Tiêu chuẩn quốc gia TCVN 5317:2001 về Công trình biển di động – Quy phạm phân cấp và chế tạo - Vật liệu
Tiêu chuẩn quốc gia TCVN 5317:2001 về Công trình biển di động – Quy phạm phân cấp và chế tạo - Vật liệu
| Số hiệu: | TCVN5317:2001 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học Công nghệ và Môi trường | Người ký: | *** |
| Ngày ban hành: | 01/01/2001 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN5317:2001 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | Bộ Khoa học Công nghệ và Môi trường |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2001 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
TCVN 5309 : 2001 |
Phân cấp |
|
TCVN 5310 : 2001 |
Thân công trình biển |
|
TCVN 5311 : 2001 |
Trang thiết bị |
|
TCVN 5312 : 2001 |
Ổn định |
|
TCVN 5313 : 2001 |
Phân khoang |
|
TCVN 5314 : 2001 |
Phòng và chữa cháy |
|
TCVN 5315 : 2001 |
Các thiết bị máy và hệ thống |
|
TCVN 5316 : 2001 |
Trang bị điện |
|
TCVN 5317 : 2001 |
Vật liệu |
|
TCVN 5318 : 2001 |
Hàn |
|
TCVN 5319 : 2001 |
Trang bị an toàn |
CÔNG TRÌNH BIỂN DI ĐỘNG - QUY PHẠM PHÂN CẤP VÀ CHẾ TẠO - VẬT LIỆU
Mobile Offshore Units - Rules for classification and construction - Materials
1.1. Phạm vi áp dụng
1 Tiêu chuẩn này áp dụng cho vật liệu dùng để chế tạo kết cấu, trang thiết bị cũng như các bộ phận có liên quan của các dàn di động (viết tắt là dàn) được định nghĩa trong TCVN 5309:2001.
2 Vật liệu và trang thiết bị của dàn phải tuân thủ các yêu cầu tương ứng được trình bày trong TCVN 6259-7:1997 cùng các yêu cầu được nêu trong tiêu chuẩn này.
3 Vật liệu có đặc tính khác so với các quy định của Tiêu chuẩn này có thể được phép sử dụng, nếu được Đăng kiểm chấp thuận. Trong trường hợp này, các số liệu chi tiết về quy trình chế tạo, thành phần hóa học, tính chất cơ học v.v... của vật liệu phải được trình cho Đăng kiểm xem xét.
1.2. Tiêu chuẩn trích dẫn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Các tiêu chuẩn trong bộ TCVN Công trình biển di động - Quy phạm phân cấp và chế tạo:
TCVN 5309 : 2001 Phân cấp
TCVN 5310 : 2001 Thân công trình biển
TCVN 5311 : 2001 Trang thiết bị
TCVN 5312 : 2001 Ổn định
TCVN 5313 : 2001 Phân khoang
TCVN 5314 : 2001 Phòng và chữa cháy
TCVN 5315 : 2001 Các thiết bị máy và hệ thống
TCVN 5316 : 2001 Trang bị điện
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
TCVN 5318 : 2001 Hàn
TCVN 5319 : 2001 Trang bị an toàn
1.3. Định nghĩa và giải thích
1 Các định nghĩa và giải thích có liên quan đến thuật ngữ chung được trình bày trong 1.3 TCVN 5309:2001, và trong TCVN 6259-1997.
2 Ngoài ra, trong tiêu chuẩn này sử dụng các định nghĩa và giải thích sau:
(1) Sự gãy lớp là sự phá hủy các chi tiết của kết cấu hàn được chế tạo từ thép cán tấm hoặc ống do ứng suất hàn quá lớn, hoặc do tải trọng bên ngoài quá lớn tác dụng vuông góc với bề mặt tấm, hoặc do cả hai.
(2) Thép chữ Z là loại thép có độ dẻo đảm bảo theo chiều dầy tấm dùng để chế tạo các kết cấu hàn chịu được ứng suất lớn tác dụng vuông góc với bề mặt tấm.
1.4. Quy trình chế tạo
1 Nếu Đăng kiểm không có quy định nào khác, vật liệu quy định trong Phần này phải được chế tạo tại các nhà máy có quy trình chế tạo vật liệu đã được Đăng kiểm chấp nhận.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3 Vật liệu thép quy định trong Phần này phải được luyện trong lò thổi ôxy, lò điện hoặc theo những quy trình riêng được Đăng kiểm duyệt.
4 Những vật liệu sơ chế như vật liệu dạng thỏi, tấm rèn hoặc phôi cấp cho các nhà máy sản xuất khác hoặc các phân xưởng khác nhau trong cùng một nhà máy, phải được chế tạo theo quy trình chế tạo vật liệu đã được Đăng kiểm công nhận.
1.5. Thành phần hóa học
1 Thành phần hóa học của vật liệu mẫu lấy từ mỗi mẻ luyện phải được phân tích tại các phòng thí nghiệm có cán bộ chuyên môn thích hợp, có trang thiết bị đầy đủ và phải thỏa mãn những yêu cầu về thành phần hóa học quy định ở Phần này.
2 Đăng kiểm có thể yêu cầu kiểm tra lại kết quả phân tích, nếu thấy cần thiết.
1.6. Thử và kiểm tra
1 Nếu không có quy định nào khác, vật liệu phải được thử và kiểm tra dưới sự chứng kiến của Đăng kiểm viên. Việc thử và kiểm tra phải phù hợp với các yêu cầu quy định ở Phần này.
2 Vật liệu có đặc tính khác với quy định của Phần này phải được thử và kiểm tra theo đúng những yêu cầu kỹ thuật đã được Đăng kiểm duyệt.
3 Đăng kiểm có thể miễn các cuộc thử đối với vật liệu có Giấy chứng nhận phù hợp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5 Tùy theo dự kiến về điều kiện làm việc của vật liệu, Đăng kiểm có thể yêu cầu thử ở nhiệt độ cao hơn hoặc thấp hơn quy định.
1.7. Tiến hành thử và kiểm tra
1 Nhà chế tạo phải tạo mọi điều kiện cần thiết để Đăng kiểm viên có thể đến được tất cả các nơi sản xuất của nhà máy để xác nhận rằng quy trình chế tạo vật liệu đã duyệt được thực hiện đầy đủ.
2 Trước khi thử vật liệu, các Nhà chế tạo phải thông báo cho Đăng kiểm viên về đặc tính kỹ thuật, các yêu cầu đặc biệt, v.v..., của vật liệu.
3 Công việc thử và kiểm tra vật liệu phải được tiến hành tại nhà máy chế tạo trước khi xuất xưởng. Trong quá trình sử dụng, khi vật liệu có trạng thái kỹ thuật không thỏa mãn và nếu Đăng kiểm thấy cần thiết thì phải được loại bỏ, cho dù vật liệu đó đã được Đăng kiểm cấp Giấy chứng nhận thử và kiểm tra.
4 Máy dùng để thử tính chất cơ học của vật liệu phải được kiểm tra và cấp Giấy chứng nhận phù hợp với quy định hiện hành của Đăng kiểm.
1.8. Đặc điểm vật liệu
1 Nhà chế tạo phải có biện pháp thích hợp để xác định đặc điểm của các thỏi, tấm, phôi đúc, phôi rèn và các chi tiết thành phẩm, v.v..., nhằm xác định được những số liệu ban đầu ở bất kỳ giai đoạn nào trong quá trình chế tạo, như nấu chảy, cán, rèn, nhiệt luyện, v.v...
1.9. Giấy chứng nhận thử vật liệu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Chứng chỉ thử quy định ở -1 trên, ngoài kích thước, khối lượng, v.v... của thép, còn phải ghi ít nhất các mục từ (1) đến (9) sau đây:
(1) Số hiệu đơn đặt hàng và tên tàu dùng vật liệu đó, nếu có;
(2) Số hiệu hoặc nhãn hiệu;
(3) Nhãn hiệu nhà máy chế tạo;
(4) Ký hiệu cấp của vật liệu;
(5) Thành phần hóa học (phân tích thép nấu chảy hoặc kim loại lỏng trên cơ sở thành phần được quy định theo yêu cầu và bổ sung khi cần thiết).
(6) Thành phần các bon tương đương (Ceq) hoặc độ cảm nhận cracking nguội (cold cracking susceptibility) (Pcm) được xác định theo công thức sau (chỉ áp dụng cho những trường hợp quy định trong Phần này):
![]()
![]()
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
(8) Phương pháp nhiệt luyện;
(9) Phải ghi rõ quy trình khử ôxy (đối với thép sôi).
Nhà chế tạo phải ghi vào Giấy chứng nhận vật liệu kết quả của quá trình sản xuất để chứng tỏ rằng vật liệu thép đã được chế tạo theo đúng quy trình được duyệt. Kết quả này phải được cán bộ kiểm tra chất lượng sản phẩm của nhà máy chế tạo ký xác nhận. Tuy nhiên có thể sử dụng phương pháp khác thay cho chữ ký nếu Đăng kiểm thấy phù hợp.
3 Những quy định từ -1 đến -3 phải được áp dụng cho các loại vật liệu đưa ra trong Phần này, trừ vật liệu thép cán.
4 Nếu các vật liệu sơ chế như phôi thỏi, phôi tấm hoặc phôi không được chế tạo tại nhà máy cán hoặc rèn thì Giấy chứng nhận vật liệu của nhà máy sản xuất phải trình cho Đăng kiểm trong đó ghi rõ quy trình chế tạo, tên của Nhà chế tạo, số hiệu mẻ đúc, mẻ phân tích. Trong trường hợp này, quy trình chế tạo vật liệu sơ chế như phôi thỏi, phôi tấm hoặc phôi phải phù hợp với yêu cầu của Đăng kiểm.
1.10. Chất lượng và sửa chữa khuyết tật
1 Tất cả vật liệu phải không có khuyết tật. Không được sửa chữa khuyết tật bằng phương pháp hàn hoặc phương pháp khác, nếu mức độ và phương pháp sửa chữa (kể cả quy trình hàn và nhiệt luyện) khi chưa được Đăng kiểm duyệt. Việc sửa chữa khuyết tật phải được tiến hành dưới sự chứng kiến của Đăng kiểm viên nếu không có quy định nào khác.
1.11. Thử bổ sung trước khi loại bỏ
1 Trong bất kỳ cuộc thử tính chất cơ học nào, trừ thử độ dai va đập, nếu một phần kết quả thử không đạt yêu cầu, nhưng những phần khác đều thỏa mãn, thì hai mẫu thử bổ sung có thể được cắt ra từ cùng vật liệu đã lấy mẫu thử để thử lại. Trong trường hợp thử lại như vậy, tất cả các mẫu thử phải thỏa mãn yêu cầu của Quy phạm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3 Nếu vật liệu đã được nhiệt luyện không đạt yêu cầu thì cho phép thử lại sau khi đã nhiệt luyện lại. Nếu toàn bộ các cuộc thử lại đều không thỏa mãn yêu cầu thì vật liệu đó được coi là không thỏa mãn.
4 Khi thử kéo, nếu độ giãn dài của một mẫu bất kỳ nhỏ hơn quy định và có xuất hiện bất kỳ vết nứt nào nằm ngoài phạm vi 1/4 chiều dài đo đạc, tính từ trung điểm chiều dài đó, thì mẫu thử được coi là không đạt, và cho phép tiến hành thử bổ sung bằng một mẫu khác lấy từ cùng vật liệu đã cắt lấy mẫu thử.
1.12. Đóng dấu mác thép
1 Tất cả các vật liệu thỏa mãn yêu cầu đều phải được đóng dấu "VR", kể cả những dấu khác, nếu Đăng kiểm thấy phù hợp và Nhà chế tạo phải đóng mác kèm các đặc trưng sau đây vào ít nhất là một vị trí của vật liệu.
(1) Tên hoặc mác của nhà máy chế tạo;
(2) Số hoặc ký hiệu của sản phẩm;
(3) Tên, số hiệu của đơn đặt hàng hoặc ký hiệu của người mua (nếu người mua yêu cầu).
2 Nếu không thể đóng được dấu chìm vào vật liệu thì có thể đóng nhãn, đóng dấu niêm phong hoặc bằng phương pháp thích hợp khác.
3 Nếu vật liệu có kích thước quá nhỏ không thể đóng dấu chìm, đóng nhãn hoặc đóng dấu niêm phong như quy định ở -1 và -2 trên thì có thể được đóng gộp vào một miếng nhãn hiệu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2.1. Quy định chung
1 Các loại thép cán sử dụng trong chế tạo dàn phải tuân thủ các yêu cầu cho trong Chương 3, Phần 7A, TCVN 6259-7:1997 cùng các yêu cầu bổ sung dưới đây.
2 Các loại thép cán sử dụng trong chế tạo dàn được cho trong bảng 2.1-1.
3 Thép dùng cho các kết cấu đặc biệt phải được Đăng kiểm cho phép, phải được chế tạo ở những xí nghiệp được Đăng kiểm thừa nhận và chịu sự giám sát của Đăng kiểm.
4 Thép dùng để chế tạo các kết cấu chính và đặc biệt phải là thép lắng và thép nhỏ hạt.
5 Thép tấm dùng cho các kết cấu đặc biệt phải được kiểm tra siêu âm, thỏa mãn yêu cầu của Đăng kiểm.
Bảng 2.1-1 Ký hiệu các loại thép cán
Loại thép
Ký hiệu trong Phần 7A- TCVN 6259-7:1997
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép thường
KA
KA
KB
KB
KD
KD
KE
KE
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
KA32, KA36, KA40
KAH
KD32, KD36, KD40
KDH
KE32, KE36, KE40
KEH
KF32, KF36, KF40
KFH
Thép cán tôi cường độ cao và ram
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
AQ1
KA56, KA63, KA70
AQ2
KD43, KD47, KD51
DQ1
KD56, KD63, KD70
DQ2
KE43, KE47, KE51
EQ1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
EQ2
KF43, KF47, KF51
FQ1
KF56, KF63, KF70
FQ2
Hệ số vật liệu (K) tương ứng với cường độ chịu kéo được cho trong bảng:
Bảng 2.1-2 Hệ số vật liệu
Loại thép
Ký hiệu vật liệu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép thường
KA , KB , KD , KE
1,0
Thép cường độ cao
KA32, KD32, KE32, KF32
0,78
KA36, KD36, KE36, KF36
0,72
KA40, KD40, KE40, KF40
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thép cán tôi cường độ cao và ram
KA43, KD43, KE43, KF43
*
KA47, KD47, KE47, KF47
*
KA51, KD51, KE51, KF51
*
KA56, KD56, KE56, KF56
*
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
*
KA70, KD70, KE70, KF70
*
Ghi chú: * Thỏa mãn yêu cầu của Đăng kiểm
2.2. Thép chế tạo kết cấu thân dàn
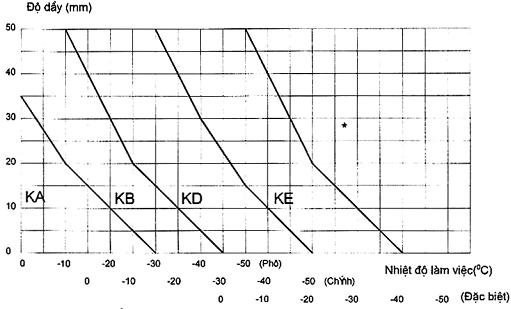
Thép dùng để chế tạo các phần tử kết cấu thân dàn được cho trong các đồ thị dưới đây. Tuy nhiên, nếu nhiệt độ thiết kế của vật liệu nhỏ hơn -50 °C và độ dày tấm lớn hơn 70 mm thì việc sử dụng phải thỏa mãn yêu cầu của Đăng kiểm.
Hình 3.2-1 : Phạm vi áp dụng của thép thường
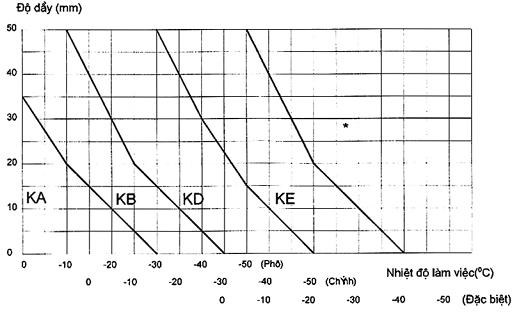
Ghi chú: * Thỏa mãn yêu cầu của Đăng kiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
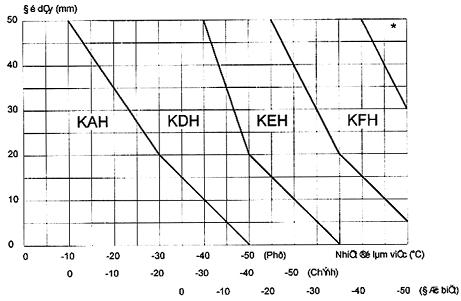
Ghi chú: * Thỏa mãn yêu cầu của Đăng kiểm
Hình 3.2-3 : Phạm vi áp dụng của thép cán tôi cường độ cao (AQ1,DQ1,EQ1 và FQ1)
Ghi chú: * Thỏa mãn yêu cầu của Đăng kiểm
Hình 3.2-4 : Phạm vi áp dụng của thép cán tôi cường độ cao (AQ2,DQ2,EQ2 và FQ2)
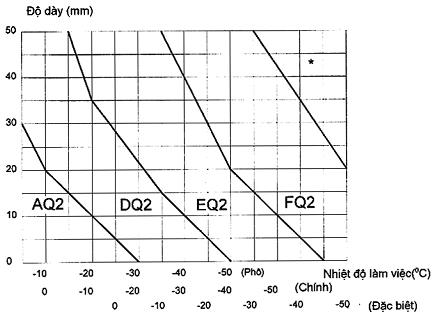
Ghi chú: * Thỏa mãn yêu cầu của Đăng kiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 Thép đúc dùng cho dàn phải thỏa mãn các quy định trong phần này cũng như các yêu cầu của Chương 5, Phần 7 - Vật liệu và trang thiết bị, TCVN 6259-7:1997.
2 Thép đúc dùng để chế tạo các kết cấu hàn của dàn cũng như các chi tiết máy và trang thiết bị làm việc ở nhiệt độ âm phải có độ dai va đập đảm bảo. Trị số độ dai va đập và nhiệt độ thử được quy định trong hồ sơ kỹ thuật và phụ thuộc vào độ bền nhỏ nhất quy định cho từng loại thép, nhiệt độ tính toán cho từng kết cấu và phải được Đăng kiểm đồng ý.
3 Độ co thắt tương đối khi thử kéo vật liệu thép đúc phải không được nhỏ hơn 50%.
4.1. Quy định chung
1 Thép rèn dùng cho dàn phải thỏa mãn các quy định trong phần này cũng như các yêu cầu của Chương 6, Phần 7, Vật liệu và trang thiết bị, TCVN 6259-7:1997.
2 Thép rèn dùng để chế tạo các kết cấu hàn đặc biệt phải được thử uốn do va đập ở nhiệt độ bằng nhiệt độ tính toán cho kết cấu này, nhưng không được cao hơn 20 °C.
3 Trị số đảm bảo của công khi thử uốn do va đập được quy định trong hồ sơ kỹ thuật, phụ thuộc vào độ bền gãy nhỏ nhất ấn định cho từng loại thép, trị số này phải được Đăng kiểm đồng ý, nhưng trong mọi trường hợp, trị số đó không được nhỏ hơn 30J khi thử các mẫu có rãnh khía chữ V.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 Việc luyện thép phải được tiến hành trong các lò Máctanh, lò điện hoặc trong các lò thổi ôxy, sau đó nhiệt luyện thép, để đảm bảo tính dẻo cần thiết theo chiều dày cán. Phương pháp nhiệt luyện thép được nêu trong giấy chứng nhận của xí nghiệp sản xuất.
5.2. Thành phần hóa học
1 Thành phần các nguyên tố chính và các chất phụ trong thép cácbon và cácbon - Mangan không được lớn hơn trị số nêu trong Bảng 5.1.
2 Khi thực hiện các yêu cầu của chương này có thể dùng thép đóng tàu thay cho thép chữ Z nếu được Đăng kiểm đồng ý.
Bảng 5.1 Thành phần tối đa các nguyên tố cơ bản và tạp chất chính trong thép chữ Z (%)
C
Mn
Si
P
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,18
1,16
0,50
0,03
0,01
3 Cho phép dùng thép chữ Z có thành phần hóa học khác nhưng phải đảm bảo tính hàn cần thiết trong các điều kiện chế tạo kết cấu dàn và đảm bảo độ bền gẫy lớp.
4 Nếu cần, có thể xác định đương lượng cácbon (Cdl) theo công thức sau:
![]()
Còn trị số của nó được ghi trong giấy chứng nhận
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3. Tính chất cơ học
1 Khi thử kéo các mẫu có trục dọc vuông góc với bề mặt cán, độ co thắt tương đối (Zz) của diện tích mặt cắt ngang của thép chữ Z không được nhỏ hơn 30%.
Tuỳ thuộc vào nhiệt độ làm việc nhỏ nhất của kết cấu, khi thử uốn do va đập thép chữ Z, trị số nhiệt độ phải phù hợp với Bảng 5.2
Bảng 5.2 Nhiệt độ làm việc nhỏ nhất của kết cấu
Nhiệt độ làm việc nhỏ nhất của kết cấu (°C)
Nhiệt độ thử uốn do va đập (°C)
-10
-20
-20
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
-40
-60
2 Trị số công va đập cần thiết khi thử uốn do va đập trên các mẫu có rãnh chữ V được quy định tùy thuộc vào trị số giới hạn chảy nhỏ nhất của thép chữ Z theo bảng (Bảng 5.3).
Bảng 5.3 Trị số công va đập cần thiết khi thử uốn do va đập trên các mẫu có rãnh chữ V
Giới hạn chảy (MPa)
235
315
355
390
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
KVL
27
31
34
39
(Không nhỏ hơn)
KVT
18
21
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
26
Trong đó:
KVL : Công va đập trên các mẫu thử dọc
KVT : Công va đập trên các mẫu thử ngang
3 Công va đập được xác định trên 1 bộ gồm 3 mẫu thử có xẻ rãnh dọc hoặc ngang hướng cán. Nếu công va đập được xác định trên các mẫu dọc thì trị số công va đập yêu cầu đối với các mẫu ngang sẽ do người chế tạo xác định.
4 Khi thử thép chữ Z với mục đích công nhận xí nghiệp chế tạo, Đăng kiểm có thể yêu cầu kiểm tra tính hàn và xác định nhiệt độ chuyển sang trạng thái ròn bằng phương pháp được Đăng kiểm chấp nhận. Nhiệt độ chuyển phải phù hợp với nhiệt độ làm việc của kết cấu.
5 Đăng kiểm có thể yêu cầu xác định độ bền phá hủy ròn theo các phương pháp phá hủy cơ học bằng cách cho thử vật rơi hay các phương pháp được chấp thuận khác.
5.4. Xử lý nhiệt
1 Thép chữ Z phải được xử lý nhiệt. Chế độ xử lý nhiệt do nhà máy chế tạo quy định và được nêu trong giấy phép sản xuất hoặc giấy chứng nhận xí nghiệp, hoặc cả hai.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 Để thử thép chữ Z ở mỗi giai đoạn cuối của bán thành phẩm, phải chọn vật mẫu để chế tạo các mẫu thử kéo, một bộ mẫu thử uốn do va đập và một bộ mẫu thử kéo theo hướng chiều dày.
2 Trình tự chế tạo và kích thước các mẫu thử cũng như phương pháp thử kéo, thử uốn do va đập phải phù hợp với Quy định trong Chương 2, Phần 7-A, TCVN 6259-7:1997.
3 Phương pháp chế tạo mẫu thử và tiến hành thử kéo theo chiều dầy phải được thỏa thuận với Đăng kiểm
4 Độ co thắt tương đối (Z0) được xác định là trị số trung bình của kết quả thử kéo 03 mẫu thử và không nhỏ hơn trị số yêu cầu.
5 Từ mỗi vật mẫu sẽ chế tạo và tiến hành thử:
(1) Một mẫu để thử kéo
(2) Một bộ gồm 03 mẫu để thử uốn do va đập
(3) Một bộ gồm 03 mẫu để thử kéo theo hướng chiều dày
6 Đối với những bán thành phẩm có chiều dày 50 mm và lớn hơn phải chế tạo và thử uốn do va đập thêm một bộ gồm 03 mẫu có xẻ rãnh sao cho trục dọc của mẫu trùng với tâm chiều dầy bán thành phẩm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
MỤC LỤC
1. QUY ĐỊNH CHUNG
1.1. Phạm vi áp dụng
1.2. Tiêu chuẩn trích dẫn
1.3. Định nghĩa và giải thích
1.4. Quy trình chế tạo
1.5. Thành phần hóa học
1.6. Thử và kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1.8. Đặc điểm vật liệu
1.9. Giấy chứng nhận thử vật liệu
1.10. Chất lượng và sửa chữa khuyết tật
1.11. Thử bổ sung trước khi loại bỏ
1.12. Đóng dấu mác thép
2. THÉP CÁN
2.1. Quy định chung
2.2. Thép chế tạo kết cấu thân dàn
3. Thép đúc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4. Thép rèn
4.1. Quy định chung
5. THÉP CHỮ Z
5.1. Quy định chung
5.2. Thành phần hóa học
5.3. Tính chất cơ học
5.4. Xử lý nhiệt
5.5. Chọn mẫu và khối lượng thử
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây