Tiêu chuẩn quốc gia TCVN 5735-2:2008 (ISO 6621-2 : 2003) về Động cơ đốt trong - Vòng găng - Phần 2: Nguyên tắc đo kiểm
Tiêu chuẩn quốc gia TCVN 5735-2:2008 (ISO 6621-2 : 2003) về Động cơ đốt trong - Vòng găng - Phần 2: Nguyên tắc đo kiểm
| Số hiệu: | TCVN5735-2:2008 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2008 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN5735-2:2008 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2008 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Đặc tính/định nghĩa |
Nguyên tắc/phương pháp đo |
|||||||||||||||||||||||
|
4.2.1. Chiều cao vòng găng, (tính bằng milimét) |
||||||||||||||||||||||||
|
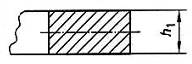
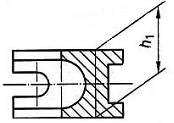
4.2.1.1. Vòng găng hai mặt song song, h1 |
||||||||||||||||||||||||
|
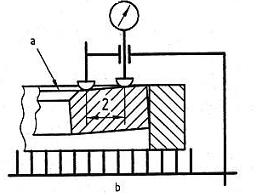
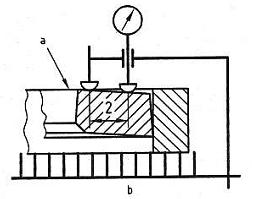
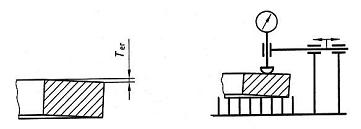
Khoảng cách đo giữa hai mặt tại một điểm bất kỳ thẳng góc với mặt phẳng chuẩn tính bằng milimét (xem Hình 1 và Hình 2) |
Đo bằng dụng cụ đo có đầu đo hình chỏm cầu bán kính 1,5 mm ± 0,05 mm với lực tỳ khoảng 1N (xem Hình 3). Trong trường hợp vòng găng dầu có rãnh, phải đo chiều cao giữa các rãnh và không qua rãnh, có nghĩa là đi qua phần đặc của mặt cắt ngang vòng găng (xem Hình 2)
Hình 1
Hình 2
Hình 3 |
|||||||||||||||||||||||
|
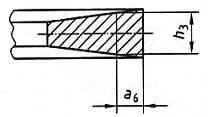
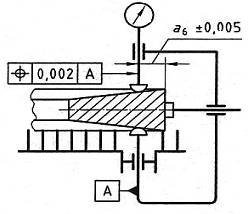
4.2.1.2. Vòng găng mặt cắt hình thang, hình thang chéo, h3 |
||||||||||||||||||||||||
|
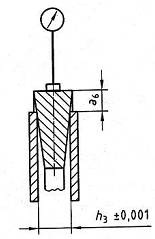
Khoảng cách giữa hai mặt bên ở khoảng cách tới mặt trụ ngoài a6 (xem Hình 4) hoặc chiều rộng được điều chỉnh a6 tại một chiều cao qui định h3 (xem Hình 6). |
Phương pháp A Phương pháp này xác định kích thước h3 theo giá trị qui định a6 (xem Hình 4).
Hình 4 Đo bằng dụng cụ đo có đầu đo hình chỏm cầu bán kính 1,5 mm ± 0,05 mm với lực tỳ khoảng 1 N (xem Hình 5). Nếu dụng cụ đo được chế tạo để đo các mặt phẳng song song mà dùng để đo cho các mặt nghiêng, việc sử dụng các đầu đo chỏm cầu sẽ làm tăng các sai số sau: - 0,004 mm cho mặt nghiêng 6‑ (loại vòng găng: T, TB, TBA, và TM). - 0,012 mm cho mặt nghiêng 7o (loại vòng găng: HK và HKB). - 0,026 mm cho các mặt nghiêng 15o (loại vòng găng:K, KB, KBA và KM). Để có thể đo chính xác chiều cao vòng găng mặt cắt hình thang, các giá trị trên phải được trừ đi khỏi giá trị đo. CHÚ THÍCH: Các giá trị của a6 được cho trong ISO 6624-1 đến ISO 6624-4. Kích thước tính bằng milimét
Hình 5 Phương pháp B Phương pháp này xác định kích thước a6 theo giá trị qui định h3 (xem Hình 4). Đo bằng đầu đo có mặt mút phẳng với lực tỳ khoảng 1N. Vòng găng phải được đặt giữa hai cạnh sắc (bán kính ≤ 0,01mm) của các đĩa tròn đặt cách nhau một khoảng h3 (xem Hình 6) CHÚ THÍCH: Các giá trị h3 cho trong ISO 6624-1 đến 6624-4. Kích thước tính bằng milimét
Hình 6 |
|||||||||||||||||||||||
|
4.2.2. Chiều dày hướng kính, a1 (tính bằng milimét) |
||||||||||||||||||||||||
|
Khoảng cách hướng kính giữa mặt trụ ngoài (viền) và mặt trụ trong của vòng găng tính bằng milimét (xem Hình 7) |
a) Đo theo phương hướng kính giữa bề mặt đo phẳng đặt trên mặt trụ ngoài(viền) và bề mặt đo chuyên dùng có bán kính khoảng 4mm đặt trên lỗ vòng găng với lực đo từ 3 N đến 10 N (xem Hình 8)
Hình 7
Hình 8 b) Đo theo phương hướng kính bằng dụng cụ đo có lắp đầu đo là các con lăn hình trụ bán kính 4 mm và lực đo từ 3 N đến 10 N. Bề mặt trụ ngoài (viền) của các con lăn phải vuông góc với mặt phẳng chuẩn. Chiều dài của các con lăn phải lớn hơn chiều cao của vòng găng theo phương dọc trục (xem Hình 9).
Hình 9 |
|||||||||||||||||||||||
|
4.2.3. Khe hở miệng ở trạng thái tự do m,p (tính bằng milimét) |
||||||||||||||||||||||||
|
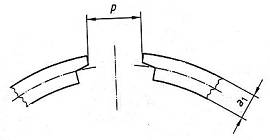
Khoảng cách theo dây cung giữa các đầu mút của khe hở miệng vòng găng ở trạng thái tự do, được đo ở đường tâm của chiều dày hướng kính của vòng găng tính bằng milimét (xem Hình 10); đối với miệng vòng găng có dạng bậc bên trong thì khoảng cách theo dây cung được ký hiệu là p trên Hình 11 |
Đo bằng thước thép với độ chính xác không thấp hơn 0,25 mm. Tùy chọn, kích thước này có thể đo bằng thước cặp.
Hình 10
Hình 11 |
|||||||||||||||||||||||
|
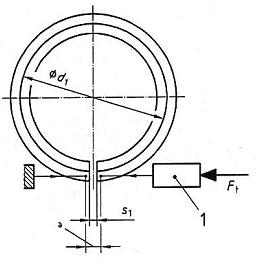
4.2.4. Khe hở miệng ở trạng thái lắp ghép (trạng thái đóng), s1 (tính bằng milimét) |
||||||||||||||||||||||||
|
Khoảng cách giữa các đầu mút khe hở miệng của vòng găng được đo ở điểm hẹp nhất khi vòng găng được lắp vào bạc dưỡng có đường kính bằng đường kính danh nghĩa của lỗ xy lanh (xem Hình 12) CHÚ THÍCH: Khe hở miệng s1 liên quan đến đường kính danh nghĩa d1 |
Đo trong bạc dưỡng có lỗ là đường kính danh nghĩa bằng dưỡng kiểu nêm hoặc căn lá với lực đo khoảng 1 N (xem Hình 12). Đường kính của lỗ bạc dưỡng phải tuân theo
Hiệu chỉnh phải được thực hiện đối với bất kỳ sai lệch nào của bạc dưỡng so với đường kính danh nghĩa của vòng găng .
Hình 12 |
|||||||||||||||||||||||
|
4.2.5. Lực tiếp tuyến, Ft (tính bằng Niutơn) |
||||||||||||||||||||||||
|
4.2.5.1. Vòng găng liền (vòng găng một mảnh) (không nên áp dụng cho vòng găng có d1 < 50 mm - xem 4.2.6) |
||||||||||||||||||||||||
|
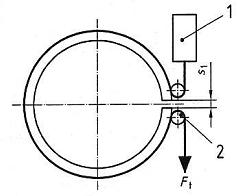
Lực cần thiết để giữ cho vòng găng ở trạng thái đóng bằng cách kéo theo phương tiếp tuyến các đầu mút của dây kim loại hoặc đai biến dạng quấn theo chu vi của vòng găng (xem Hình 13 và Hình 14) |
Phương pháp dây kim loại (xem Hình 13) Đặt vòng găng vào trong gá có dây kim loại bao quanh với chiều dày từ 0,08 mm đến 0,10 mm; dây kim loại được quấn trên hai con lăn có đường kính 10 mm. Khoảng cách tâm hai con lăn là 20 mm. Kéo căng sợi dây kim loại để khép kín khe hở miệng của vòng găng đến điểm các đầu mút miệng vòng găng chạm nhau và sau đó đưa khe hở miệng vòng găng về kích thước ở trạng thái lắp ghép được đo trước đó và đọc giá trị lực chỉ thị trên thang đo chính xác. Khe hở miệng của vòng găng phải bố trí đối xứng giữa các con lăn.
CHÚ DẪN 1 Thang đo 2 Con lăn đường kính 10 mm Hình 13 Một phương pháp khác để có thể xác định được lực tiếp tuyến của dụng cụ đo lực là sử dụng một đĩa đặc có đường kính bằng đường kính danh nghĩa ± 0,005 mm để chỉnh đặt chiều dài của dây kim loại. Đặt đĩa chuẩn vào dây kim loại và điều chỉnh chiều dài dây tới khi giới hạn trung bình qui định của lực tiếp tuyến được chỉ thị. Phương pháp đai biến dạng (xem Hình 14) Vòng găng được lắp chính xác vào đai kim loại kín có xẻ rãnh, miệng vòng găng trùng với rãnh của đai biến dạng. Đóng kín đai biến dạng lại trong máy tạo tải chính xác đến khi các chốt tạo tải nằm ở vị trí xác định so với điểm ở đó đường kính lỗ đai biến dạng đúng bằng đường kính vòng găng. Đọc giá trị lực cần đo trên lực kế (xem Hình 14)
CHÚ DẪN 1. Thang đo a. Khoảng cách hai chốt đặt lực phù hợp với máy Hình 14 Phương pháp dây bao quanh Dùng một sợi dây kim loại có chiều dày 0,08 mm đến 0,1 mm quấn quanh vòng găng qua khe hở miệng (xem Hình 13). Dây sẽ được kéo chặt cho đến khi khe hở miệng khép kín đến đúng giá trị đã đo trước đó. Sau đó đọc giá trị lực trên thang đo. CHÚ THÍCH: Không được có dao động trong quá trình đo vòng găng đơn theo ba phương pháp trên. |
|||||||||||||||||||||||
|
4.2.5.2. Vòng găng ghép (vòng găng nhiều mảnh) |
||||||||||||||||||||||||
|
Lực cần thiết để giữ cho miệng vòng găng ở trạng thái khép kín bằng cách kéo theo phương tiếp tuyến các đầu mút của dây kim loại hoặc đai biến dạng quấn theo chu vi của vòng găng (xem Hình 15) CHÚ THÍCH: Dao động sử dụng trong suốt quá trình đo hoặc trước khi đo để giảm tác dụng của lực ma sát. |
Khi đo các vòng găng có vòng lò so hoặc các vòng găng tương tự được đỡ bên trong lỗ vòng găng bằng vòng lò so, khe hở miệng vòng găng và miệng của vòng lò xo phải cách nhau 180o. Khi đo vòng găng dầu ghép, cụm vòng găng được lắp trong đầu gá mô phỏng rãnh vòng găng trên pittông. Khe hở miệng của vòng lò xo phải để cách khe hở miệng vòng găng 1800 và chúng phải thẳng hàng với nhau. Việc chọn loại đầu gá lắp vòng găng (xem Bảng 1) được quyết định bởi nhà sản xuất và khách hàng. Khi đo vòng găng có trang bị vòng lò so gợn sóng hoặc vòng lò so khác được đỡ ở chân rãnh sóng thì cụm vòng găng phải được lắp trong đầu gá mô phỏng rãnh rạng sóng, đường kính vòng chân rãnh bằng đường kính trung bình của rãnh vòng găng trên pittông . Dung sai đường kính vòng chân rãnh của đầu gá là ± 0,02 mm. Khe hở miệng của vòng lò xo gợn sóng phải đặt cách khe hở miệng của vòng găng 180o.
CHÚ DẪN 1. Thang đo Hình 15 Bảng 1 - Đầu gá lắp vòng găng
Phương pháp dùng dây kim loại với dao động theo chu vi Quy trình tương tự như khi đo vòng găng đơn nhưng phải tạo ra dao động cho cơ cấu tạo tải để khử bỏ tác dụng của lực ma sát (xem Hình 16). Tần số dao động thích hợp là 40 Hz đến 50 Hz với biên độ là ± 0,15 mm
CHÚ DẪN 1 Thang đo a Dao động Hình 16 Phương pháp dây bao quanh cùng với dao động hướng trục Quy trình tương tự như khi đo vòng găng đơn (phương pháp dây bao quanh), ngoại trừ việc dùng đầu gá và tác dụng dao động (đập) vào vòng bao quanh hoặc vòng bao quanh có đầu gá để giảm ma sát (xem Hình 17). Mức đập thích hợp từ 1 đến 3 lần/s.
... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 a Đập Hình 17 Phương pháp đai biến dạng cùng với dao động theo chu vi Quy trình tương tự như khi đo vòng găng đơn nhưng phải tác dụng thêm dao động thích hợp vào cơ cấu tạo tải cho đai để loại bỏ tất cả các lực ma sát (xem Hình 18).
CHÚ DẪN 1 thang đo a dao động b Khoảng cách giữa các chốt đặt lực đến máy đo ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Phương pháp dây kim loại hoặc đai biến dạng cùng với dao động hướng trục Quy trình tương tự như khi đo vòng găng đơn nhưng phải tác dụng thêm dao động dọc trục vào đầu gá mô phỏng cho rãnh lắp vòng găng để khử bỏ tác dụng của lực ma sát Tần số dao động thích hợp là 420 Hz (tương đương 25000 chu kỳ/min). Biên độ dao động dọc trục phải đảm bảo sao cho lực trên đầu gá đạt khoảng ±18 N (xem Hình 19 - phương pháp biến dạng đai) . Trước khi đo lực tiếp tuyến phải làm sạch và bôi một lớp dầu mỏng lên bề mặt vòng găng. Việc đo khe hở vòng găng ở trạng thái làm việc phải được thực hiện ngay trước khi đo lực tiếp tuyến. Để đảm bảo độ ổn định của phép đo, đặc biệt đối với vòng găng ghép có vòng lò xo được phốt phát hóa hoặc ôxy hóa, cho phép quay lò xo về phía trước và phía sau nhằm làm nhẵn bề mặt trước khi đo. Nhà sản xuất và khách hàng nên thỏa thuận về hệ số thích hợp đánh cần được tính đến của các máy móc khác nhau, vị trí khác nhau và người vận hành khác nhau.
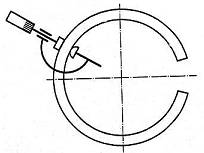
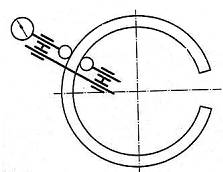
CHÚ DẪN ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 a Dao động dọc trục b Khoảng cách giữa các chốt đặt lực đến máy đo Hình 19 CHÚ THÍCH: Độ lặp lại của phép đo lực tiếp tuyến là không cao trong quá khứ, nhưng các máy hiện hành sử dụng phương pháp dây kim loại bao quanh và phương pháp đai biến dạng cho độ lặp lại đạt được khoảng 10 % . 4.2.6. Lực hướng tâm, Fd (tính bằng Niuton) Lực tác dụng theo phương đường kính tại vị trí tạo thành góc với 90o khe hở miệng, cần thiết để duy trì vòng găng ở trạng thái đường kính danh nghĩa theo phương của lực. (xem Hình 20) CHÚ THÍCH: Phương pháp này chỉ áp dụng cho vòng găng liền.
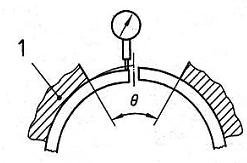
Hình 20 ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 4.2.7. Độ ô van, U (tính bằng milimet) Hiệu số giữa các đường kính vuông góc với nhau d3 và d4 khi kéo vòng găng cho khe hở miệng khép kín lại bằng dây đai mềm. CHÚ THÍCH: Hiệu số này có thể dương (d3 > d4) hoặc âm (d3 < d4) (xem Hình 21) CHÚ THÍCH: Phương pháp này chỉ áp dụng cho vòng găng đơn. Đo vòng găng đã được kéo cho khe hở miệng khép kín lại bằng dây kim loại hoặc băng thép có chiều dày từ 0,08 mm đến 0,10 mm khi sử dụng thiết bị đo hướng kính và lực đo không quá 1 N (xem Hình 21).
Hình 21 Với vòng găng có khe hở miệng được khép kín trong dây kim loại, có thể kẹp vòng găng giữa các tấm sau đó tháo dây kim loại ra trước khi đo đường kính d3 và d4. Tuy nhiên việc kẹp vòng găng giữa các tấm không áp dụng cho vòng găng dầu có rãnh. 4.2.8. Độ võng, W (tính bằng milimét) ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Đo bằng dụng cụ đo có đầu đo hình chỏm cầu bán kính 1,5 mm ± 0,05 mm với lực tỳ khoảng 1 N, cùng với việc định vị vòng găng vào bạc dưỡng có đường kính danh nghĩa bằng đường kính xy lanh và tạo ra góc đo q (xem Hình 22). Độ võng W và góc đo q phải theo thỏa thuận giữa nhà sản xuất và khách hàng. Dung sai đo dưới đây được áp dụng cho thử nghiệm này. - Góc θ: ±1o - Đường kính: d1 - Độ tròn: ≤ 0,0001d1
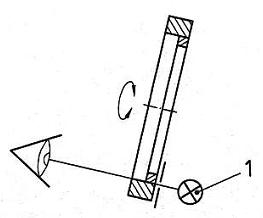
CHÚ DẪN 1 Bạc dưỡng ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 4.2.9. Độ kín khít (độ kín ánh sáng) (tính bằng phần trăm của chu vi vòng găng) Khả năng bị lọt ánh sáng của bề mặt của vòng găng, khi cho ánh sáng xuyên qua vòng găng được định vị trong bạc dưỡng có đường kính bằng đường kính danh nghĩa xy lanh(xem Hình 23). CHÚ THÍCH: Những vùng của vòng găng có chấm sáng nhỏ, vệt sáng rất mảnh được xem xét như vùng kín khít. Đo trên bạc dưỡng có trang bị nguồn sáng thích hợp rọi vào vùng tiếp xúc để xác định tỷ lệ phần trăm của toàn chu vi vòng găng cho phép ánh sáng lọt qua (xem Hình 23). Cho phép xoay vòng găng trong dưỡng đo để loại bỏ độ thô ráp bề mặt trên bề mặt trụ ngoài vòng găng. Trừ khi có qui định khác, việc kiểm tra và đo nên thực hiện khi không có phóng đại và dùng mắt thường. Điều này rất quan trọng để tránh sai số thị sai và bảo vệ người kiểm tra chống lại sự thâm nhập của ánh sáng bên ngoài. Nguồn sáng đặt sau vòng găng phải có cường độ sáng lớn hơn từ 400 Lx đến 1.500 Lx so với điều kiện môi trường. Bạc dưỡng để thử phải có dung sai như sau: - Đường kính: d1 - Độ tròn: ≤ 0,0001d1
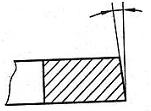
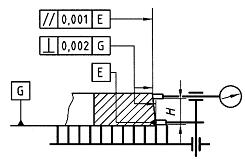
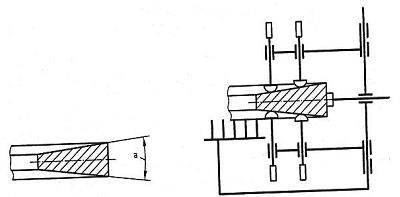
... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 1 Đèn chiếu Hình 23 4.2.10. Độ côn mặt trụ ngoài (tính bằng micromét hoặc độ) Độ lệch về góc theo yêu cầu của bề mặt trụ ngoài so với đường thẳng góc với mặt phẳng chuẩn (xem Hình 24) CHÚ THÍCH: Trong trường hợp mặt côn ngoài có một phần trụ tròn thì tất cả các điểm đo phải được bố trí vào vùng côn. Phương pháp A Đo tại mặt trụ ngoài của vòng găng vuông góc với mặt chuẩn khi sử dụng đầu đo có mặt mút phẳng tỳ lên vòng găng với lực tỳ khoảng 1 N (xem Hình 25). Kết quả đo là hiệu số của các kích thước hướng kính của mặt trụ ngoài vòng găng giữa hai điểm, một gần với mặt đỉnh và một gần với mặt đáy, cách nhau một khoảng là H. H phải bằng 2/3 chiều cao dọc trục của mặt trụ ngoài của vòng găng và kết quả đo có thể chuyển thành góc côn theo độ hoặc phút.
... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 25 Phương pháp B Đặt vòng găng lên mặt phẳng chuẩn và sử dụng thiết bị ghi biên dạng vẽ bề mặt trụ ngoài của vòng găng, thẳng góc với mặt phẳng chuẩn. Phải chỉ rõ độ phóng đại được áp dụng. CHÚ THÍCH: một vài phương pháp tương tự đã được sử dụng để xác định độ côn, ví dụ như vòng găng miệng thẳng, tiết diện hình chữ nhật. 4.2.11. Độ tang trống bề mặt trụ ngoài, t2,t3 (tính bằng milimét) Độ lồi theo yêu cầu của bề mặt trụ ngoài so với đường thẳng góc với mặt phẳng chuẩn (xem Hình 26 đối với độ tang trống đối xứng và Hình 28 đối với độ tang trống không đối xứng). Phương pháp A ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Kết quả đo là hiệu số của các kích thước hướng kính của mặt trụ ngoài vòng găng giữa hai điểm, một điểm là đỉnh của tang trống (trên hoặc gần đường tâm của vòng găng) và điểm thứ hai ở khoảng cách h8/2 so với đường tâm của chiều cao vòng găng h1.
a mặt chuẩn Hình 26
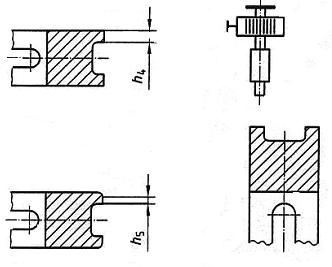
Hình 27 Phương pháp B Đặt vòng găng lên mặt phẳng chuẩn và sử dụng thiết bị ghi biên dạng vẽ bề mặt trụ ngoài của vòng găng, thẳng góc với mặt phẳng chuẩn. Phải chỉ rõ độ phóng đại được áp dụng (tỷ lệ phóng đại giữa chiều thẳng đứng và ngang là 10 hoặc 25) ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều rộng dưỡng đo (h8) chỉ để tham khảo. CHÚ DẪN 1 Mặt đánh dấu a Mặt phẳng chuẩn. Hình 28 4.2.12. Chiều cao vành gạt dầu h4, h5 (tính bằng milimét) Về lý thuyết, chiều cao vành gạt dầu là phần bề rộng tiếp xúc với lỗ xy lanh (xem Hình 29). Phương pháp A ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
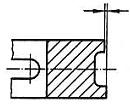
Hình 29 Hình 30 Phương pháp B Đối với tất cả các vành gạt dầu, đặt vòng găng lên mặt phẳng chuẩn và vẽ lại vành gạt đầu bằng máy ghi biên dạng. Phải chỉ rõ độ khuếch đại được sử dụng. CHÚ THÍCH: Độ dịch chuyển của vành gạt dầu (xem 4.2.13) được bao hàm và thu được từ phép đo tại mặt trụ ngoài của vòng găng. 4.2.13. Độ dịch vành gạt dầu (tính bằng milimét) Độ chuyển vị tương đối so với nhau của hai đoạn bề mặt trụ ngoài của vòng găng dàu xẻ rãnh hoặc vòng găng dầu có lỗ theo phương hướng kính (xem Hình 31) Phương pháp A ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 31
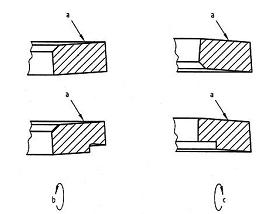
Hình 32 Phương pháp B Xem 4.2.12, phương pháp B 4.2.14. Chiều dày lớp mạ hoặc lớp phủ (tính bằng milimét) Khoảng cách giữa bề mặt ngoài của lớp mạ hoặc lớp phủ với bề mặt của vật liệu cơ bản của vòng găng được liên kết theo các kiểu mạ và phủ khác nhau (xem Hình 33). Đo không phá hủy ở giữa chiều rộng của lớp mạ/phủ khi sử dụng thiết bị đo độ dày cảm ứng có hiệu chuẩn. Việc hiệu chuẩn phải được thực hiện bằng cách dùng vòng găng chuẩn. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Độ dày của lớp mạ hoặc lớp phủ phải tuân theo đặc điểm kỹ thuật tại bất kỳ điểm nào của bề mặt trụ ngoài.
a) Mạ hoàn toàn b) Mạ thường
c) Mạ một phần Hình 33 4.2.15 Chiều sâu của lớp thấm Nitơ (tính bằng milimét) Độ dày của lớp bề mặt có độ cứng ≥ 700 HV 0,1 được đo vuông góc với bề mặt trụ ngoài hoặc các mặt bên của vòng găng Đo trên các tiết diện đã được chuẩn bị của vòng găng. Đo độ cứng tế vi HV 0,1 ở các khoảng cách khác nhau từ bề mặt trụ ngoài hoặc các mặt bên. Gia số đề nghị là 0,01/0,015/0,02. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Ví dụ 1: Chiều sâu thấm nitơ 0,05 mm (NT050) - xem Hình 34 Ví dụ 2: Chiều sâu thấm nitơ 0,25 mm (NS020) - xem Hình 35 Sơ đồ trên Hình 34 và 35 chỉ ra một số dạng điển hình của đường độ cứng.
CHÚ DẪN X Khoảng cách đo Y Độ cứng Hình 34
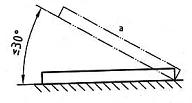
... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 X Khoảng cách đo Y Độ cứng Hình 35 Chiều sâu ở đó đường đặc tính độ cứng giao nhau với đường 700 HV 0,1 là chiều sâu của lớp thấm tôi. Đo độ cứng “HV 0,1” phù hợp với TCVN 258 - 3, và sử dụng bất kỳ máy đo độ cứng thích hợp nào. Các vị trí dùng để thiết lập mặt cắt ngang cho các phép đo độ cứng là mặt trụ ngoài của vòng găng và cách miệng vòng găng 15 mm. Đối với các chiều sâu lớp thấm nitơ mỏng hơn, thì không thể sử dụng phương pháp đo độ cứng (ví dụ trên các dụng cụ nong hoặc phân đoạn vòng găng) và cần sử dụng một phương pháp khác (ví dụ phân tích tế vi tiết diện vòng găng đã được ăn mòn) được thỏa thuận giữa nhà sản xuất và khách hàng. CHÚ THÍCH 1: Nguyên lý đo không phá hủy tin cậy để xác định chiều sâu thấm nitơ của vòng găng thấm nitơ hiện chưa được công bố. CHÚ THÍCH 2: Chiều sâu của lớp thấm nitơ phải đảm bảo đặc tính ở bất kỳ điểm nào của mặt trụ ngoài và mặt bên vòng găng. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Góc được bao bởi hai mặt bên của vòng găng (xem Hình 36), hoặc tổng của hai góc của hai mặt bên, như góc bao. Phương pháp A Đo theo phương hướng kính tại phần lưng của vòng găng độ chênh lệch về chiều cao của vòng găng tại hai điểm có khoảng cách biết trước khi sử dụng đầu đo chỏm cầu có bán kính 1,5 ± 0,05 mm với lực tỳ khoảng 1 N. Góc côn có thể được tính toán là tổng của hai góc đối với hai mặt bên (xem Hình 37).
a Góc bao Hình 36 Hình 37 Phương pháp B Đo theo phương hướng kính tại phần lưng của vòng găng độ chênh lệch về chiều cao của vòng găng khi sử dụng hệ thống hai đầu đo dạng lưỡi dao với lực tỳ của mỗi đầu đo khoảng 1 N. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Hình 38 Phương pháp C và D Cả hai phương pháp C và D bao gồm việc sử dụng một đầu đo di chuyển ngang theo phương hướng kính một khoảng biết trước trên mặt bên của phần lưng vòng găng. Đầu đo hình chỏm cầu có bán kính 1,5 ± 0,05 mm, lực tỳ khoảng 1 N. Tấm phẳng chuẩn dùng để đặt vòng găng cần đo phải có vị trí để đảm bảo đường đo là thực sự hướng tâm của vòng găng (xem Hình 41). Phương pháp C Mặt phẳng chuẩn được đặt nghiêng đi so với mặt phẳng nằm ngang một góc bằng góc côn danh nghĩa của mặt bên sao cho mặt tiếp xúc của đầu đo di chuyển ngang so với với đường đo danh nghĩa song song với đường trục di chuyển của đầu đo. Đầu đo bất cứ sai lệch nào về độ song song của mặt bên và cho phép tính toán độ lệch góc thực tế. Từ đó xác định được góc côn mặt bên. Đo vòng găng ở cả hai mặt bên và tính tổng các góc côn của mỗi mặt sẽ cho góc côn của tiết diện cần đo (xem Hình 39). Phương pháp D ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Đo vòng găng ở cả hai mặt bên và tính tổng các góc của mỗi mặt sẽ cho góc côn của tiết diện cần đo (xem Hình 40).
a Mặt bên nằm ngang b Góc danh nghĩa của mặt bên Hình 39 Hình 40
CHÚ DẪN 1 Mặt phẳng chuẩn a. Đường đo ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 4.2.17. Độ nghiêng của đường tâm tiết diện (tính bằng độ) Sai số không mong muốn của đường phân giác của tiết diện so với đường song song với mặt phẳng chuẩn (xem Hình 42). CHÚ THÍCH: Không áp dụng đối với vòng găng có dạng vênh. Nguyên lý đo giống như đo góc côn ở 4.2.16. Khi góc côn mặt bên được xác định, độ nghiêng là một nửa của độ chênh lệch giữa hai góc côn của hai mặt bên. Ví dụ 1: Góc côn của vòng găng là 15 o, một mặt bên nghiêng 7o40’, mặt kia nghiêng 7o20’, độ nghiêng sẽ là 10’. Khi góc côn mặt bên có độ lệch thì độ nghiêng là một nửa tổng số hai độ lệch của hai mặt bên. Ví dụ 2: Sử dụng ví dụ 1, khi độ lệch của góc côn mỗi mặt bên là 10’ thì độ nghiêng là 10’. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 a Độ nghiêng Hình 42 4.2.18. Độ vênh vòng găng (tính bằng milimét) Độ lệch xoắn theo yêu cầu của tiết diện vòng găng so với mặt phẳng chuẩn khi vòng găng được ép tới đường kính danh nghĩa (như đối với trường hợp vòng găng không đối xứng, như vòng găng bậc trong, bậc ngoài và vòng găng vát) (xem Hình 43). Đo trên chiều dài hướng kính của bạc dưỡng sai lệch của mặt bên vòng găng so với mặt phẳng song song với mặt phẳng chuẩn, vòng găng được khép kín miệng tới đường kính danh nghĩa trong lỗ bạc dưỡng. Đối với vòng găng có tiết diện không phải hình thang thì đo tại phần lưng của vòng găng bằng đầu đo hình chõm cầu bán kính 1,5 mm ± 0,05 mm, với lực tỳ vào khoảng 1 N (xem Hình 44 và 45).
a Mặt trên đỉnh b Độ vênh dương ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Hình 43
Đặc tính/định nghĩa Nguyên tắc/phương pháp đo
Kích thước tính bằng milimet
a Mặt trên đỉnh b Số đọc dương bằng độ vênh dương ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Kích thước tính bằng milimet
a Mặt trên b Số đọc dương bằng độ vênh âm Hình 45 Độ vênh của vòng găng tiết diện hình thang là độ chênh lệch giữa các giá trị góc mặt bên ở đáy được đo tự do và được giới hạn trên phần lưng của vòng găng. Khi đo độ vênh, vòng găng phải được lắp vào bạc dưỡng sao cho mặt trụ ngoài nằm trong bạc dưỡng mà không ở trên mép lỗ của bạc dưỡng. CHÚ THÍCH: Độ vênh được đo như là sai lệch chiều dài của khoảng cách từ mặt phẳng chuẩn trên chiều dài đo 2 mm hoặc tối thiểu 60% của độ dày hướng kính của vòng găng. Xem 4.2.16 đo góc côn của tiết diện hình thang. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Sai lệch không mong muốn về độ song song của các mặt bên của vòng găng so với mặt phẳng chuẩn, ví dụ như các vòng găng vênh hoặc vòng găng hình đĩa (xem Hình 46 và 48) CHÚ THÍCH: không áp dụng đối với vòng găng được thiết kế dạng vênh. Đo bằng phương pháp sau. a) Theo phương hướng kính Cho đầu đo có dạng chỏm cầu bán kính 1,5 mm ± 0,05 mm, dịch chuyển ngang theo phương hướng kính trên mặt bên phía trên của vòng găng với lực tỳ 1 N (xem Hình 47). Các đường dịch chuyển của đầu đo cần được bố trí ở giữa các điểm đặt tải của vòng găng (xem Hình 50). Giá trị đo độ không phẳng mặt bên được xác định trên Hình 46.Trị số lớn nhất của bốn giá trị đo được là độ không phẳng.
Hình 46 Hình 47
Hình 48 ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Đối với đầu đo có dạng chỏm cầu bán kính 1,5 mm ± 0,05 mm, được tỳ lên mặt bên phía trên của vòng găng với lực tỳ 1N (xem Hình 49 và 50) ở giữa chiều dày vòng găng và giữa các điểm đặt tải. Hiệu số giữa độ lệch (võng) lớn nhất và độ lệch nhỏ nhất là độ không phẳng mặt bên vòng găng. Đặt tải lên vòng găng trước khi đo tại 5 điểm, một điểm ở mỗi bên của miệng, một điểm ở cách 90o, một điểm ở cách 180o và một điểm ở cách 270o so với điểm ở bên miệng vòng găng. Đối với vòng găng dàu có rãnh, các điểm đặt tải và vùng đo phải tránh các rãnh dầu. Lực ép trên mỗi điểm đặt tải như sau: - Đối với vòng găng có đường kính < 80 mm: 2,5 N. - Đối với vòng găng có đường kính ≥ 80 mm: 5,0 N.
Hình 49
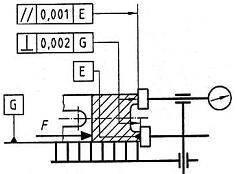
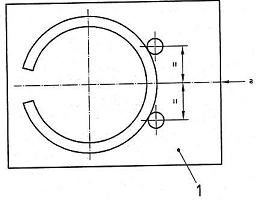
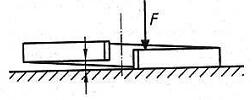
CHÚ DẪN ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 + các điểm đo Hình 50 4.2.20. Độ vênh của miệng (độ lệch chiều trục của các đầu mút của miệng) (tính bằng milimét) Độ lệch của các đầu mút của miệng vòng găng theo phương vuông góc với mặt phẳng chuẩn (xem Hình 51) Kẹp chặt một đầu mút của miệng vòng găng lên mặt phẳng chuẩn với một lực F, khoảng 10 N. Đo độ dịch chuyển của đầu mút liền kề của miệng vòng găng so với mặt phẳng chuẩn bằng kính hiển vi đo lường hoặc máy phóng (đại). Lực kẹp đặt tại một đầu mút của miệng vòng găng cách miệng một cung 15o.
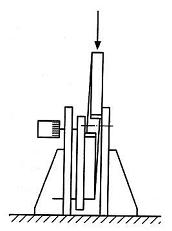
Hình 51 4.2.21. Độ vênh toàn phần (tính bằng milimét) Quan hệ giữa vòng găng ở trạng thái tự do với mặt phẳng song song với mặt phẳng chuẩn của nó. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 Khoảng cách của hai tấm phẳng phải bằng chiều cao lớn nhất của vòng găng cộng với dung sai độ phẳng dưới đây: Bảng 2 - Dung sai độ phẳng Kích thước tính bằng milimét Đường kính vòng găng d1 Dung sai độ phẳng Max 100 > d1 0,050 ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 0,075 d1 ³ 125 0,100 CHÚ THÍCH: Đối với vòng găng h1 £ 1,5 mm, dung sai độ phẳng được cộng thêm 0,025 mm.
Hình 52 Thông số của hai tấm phẳng: - Kích thước: Phải lớn hơn hoặc bằng đường kính lớn nhất của vòng găng ở trạng thái tự do. - Dung sai độ phẳng : ± 0,0025 mm ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 - Dung sai khoảng cách hai mặt phẳng: 4.2.22. Độ nhám bề mặt Ra, Rz (tính bằng micromét) Trong tiêu chuẩn này, Rz là thông số đo ưu tiên và sẽ được xác định trong ISO 4287-1:1984, khi sử dụng hệ thống đo chiều cao mấp mô theo mười điểm đỉnh. CHÚ THÍCH 1: Hiện tại độ nhám bề mặt của mặt bên vòng găng được qui định trong các tiêu chuẩn về kích thước . CHÚ THÍCH 2: Trong ISO 4287-1:1984 Rz được sử dụng để chỉ “tính không đều nhau của chiều cao mấp mô theo mười điểm đỉnh”, nhưng được thay bằng tiêu chuẩn ISO 4287:1997. Một vài nước sử dụng những dụng cụ đo thông số độ nhám Rz cũ, hãy cẩn thận khi sử dụng những bản vẽ và tài liệu kỹ thuật có sẵn, bởi vì sự khác nhau về kết quả đo đạt được của các loại dụng cụ đo khác nhau là không phải nhỏ. Hơn nữa các nhà sản xuất vòng găng và khách hàng của họ vẫn yêu cầu sử dụng đo độ nhám theo thông số Rz cũ, đến khi nào họ có đủ kinh nghiệm để chuyển sang phép đo mới. Do đó phương pháp đo “tính không đều nhau của chiều cao mấp mô theo mười điểm đỉnh” vẫn được sử dụng. Xem TCVN 5120 Đo theo TCVN 5120 khi sử dụng bất cứ máy đo prophin thích hợp nào. Giá trị đo phải dựa trên cơ sở giá trị trung bình của ba điểm đo cách nhau khoảng 120 o. CHÚ THÍCH: Để chỉ dẫn trên các bản vẽ, xem TCVN 5707. ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 THƯ MỤC TÀI LIỆU THAM KHẢO [1] ISO 468, Surface roughness - Parameters, their values and general rules for specifying requirements (Nhám bề mặt - Các thông số, giá trị và quy tắc chung để qui định các yêu cầu). [2] ISO 1101, Geometrical product specifications (GPS) - Geometrical tolerancing - Tolerances of form orientation, location and run-out (Đặc tính hình học của sản phẩm (GPS) - Dung sai hình học - Dung sai hình dạng ,vị trí và độ đảo). [3] TCVN 5707 : 2007 (ISO 1302), Đặc tính hình học của sản phẩm (GPS) - Các ghi nhám bề mặt trong tài liệu kỹ thuật của sản phẩm. [4] ISO 6622-1, Internal combustion engines - Piston rings - Part 1: Rectangular rings made of cast iron (Động cơ đốt trong - Vòng găng - Phần 1: vòng găng tiết diện chữ nhật bằng gang). [5] ISO 6622-2, Internal combustion engines - Piston rings - Part 2: Rectangular rings made of steel Động cơ đốt trong - Vòng găng - Phần 2: vòng găng Tiết diện vòng găng chữ nhật bằng thép. [6] ISO 6623, Internal combustion engines - Piston rings - Scraper rings (Động cơ đốt trong - Vòng găng - Vòng gạt dầu). [7] ISO 6624-1, Internal combustion engines - Piston rings - Part 1: Keystone rings made of cast iron (Động cơ đốt trong - Vòng găng - Phần 1 : vòng găng tiết diện hình thang bằng gang). [8] ISO/TR 6624-2, Internal combustion engines - Piston rings - Part 2: Half keystone rings (Động cơ đốt trong - Vòng găng - Phần 2 : vòng găng tiết diện bán hình thang). ... ... ... Bạn phải đăng nhập hoặc đăng ký Thành Viên TVPL Pro để sử dụng được đầy đủ các tiện ích gia tăng liên quan đến nội dung TCVN. Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66 [10] ISO 6624-4, Internal combustion engines - Piston rings - Part 4: Half keystone rings made of steel (Động cơ đốt trong - Vòng găng - Phần 4 : vòng găng tiết diện bán hình thang bằng thép). [11] ISO 6625, Internal combustion engines - Piston rings - Oil control rings (Động cơ đốt trong - Vòng găng - Vòng găng dầu). [12] ISO 6626, Internal combustion engines - Piston rings - Coil-spring-loaded oil control rings (Động cơ đốt trong - Vòng găng - vòng găng dầu có lò so). [13] ISO 6626-2, Internal combustion engines - Piston rings - Part 2: Coil-spring-loaded oil control rings of narrow width made of cast iron (Động cơ đốt trong - Vòng găng - Vòng găng dàu có lo so, bề rộng hẹp bằng gang). [14] ISO 6627, Internal combustion engines - Piston rings - Expander/segment oil-control rings (Động cơ đốt trong - Vòng găng - Vòng giãn nở/vòng găng dầu phân đoạn).
Văn bản gốc
(Không có nội dung)
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Văn bản tiếng Anh
(Không có nội dung)
LawNet .vn
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
LawNet .vn
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
LawNet .vn
Không có nội dung
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
LawNet .vn
Không có nội dung
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
{{VBModel.Document.News_Subject}}
LawNet .vn
Bạn Chưa Đăng Nhập Tài khoản!
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,... Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Đăng nhập
Bài viết Liên quan Văn bản
Văn bản khác
| |||||||||||||||||||||||