quy trình thử phải được Đăng kiểm phê duyệt.
6.7. Chứng nhận hàn dưới nước cho các mối nối ghép (tie - in)
6.7.1. Chương trình thử chứng nhận phải bao gồm tối thiểu một mối nối hoàn chỉnh đối với hàn tay và tối thiểu là 3 mối nối đối với hệ thống hàn tự động.
6.7.2. Cuộc thử chứng nhận này tối thiểu phải bao gồm thử độ dai va đập của kim loại hàn, FL, FL+2 mm, FL+5 mm và thử kéo kim loại hàn.
7.1. Quy định chung
7.1.1. Kiểm tra bằng mắt thường, kiểm tra không phá huỷ, thử cơ tính và thử ăn mòn các vật thử phải
được tiến hành sau khi hàn hoặc sau khi xử lý nhiệt sau khi hàn, tuỳ thuộc vào điều nào được áp dụng cho sản phẩm cuối cùng.
7.2. Kiểm tra bằng mắt thường và kiểm tra không phá huỷ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
huỷ như quy định trong TCVN 6475-8, TCVN 6475-9 và TCVN 6475-11 với các chỉ tiêu chấp nhận như đối với hàn chế tạo.
7.3. Thử phá huỷ mối hàn giáp mép
7.3.1. Loại và số lượng các cuộc thử cơ tính và đánh giá cấu trúc vi mô để thử chứng nhận được đưa ra ở các bảng 6.3 - 1, bảng 6.4 - 1 và bảng 6.6 - 1. Các mẫu thử được lấy như ở hình 7.3- 1 và hình 7.3-2 đối với các mối hàn dọc trên đường ống và các bộ phận đường ống và mối hàn tròn 1 cách tương ứng.
Hình 7.3-1: Thử chứng nhận quy trình hàn - Lấy mẫu thử đối với các mối hàn dọc khi chế tạo ống và bộ phận đường ống
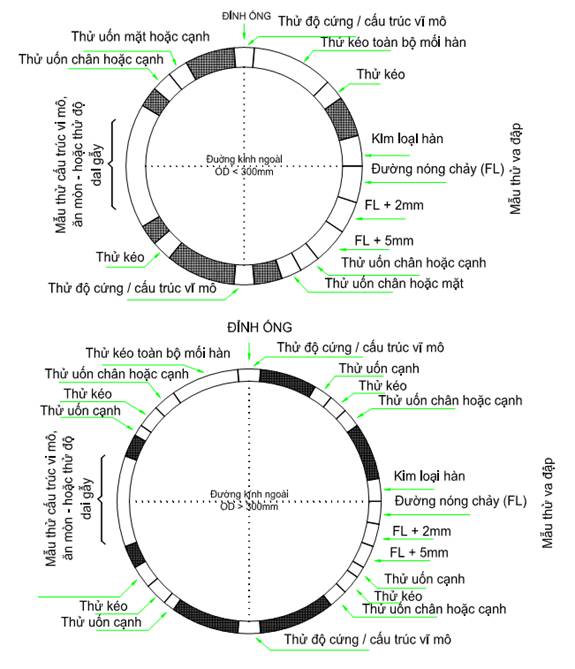
Hình 7.3-2: Thử chứng nhận quy trình hàn-Lấy mẫu thử các mối hàn tròn
7.3.2. Kích thước của các mẫu thử và phương pháp thử được quy định ở TCVN 6475-8 mục 4.
7.3.3. Nếu như kết quả thử bị ảnh hưởng bởi lấy mẫu, gia công, chuẩn bị, xử lý hoặc thử không đúng, thì vật thử và mẫu thử phải được thay thế bằng vật thử hoặc mẫu thử được chuẩn bị chính xác và có thể tiến hành thử lại.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.3.5. Thử kéo mối hàn ngang
7.3.5.1. Độ bền kéo của mối nối tối thiểu phải bằng độ bền kéo quy ước của vật liệu cơ bản. Khi nối các vật liệu có cấp khác nhau, độ bền kéo của mối nối tối thiểu phảI bằng độ bền kéo quy ước của vật liệu có cấp thấp hơn.
7.3.5.2. Điểm chảy trên hoặc Rt 0,5 và độ bền kéo phải không được nhỏ hơn điểm chảy trên hoặc Rt 0,5 và độ bền kéo của kim loại hàn và độ dãn dài phải không được nhỏ hơn độ dãn dài của vật liệu cơ bản. Khi nối các vật liệu có cấp khác nhau, mức chỉ tiêu chấp nhận của kim loại hàn phải lớn hơn hoặc bằng độ bền quy ước tối thiểu của vật liệu có cấp thấp hơn.
7.3.6. Thử uốn
7.3.6.1. Các cuộc thử uốn có dẫn hướng phải không làm xuất hiện bất kỳ khuyết tật mở nào có kích thước quá 3 mm theo hướng bất kỳ. Các vết xé thứ yếu nhỏ hơn 6 mm xuất phát từ gờ của mẫu thử có thể được bỏ qua nếu chúng không đi kèm theo các khuyết tật nhìn thấy rõ.
7.3.7. Thử uốn dọc chân mối hàn trên các ống có lớp phủ
7.3.7.1. Các cuộc thử uốn có dẫn hướng phải không làm xuất hiện bất kỳ khuyết tật mở nào có kích thước quá 3 mm theo hướng bất kỳ. Các vết xé thứ yếu nhỏ hơn 6 mm xuất phát từ gờ của mẫu thử có thể được bỏ qua nếu chúng không đi kèm theo các khuyết tật nhìn thấy rõ.
7.3.8. Thử độ dai va đập với vết cắt chữ V
7.3.8.1. Độ dai va đập với vết cắt chữ V trung bình và đơn lẻ tại mỗi vị trí thử phải không được nhỏ hơn giá trị quy định cho vật liệu cơ bản theo hướng ngang. (xem TCVN 6475-8 bảng 6.2-3, 6.2-4 và bảng 6.3-2, không áp dụng bất kỳ yêu cầu nào về tính chất hãm gãy đối với mối hàn và vùng ảnh hưởng nhiệt)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.3.9. Kiểm tra cấu trúc vĩ mô
7.3.9.1. Cấu trúc vĩ mô phải được kiểm tra ở độ phóng đại 5X.
7.3.9.2. Kiểm tra cấu trúc vĩ mô phải thấy mối hàn kết nối trơn chu với vật liệu cơ bản mà không có các khuyết tật mối hàn theo các chỉ tiêu chấp nhận của kiểm tra bằng mắt thường và NDT quy định ở TCVN 6475-13.
7.3.10. Thử độ cứng
7.3.10.1. Độ cứng cực đại không được vượt quá giới hạn quy định ở TCVN 6475-8 mục 6.2, 6.3 và 7.1, tùy thuộc vào mục đích sử dụng và loại vật liệu được thử.
7.3.11. Thử độ dai gãy
7.3.11.1. Độ dai gãy không được nhỏ hơn giá trị quy định cho vật liệu cơ bản và kim loại hàn tại TCVN 6475-7 mục 5. Đối với các mối hàn tròn, thử độ dai gãy chỉ tiến hành khi cần thực hiện đánh giá tới hạn kỹ thuật. Mức độ thử phải tuân thủ theo TCVN 6475-8 mục 4.8.
7.3.12. Thử các mối hàn tròn chịu biến dạng dẻo tích lũy
7.3.12.1. Mối hàn tròn phải được làm biến dạng dẻo và già hóa theo quy định ở mục 6.6. Thử cơ tính được quy định ở bảng 6.6-1 và phải thỏa mãn các yêu cầu ở TCVN 6475- 8 mục 7.3
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.4.1. Thử ứng suất sun phua gây nứt phải được tiến hành để chứng nhận cho vật liệu không thỏa mãn với các yêu cầu cho ứng dụng có khí chua ở TCVN 6475-8 mục 7.1.
7.5. Thử tính ăn mòn và kiểm tra cấu trúc vi mô
7.5.1. Thử tính ăn mòn
7.5.1. 1. Thép không gỉ duplex 25 Cr phải được thử ăn mòn rỗ. Chỉ tiêu chấp nhận được quy định ở TCVN 6475-8 mục 6.3.
7.5.2. Kiểm tra cấu trúc vi mô
7.5.2. 1. Các mối hàn thép không gỉ duplex phải được kiểm tra cấu trúc vi mô theo quy định ở TCVN 6475-8 mục 6.3.
7.5.2. 2. Các ống thép có lớp phủ phải được kiểm tra cấu trúc vi mô phần chống ăn mòn của mối hàn theo quy định ở TCVN 6475-8 mục 6.5.
7.5.2. 3. Các hợp kim chống ăn mòn khác phải được kiểm tra cấu trúc vi mô theo quy định ở TCVN 6475-8 mục 6.4.
8. Chế tạo và các yêu cầu về hàn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.1.1. Tất cả các công việc hàn phải được tiến hành bằng cách sử dụng các dạng thiết bị và dưới các điều kiện giống như môi trường làm việc trong khi chứng nhận quy trình hàn.
8.1.2. Tất cả các công việc hàn phải được tiến hành dưới điều kiện được kiểm soát với việc bảo vệ đầy đủ khỏi các ảnh hưởng môi trường không có lợi như độ ẩm, bụi, gió lùa và biến thiên nhiệt độ lớn.
8.1.3. Tất cả các dụng cụ phải có chứng chỉ hiệu chuẩn còn hiệu lực.
8.2. Hàn chế tạo
8.2.1. Tất cả các công việc hàn phải được tiến hành tuân thủ nghiêm ngặt theo WPS đã được duyệt và các yêu cầu của mục này.Nếu bất kỳ thông số nào bị thay đổi nằm ngoài giới hạn cho phép của độ biến thiên các thông số hàn quan trọng, quy trình hàn phải được chứng nhận lại.
8.2.2. Mép vát mối hàn phải không có hơi ẩm, dầu, mỡ, bụi, vật liệu bị các bon hóa, sơn phủ … có thể gây ảnh hưởng đến chất lượng mối hàn. Khi hàn các vật liệu hợp kim chống ăn mòn hoặc vật liệu có lớp phủ, cần phải làm sạch bề mặt bên trong và bên ngoài của ống tối thiểu là đến 20 mm cách mép vát.
8.2.3. Các mối hàn dọc phải được bố trí cách nhau tối thiểu là 50 mm và nên bố trí tại nửa trên của ống nếu có thể.
8.2.4. Nhiệt độ nung nóng sơ bộ tối thiểu phải được đo ở khoảng cách tối thiểu là 75 mm từ cạnh của rãnh hàn theo chiều đối diện với nguồn nung nóng nếu có thể.
8.2.5. Nhiệt độ giữa các lớp hàn phải được đo tại cạnh của rãnh hàn ngay trước khi bắt đầu hàn lớp tiếp theo.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.2.7. Các ngàm kẹp ống không nên tháo bỏ trước khi hoàn thành 2 lớp hàn đầu tiên. Tháo bỏ ngàm kẹp ống phải được chứng nhận và thực hiện khi chứng nhận quy trình hàn. Nếu cần phải hàn đính khi lắp ráp, hàn đính chỉ được thực hiện trong rãnh hàn nếu được chứng nhận trong quy trình hàn. Các mối hàn đính bị khuyết tật phải được loại bỏ hoàn toàn.
8.2.8. Các điểm bắt đầu và kết thúc hàn phải được phân bố đều trên chiều dài của mối và không bị “kẹt” trong cùng 1 khu vực.
8.2.9. Công việc hàn không được ngừng trước khi mối nối có đủ độ bền để tránh chảy dẻo và nứt khi xử lý. Trước khi bắt đầu hàn lại sau khi ngừng hàn, phải tiến hành nung nóng sơ bộ đến nhiệt độ giữa các lớp hàn tối thiểu.
8.2.10. Khe hở chân mối hàn góc tối đa là 2 mm. Khi khe hở chân lớn hơn 2 mm nhưng nhỏ hơn hoặc bằng 5 mm, phải tăng chiều dày mối hàn góc lên 0,7 mm cho mỗi mm vượt quá 2 mm của khe hở chân.
8.3. Hàn sửa chữa
8.3.1. Các mối hàn bị khuyết tật mà không thể sửa bằng cách mài thì có thể sửa chữa cục bộ bằng cách mài sạch khuyết tật và hàn lại. Hàn sửa chữa phải được tiến hành theo quy trình hàn sửa chữa.
8.3.2. Các mối hàn chỉ được phép sửa chữa 2 lần trên cùng một khu vực. Không được phép sửa chữa lại lớp lót của các mối hàn được hàn từ một phía, trừ khi được chứng nhận đặc biệt và được chấp nhận bởi khách hàng trong từng trường hợp. Mối hàn sửa chữa phải được mài để hòa nhập trơn chu vào mối hàn ban đầu.
8.3.3. Sửa chữa lớp lót của các mối hàn từ một phía đối với các vật liệu thỏa mãn các yêu cầu cho ứng dụng có khí chua phải được tiến hành dưới sự giám sát của đăng kiểm.
8.3.4. Chiều dài của hàn sửa chữa cục bộ tối thiểu phải là 50 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.3.6. Nếu như khu vực sửa chữa phải chịu lực uốn lớn và/hoặc ứng suất dọc trục, ví dụ như tại trạm sửa chữa trên tàu rải ống hoặc điều kiện tương tự, thì chiều dài mối hàn sửa chữa phải được xác định bằng tính toán , xem TCVN 6475-11 mục 1.5.
8.4. Xử lý nhiệt sau khi hàn
8.4.1. Xử lý nhiệt sau khi hàn phải được tiến hành đối với các mối hàn thép C-Mn có chiều dày thành ống danh nghĩa lớn hơn 50 mm, trừ khi thử CTOD cho các giá trị thỏa mãn trong điều kiện hàn. Trong các trường hợp khi nhiệt độ thiết kế tối thiểu nhỏ hơn -100C , thì giới hạn chiều dày phải được xác định riêng.
8.4.2. Nếu như xử lý nhiệt sau khi hàn được sử dụng để mối hàn có đủ độ bền chống lại ứng suất sun phua gây nứt thì phải thực hiện cho tất cả các chiều dày.
8.4.3. Xử lý nhiệt sau khi hàn phải được tiến hành tại nhiệt độ 5800C đến 6200C. Đối với vật liệu tôi và ram, nhiệt độ xử lý nhiệt sau khi hàn tối thiểu phải thấp hơn nhiệt độ ram của vật liệu cơ bản là 250C.
8.4.4. Quá trình nung nóng, giữ và làm nguội phải được tiến hành và kiểm soát theo quy trình đã được phê duyệt. Thời gian giữ phải là 2 phút cho mỗi mm chiều dày, và tối thiểu là 1 giờ. Khi tiến hành xử lý nhiệt cục bộ, nhiệt độ quy định phải được giữ trong 1 dải mở rộng ra 3 lần chiều dày thành ống về mỗi phía của mối hàn. Nhiệt độ cực đại tại mép của dải cách nhiệt phải là một nửa nhiệt độ giữ. Khi nhiệt độ tại tất cả các bộ phận giảm xuống dưới 3000C, mối nối có thể được làm nguội trong không khí.
8.5. Hàn đường ống và các bộ phận đường ống
8.5.1. Tất cả các mối hàn có khuyết tật có thể được sửa chữa cục bộ bằng phương pháp hàn. Phần kim loại hàn có các đặc tính cơ học không thỏa mãn yêu cầu phải được loại bỏ hoàn toàn trước khi hàn lại.
8.5.2. Thử trong quá trình chế tạo phải được tiến hành theo các yêu cầu quy định tại TCVN 6475-7 mục 8.7.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.6.1. Nên tiến hành thử trong quá trình chế tạo như quy định tại TCVN 6475-11 mục 1.7.
8.6.2. Khi cần thử chế tạo, phải tiến hành các cuộc thử với số lượng như quy định tại mục 6.4. Các mẫu thử độ dai va đập phải nằm ở vùng kim loại hàn và vùng ảnh hưởng nhiệt tại các vị trí cho giá trị năng lượng hấp thụ trung bình thấp nhất khi thử chứng nhận quy trình.
8.7. Hàn lắp đặt và nối ghép
8.7.1. Lắp đặt
8.7.1.1. Hàn lắp đặt phải được tiến hành bởi những thợ hàn đã được chứng nhận. Loại thiết bị hàn và
quy trình hàn phải được chứng nhận trước khi tiến hành hàn lắp đặt.
8.7.1.2. Các khuyết tật dài có thể cần phải sửa chữa theo từng đoạn ngắn một để tránh ống bị oằn hay nứt các ống bị căng. Chiều dài cực đại cho phép của một đoạn sửa chữa phải được tính toán dựa trên các ứng suất cực đại tác dụng lên mối nối trong quá trình sửa chữa, xem TCVN 6475-10 mục 1.5 .
8.7.1.3. Việc sửa chữa gây xuyên thủng ống hoàn toàn chỉ được phép tiến hành khi việc sửa chữa được Đăng kiểm giám sát liên tục, nếu không phải cắt bỏ mối hàn và hàn lại.
8.7.1.4. Đối với thử chế tạo, số lượng các cuộc thử phải tiến hành được quy định tại mục 6.5.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
8.7.2.1. Hàn dưới nước phải được tiến hành theo các quá trình hàn hyđro thấp trong các buồng hàn nơi mà nước đã được thay thế bằng khí.
8.7.2.2. Một cuộc thử xác nhận phải được tiến hành tại vị trí trước khi tiến hành hàn. Mối hàn thử phải được thực hiện trên ống hoặc bộ phận đường ống trong buồng hàn dưới các điều kiện thực tế. Mẫu thử phải bao gồm việc hàn từ vị trí 6 giờ đến vị trí 9 giờ. Khi kết quả kiểm tra bằng mắt thường và kiểm tra không phá hủy thỏa mãn yêu cầu thì có thể tiến hành hàn. Các yêu cầu đối với kiểm tra không phá hủy phải tuân thủ các chỉ tiêu chấp nhận như đối với các mối hàn chế tạo. Thử cơ tính mối hàn thử phải được tiến hành ngay sau khi hàn. Số lượng các cuộc thử cơ tính phải bằng một nửa số lượng yêu cầu cho thử chứng nhận quy trình hàn.
8.7.2.3. Cáp hàn phải có cùng kích thước và chiều dài xấp xỉ bằng với (± 5%) kích thước và chiều dài của cáp được sử dụng khi thử chứng nhận quy trình hàn. Nếu được đăng kiểm chấp nhận, có thể sử dụng các điện trở nhân tạo để mô phỏng kích thước và chiều dài thực tế của cáp hàn.
8.7.2.4. Tất cả các thông số hàn liên quan phải được theo dõi và ghi nhận tại trạm điều khiển trên bờ dưới sự giám sát của giám sát viên hàn. Tất cả các hoạt động, bao gồm cả việc hàn phải được theo dõi bằng một hệ thống video có thể điều khiển từ xa được từ trạm điều khiển.
9. Các yêu cầu đặc biệt đối với vật liệu và các quá trình hàn
9.1. Thép các bon có lớp phủ /lớp lót bên trong ống
9.1.1. Việc hàn phần lót chống ăn mòn có thể được tiến hành theo các quá trình hàn quy định tại mục 1.2, ngoại trừ hàn hồ quang bằng dây có lõi thuốc không có khí bảo vệ (FCAW). Phải hàn từ hai phía tại bất kỳ nơi nào có thể.
9.1.2. Việc chuẩn bị mép vát mối hàn cuối cùng phải được thực hiện bằng gia công máy hoặc mài. Các đĩa mài sử dụng cho vật liệu lót chống ăn mòn phải là các đĩa chưa được sử dụng cho thép các bon. Đối với quá trình cắt bằng nhiệt, chỉ cho phép sử dụng phương pháp cắt hồ quang plasma.
9.1.3. Phải sử dụng các bàn chải bằng thép không gỉ để làm sạch các lớp hàn của kim loại hàn chống ăn mòn và vật liệu lót.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.2. Thép không gỉ duplex
9.2.1. Hàn thép không gỉ duplex 22 Cr/ 25 Cr có thể được tiến hành theo các quá trình hàn quy định tại mục 1.2, ngoại trừ hàn hồ quang bằng dây có lõi thuốc không có khí bảo vệ (FCAW). Hàn lớp lót của các mối nối được hàn từ một phía thông thường phải sử dụng quá trình hàn hồ quang điện cực tungsten bảo vệ bằng khí trơ (GTAW).
9.2.2. Đối với quá trình cắt bằng nhiệt, chỉ cho phép sử dụng phương pháp cắt hồ quang plasma.
9.2.3. Nhiệt lượng đưa vào phải được giữ trong dải từ 0,5 kJ/mm đến 1,5 kJ/mm.
9.2.4. Trong trường hợp phải tiến hành sửa chữa lần thứ 2, phải tiến hành chứng nhận quy trình hàn sửa chữa riêng biệt.
9.2.5. Phải sử dụng vật liệu hàn với bổ sung thành phần niken và nitơ, trừ khi tiến hành xử lý nhiệt sau khi hàn.
9.2.6. Khí bảo vệ phải không có thành phần hyđro. Thành phần ôxy trong khí đệm (backing gas) (để bảo vệ khi hàn lớp lót) phải nhỏ hơn 0,1 % khi tiến hành hàn lớp lót.
9.3. Thép không gỉ martensit (13 % Cr)
9.3.1. Hàn thép không gỉ martensit có thể được tiến hành theo các quá trình hàn quy định tại mục 1.2, ngoại trừ hàn hồ quang bằng dây có lõi thuốc không có khí bảo vệ (FCAW). Hàn lớp lót của các mối nối được hàn từ một phía thông thường phải sử dụng quá trình hàn hồ quang điện cực tungsten bảo vệ bằng khí trơ (GTAW).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.3.3. Nếu mối hàn được sử dụng trong môi trường có khí chua, phải tiến hành xử lý nhiệt sau khi hàn một cách thích hợp.
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây